

Не красивого шва пост:)
Сваривали тут ребята газоходы...
Нержавейка 304..
да все было хорошо, но

Толщина газохода 2мм. Сварка в среде аргона неплавящимся электродом.
Заставили переделать!
Показать полностью
1
Сваривали тут ребята газоходы...
Нержавейка 304..
да все было хорошо, но
Толщина газохода 2мм. Сварка в среде аргона неплавящимся электродом.
Заставили переделать!
Сталь 304L
труба диаметром 168.3*7.11 мм
Присадка Esab OK Tigrod 308LSi диаметром 2,4
сварка методом РАД с поддувом, корень и горячий ниточным швом.
Заполнение и облицовка не более 3-х диаметров присадки.
Сварил сварщик 5 разряда.
Такие швы варят у нас у рабочие.
Заварен с соблюдением технологической карты сварки, с поправками на ветер естественно.

Пошел я значит получать корочки специалиста неразрушающего контроля второго уровня. Я думал я видел всё. Встречались в практике и трещины, и свищи, про непровары вообще молчу сплошь да рядом.
И выдают мне на расшифровку снимки.. первая категория якобы СТО Газпром, а там....
Давно не виделись.


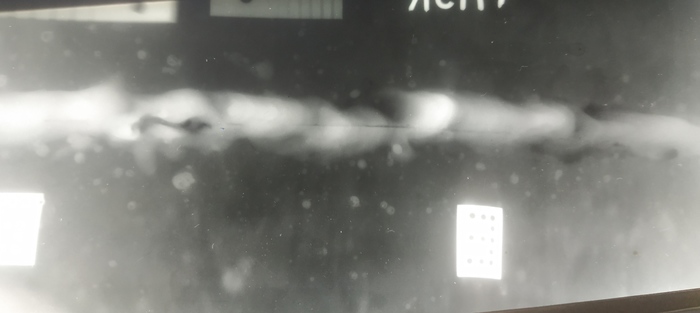
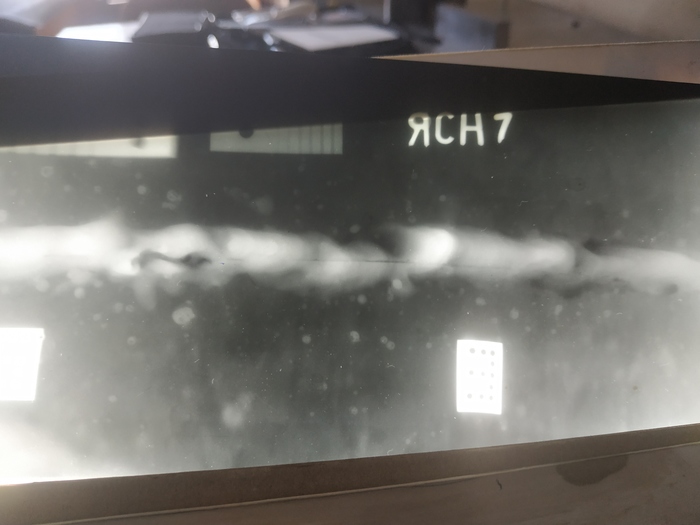
На фото рентгеновский снимок сварного соединения диаметром 2" сталь 304L, толщина стенки 2,77 мм. Сварка неплавящимся электродом в среде аргона.
Кто-то скажет сваривали без поддува и будет прав. Но!
Сварка велась при помощи специальной пасты ( второе фото, флюс паста) для формирования хорошего обратного валика. И это не с пастой проблема, это проблема с нашими сварщиками. Хотя может и не в сварщиках дело.
Сейчас поясню
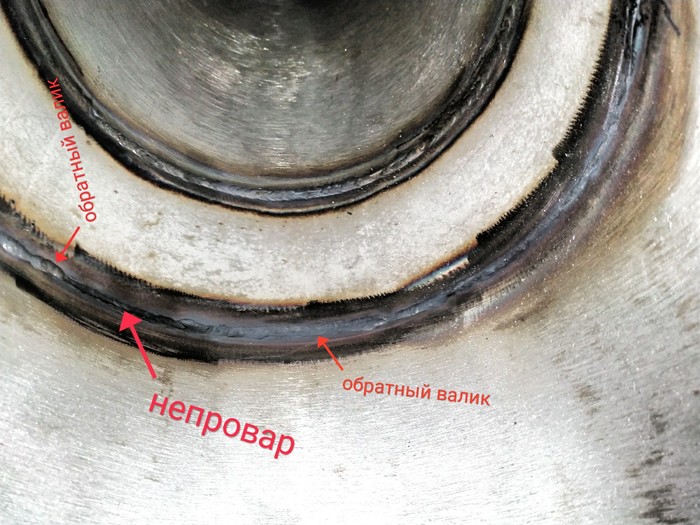
Провал обратного валика, это следствие перегрева. Сварщик не давал остывать стыку. Но и сварщика можно понять с одной стороны. Это монтаж,сроки жмут всегда, начальство требует дюймы в день, сварщик торопиться. В связи с монтажными условиями и ,возможно, неправильному планированию следующий стык у него на другом ярусе/через 20 метров/надо переставить леса/ ваш вариант (нужное подчеркнуть). Поэтому и торопится!
Лепит брак, потом переделывать. И так до 3 раз.. Потом 2 стыка, далее 3, 4, 6))))) ну это в худшем...
А вы перегревание стыки?
И ещё интересный вопрос, есть ли где-то адекватные системы для поддува? Адекватные в смысле удобные и не очень дорогие, буду признателен.
Тема видео: Введение УЗК методом фазированных решеток. Безусловно тема намного обширнее, чем то, что затронуто здесь.
Однако, уверен, что с помощью этого видео каждый, кто еще не знаком с технологией, сможет получить ответы на общие вопросы.
Специально для видео подготовлена презентация, в которой сначала мы вспомним, как формируется ультразвуковой луч в традиционном УЗК, на фоне этого вникнем в принцип формирования лучей преобразователем с фазированными решетками и далее поговорим немного об основных видах разверток в оборудовании с фазированными решетками...
Вечер добрый!
Я так понимаю многим неясна эстетика сварного соединения?
Давайте быстро пробежимся по фоткам нормально завареных...
Все (или почти все) сварные соединения на фото ниже выполнены в монтажных условия, или условиях улицы, некоторые ручной электродуговой сваркой покрытыми электродами (РД), а некоторые ручной электродуговой сваркой неплавящимся электродом в среде аргона (РАД).
И да это будут фото сварки труб. И в конце пару обратных валиков и животное))
Готовы? Поехали..
РАД

А что мне нравится, хоть и стык труб с разной толщиной...
Далее РД, врезка тип соединения У19 по ГОСТ 16037:

И да это сделано электродом

А вот это уже РАД

А вот вид изнутри, соединения отвода с трубой, тип соединения С17 ГОСТ 16037..

Обратный валик присутствует, если шлак есть то это РД.
Как выглядит не очень сейчас напомню. Непровары, помните?
Вот напомнил..
и вот так тоже не надо

Тут были недовольные, что это все стыки да стыки... Вот вам... Животное))

Спасибо всем, кто читает!
Отдельное спасибо подписчикам!
Пишите в комментариях что бы вы хотели по теме ещё увидеть.
Всем до новых встреч!
Всем привет!
Давно не виделись.
Накопил немного фоток самых "крутых" сварочных соединений.
Ну что погнали?
Первое фото уже тут было. Но оно мое и поэтому...
Труба диаметром 108мм и стенкой 3 мм (108х3). Категория первая Аа контроль 100% рентген, сварщик 5 разряд и тут такое

Причем в таком виде это было 2 дня... Поначалу я подумал, что забыли переварить... Но пока маркером не раскрасил....
В общем едем дальше!
Труба диаметром 57 мм и стенкой 3,5 мм (57х3,5). Сварщик 5 разряд, трубопровод подземный, контроль 100%... Приехали делать рентген по заявке, а тут...

Ширина валика гуляет от 4 до 8мм, высота усиления 3-3,5мм, не прошел визуальный контроль..
Следующий... Тоже труба 57х3,5... Тут товарищ сделал рентген.. но в зените похоже был прожёг...

Едем дальше
Вызвали сделать цветную дефектоскопию.
Емкость, выбирали шов изнутри и подвариваривали. Сначало светил телефон, набрызгал пенетрантом, стёр, проява пошла в ход и принесли фонарь большой... И...

Думаю объяснять, что это трындец не стоит?)))
И ведь все нормально для них... Во всех случаях прилетала заявка на контроль, а вдруг прокатит???...
Вызвал контроль? Будь любезен сделать качественно и проверить визуально хотя бы..
Да и послойный визуально измерительный контроль ещё никто не отменял..
И в конце секунда юмора:
Что общего между сварщиком и мухой???
Оба могут насрать на потолке!
Желаю всем сварщикам ничего не иметь общего с мухами. А всем ПИЛовцам, дефектоскопистам, больше годных стыков в удобном месте!!!
Всем подписчикам спасибо, что читаете!
Если зайдет попробую писать почаще...
Обнаружены наскальные росписи неизвестной культуры...

фото предоставил Artem Korzhits (ВК Дефектоскопист ру | Неразрушающий контроль)


