


Программа на Fanuc
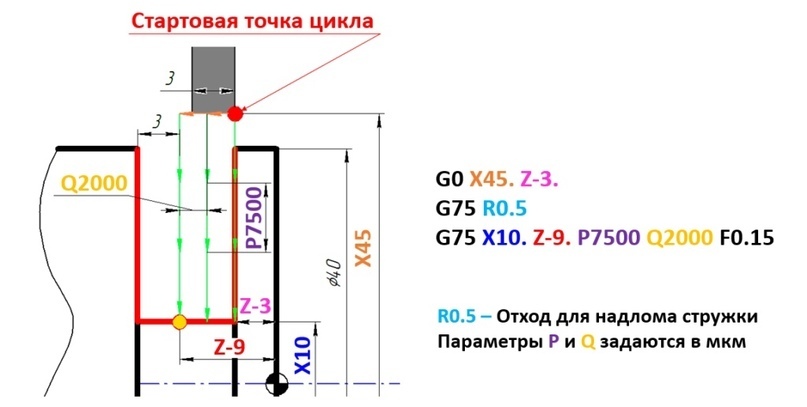
Прошу помощи в написании программы для чпу Fanuc. Какой именно Fanuc без понятия, мне сказали они все +- одинаковые и программу поймёт любой. Сам пытаюсь, но что-то не получается. Буду ооочень благодарен за помощь!
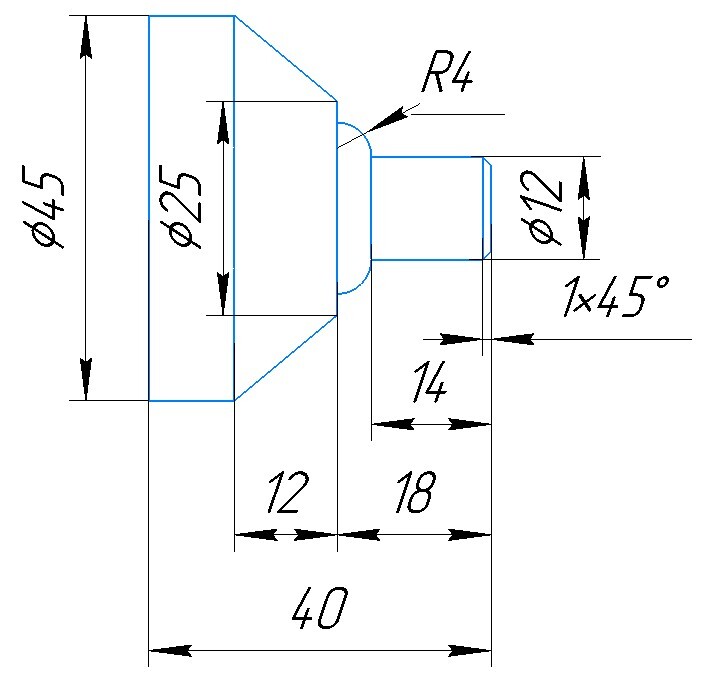
Моя деталь
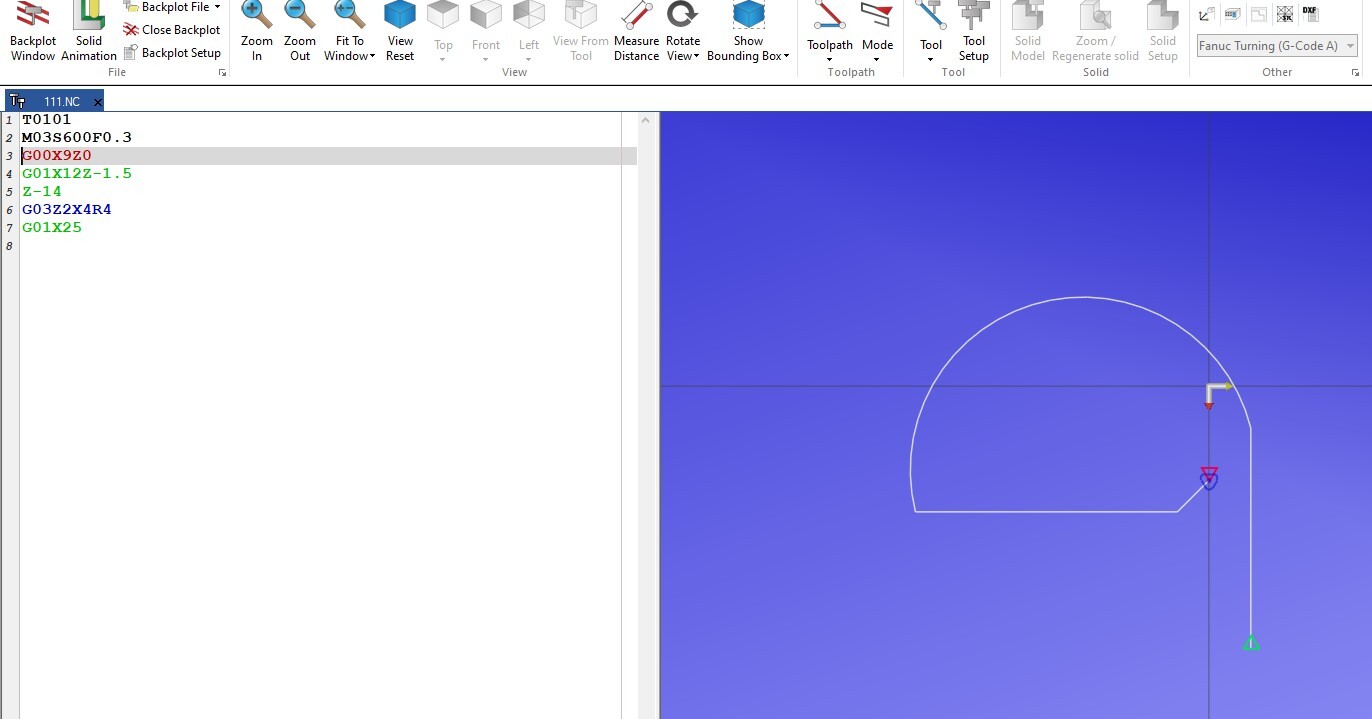
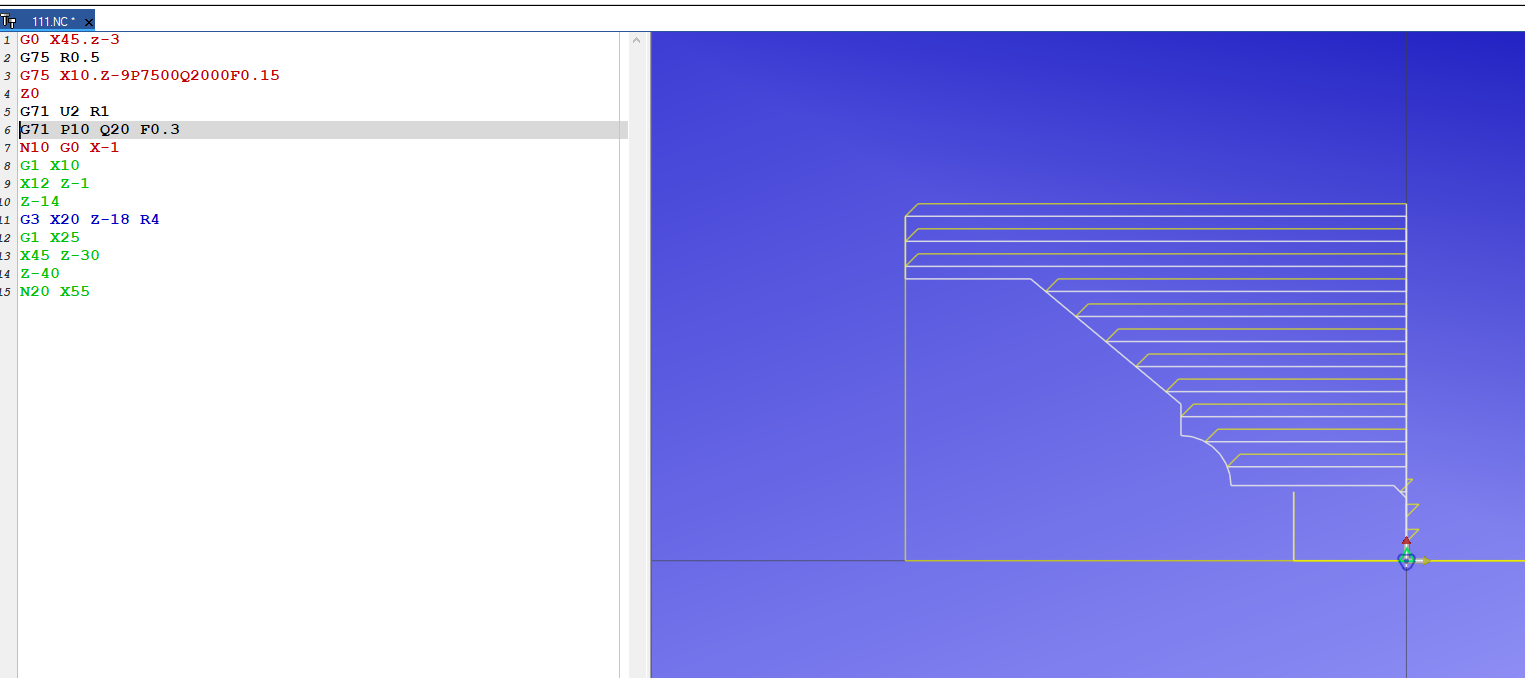
А это то что я пытался сам написать. Никак не могу радиус 4 развернуть в другую сторону даже...








Лига ЧПУшников
2.1K постов12.1K подписчика
Правила сообщества
никакой политики