Помощь с 3d печатью
Всем привет!, прошу помощи у гуру 3D печати!
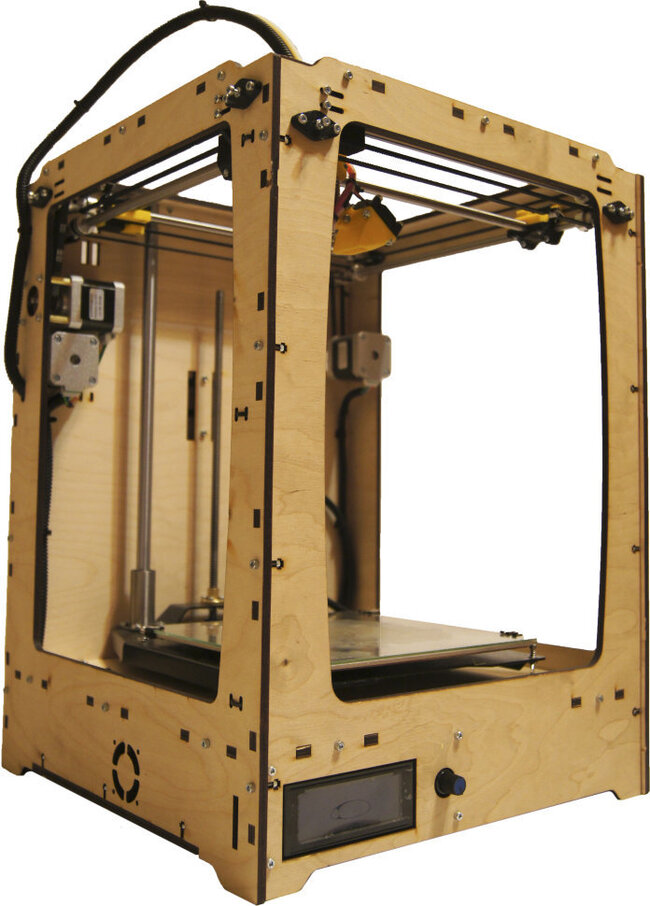
Итак, имеется принтер IVIlol UlTi v 1.2.6. Вот такой, если это важно:
При печати на стандартных настройках, в принципе проблем нет, однако пару тройку дней назад пришлось делать высоконагруженную деталь, и, после 13-часового ожидания, я радостно бегу ее снимать...фотографий нет, к сожалению...но суть в том, что вместо ровной детали, имеем примерно вот такое (фото из интернета):

После игр с настройками, типом прилипания и прочего, я добился того, что на столе деталь выглядит идеально, однако стоит ее снять, как она на глазах начинает выгибаться. Головой я предполагаю, что проблема кроется в заполнении детали, но, во-первых, это лишь моя догадка, а во вторых, уменьшать смысла нет, ибо в таком случае, деталь не выдержит нагрузки.
Лучшая деталь получилась при следующих параметрах:
ABS
End - 245*C
Bed - 100*C
V печати - 60 мм/с
Заполнение - 70%
Сопло 0.4 мм
Поддержки все
Обдув 100%
Сверху установлен самодельный короб для изоляции зоны печати (ABS треба, как бы). Печать проводилась, как с вытяжкой принудительной (100мм канальный вентилятор), так и без.
Собственно вопрос в том, что поменять в настройках Куры, чтобы этого избежать, или есть ли какие-то способы уже после печати исправить эту ситуацию?