В общем, если угол в плане составляет меньше 90 градусов, то можно смело наваливать подачу согласно вышеприведенным коэффициентам!
И я представляю Вам не новую, но крайне актуальную стратегию- Высокоподачное фрезерование, или Hi-Feed.
Суть данной стратегии заключается в том, что при небольшом съеме мы многократно увеличиваем подачу и таким образом значительно ускоряем процесс обработки.
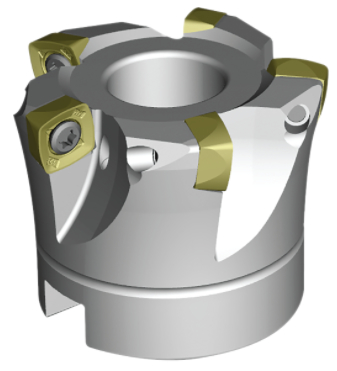
Практически у всех брендов есть специальные решения для выскокоподачного фрезерования, однако на самом деле можно обойтись и тем, что есть - можно использовать фрезы с круглыми пластинами, или фрезы с прямоугольными пластинами, но с большим радиусом при вершине.
Классические режимы для такого рода обработки выглядят следующим образом:Скорость резания следует ставить согласно рекомендациям производителя,
съем и подачу можно использовать усредненную - обычно я ставлю съем 0,5мм и подачу 0,5мм на зуб, хотя лучше всё таки исходить из рекомендаций производителя. Подача 1мм на зуб вполне реальная, при обработке фрезой с углом в плане, нагрузка на систему СПИД будет такая же, как при обработке пластинами 90 градусов с подачей 0,2мм на зуб.
При использовании данного метода с неподходящими для этого фрезами, следует исходить из следующих входных данных:Съем- старайтесь давать не больше 30% от радиуса при вершине пластины.
Подачу выбирайте так: смотрите на рекомендуемые подачи на коробке пластин и умножайте приблизительно на 5. Потом уже смотрите по звукам, по стойкости пластин, подачу можно регулировать с пульта.
Какие преимущества данного метода обработки?
-Очень быстро происходит снятие металла. Данный способ обгоняет по скорости классическое высокоскоростное фрезерование и вплотную подхдит по скорости снятия материала к стратегии iMachining, или к трохоидальному фезерованию.
-Высокоподачное фрезерование по стоимости выходит значительно дешевле, чем трохоидальная обработка монолитными фрезами и дешевле, чем классическая обработка за счет того, что пластины стоят намного дольше, так как они испытывают меньшую нагрузку.
-Силы резания в большей мере направлены в сторону оси шпинделя, верх, поэтому спокойно можно использовать вылеты фрезы выше, чем при классическом фрезеровании.
-Очень красивая стружка! Может это какой то субъективный фактор, но стружка получается сегментированная, завернутая в красивые кусочки, вот прямо так и хочется взять в руки горсть. Её очень легко убирать!
-Высокоподачное фрезерование справится там, где не совсем подходит обработка технологией iMachining. Например, если необходимо обработать карман, который имеет на стенках уступы, или «этажи»
А теперь поговорим о недостатках.
-Технология высокоподачного фрезерования черновая и она оставляет плохую шероховатость на дне и на стенках, после этого требуется дальнейшая обработка.
-Необходим станок, обеспечивающий высокую минутную подачу.
Технология рабочая, по полной программе захватывает сердца наладчиков и технологов нашей необъятной, однако ещё не все о ней знают. Пробуйте, пользуйтесь! Всего хорошего!