

Круговая обварка коллектора аргоном
Орбитальная круговая обварка плоской заглушки коллектора для теплоснабжения на роботизированном станке. Труба ВГП, толщина заглушки 6мм.
Орбитальная круговая обварка плоской заглушки коллектора для теплоснабжения на роботизированном станке. Труба ВГП, толщина заглушки 6мм.
Что ж, моё инженерское почтение.
Я в первую очередь подумал, что это промышленный робот заводского исполнения.
Труба - после отрезного станка. Рез чистый, сухой. Труба чистая, без ржавчины и без окалины, не лежалая. Заглушка вырезана лазером, края ржавчиной не тронуты. Диаметр маленький, толщины маленькие, зазор мизерный, труба чистая, кромка не нужна. И, как показывает практика, здесь никогда подварок нет, все герметично.
Ну не бывает их в природе, только для электросварной трубы. А для ВГП кстати нет норм по сферическим заглушкам. Как и для внутренних трубопроводов отопления от Ду25 до Ду50
На конце трубопровода должен быть сферик. Ну и вообще тупикового участка быть не должно =)
Для труб ВГП не бывает сферических заглушек. Это для разводки отопления на этаже, там всегда есть тупик :)
От такой яркости может сенсор наипнуться на камере. Лучше через стёклышко снимай. А так красиво конечно.
Не могу точно вам все это прокомментировать, съемка была год назад. Когда будем снимать видео о дефектах - я в этот пост добавлю.
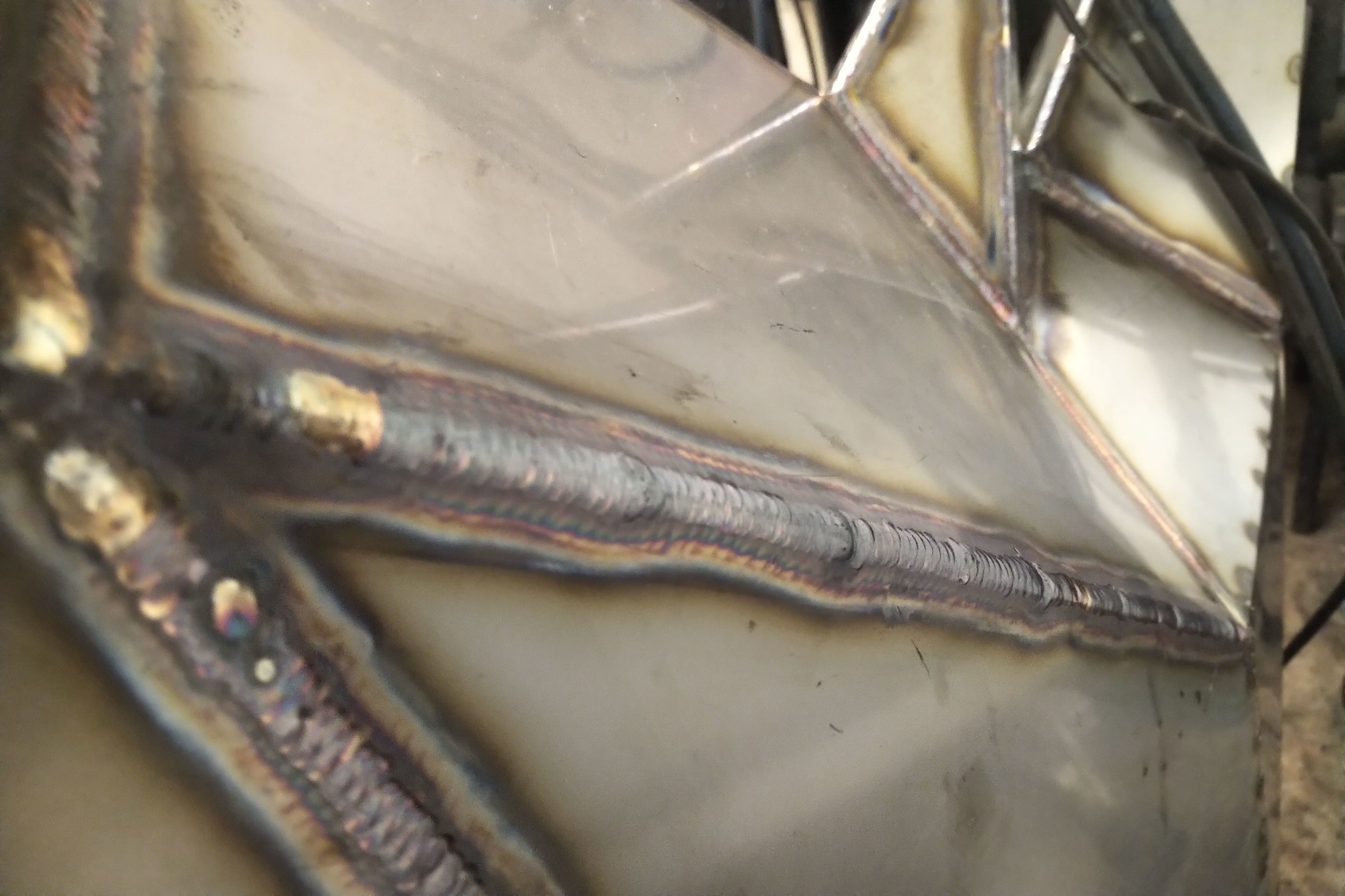
Я как аргонщик - тоже бы сказал, что это пОра. Если чермет варили, а судя по видео это чермет, бывает грязь или ржавчина или присадку не подали вовремя, металл вскипает и образуется пора.
Точите с двух сторон? Я на монтаже штуки три кладу в карман. На улице постоянно обгорают от ветра.
вот к примеру
Заглушка сталь эллиптическая 45х2,5 (Ду 40) п/привар ГОСТ 17379-2001
или
Заглушка сталь эллиптическая 76х3,5 (Ду 65) п/привар ГОСТ 17379-2001
стоят копейки, в самом деле
https://vita-mck.ru/index.php?route=product%2Fcategory&path=64
вот к примеру
Заглушка сталь эллиптическая 45х2,5 (Ду 40) п/привар ГОСТ 17379-2001
или
Заглушка сталь эллиптическая 76х3,5 (Ду 65) п/привар ГОСТ 17379-2001
стоят копейки, в самом деле
https://vita-mck.ru/index.php?route=product%2Fcategory&path=64
Они на картинке красивые, а приходит потом такое, с чем невозможно работать. Диаметры с трубами ВГП не совпадают - у нас 33.4, 48, 60, а здесь 32, 45, 57. Мы с эллиптическими заглушками год морочились, разных поставщиков пробовали, разные заводы. В итоге перешли на плоские, поскольку заказчики нам это согласовали, конкуренты делают так же, и норм нет, которые нас бы обязывали ставить эллиптические заглушкюки.
в данном случае есть зависимость от толщины металла и давления.
чем толще металл, тем большее давление выдержит шов у плоской заглушки.
в отоплении как правило чернуха достаточно толстая, а давления маленькие
но тем не менее штампованные тонкостенные эллиптические донышки небольшого диаметра для труб отопления, ХВС\ГВС мне встречались
Они есть, но для электросварных труб, а не для ВГП. Там другие диаметры, поэтому с нашими не совпадает. Вторая проблема в том, что они, как правило, изготовлены на старых заводах, где штампы изношены, и они все кривые, отвратительного качества, приходят все грязные. Для сварки электродом может и ничего, но нам надо чтобы мы их сразу прихватывали и приваривали, без дополнительной обработки, а с ними так нельзя сделать.
прямой угол из двух деталей со сварочным швом в углу является источником напряжения, при давлении (особенно при переменном) сварочный шов раскрывается\разламывается.
к примеру, для понимания, так прихватки отламывают.
или детали когда неправильно сварили, часто с одной стороны детали распиливаешь шов, и деталью как рычагом второй шов с другого края ломаешь
при сферической\фланжированной\торосферической\эллиптической заглушке сварочный шов расположен в плоскости трубы, шов растягивается, как все детали, на что шов и рассчитан
Ага, понял, т.е. тянет в другую сторону. Странно, но норм под внутренние системы отопления, в которых была бы прописана обязательность эллиптических заглушек - нет. Тема, конечно, для нашего строительства относительно новая, в СССР не строили дома с горизонтальной разводко отопления. Но тем не менее, своды правил рождаются в ассоциациях проектировщиков и строителей. И такого я не встречал нигде. Значит в этой сфере применения, наверное, необязательно
Просто электроды точу по ситуации - коснулся - на переточку, кончик начал стактываться в шарик - на переточку. спецом купил пачку электродов, чтобы быстро заменить и продолжить, потом всю пачку перетачиваю. Но если варит и вас устраивает - то ок.
Я не знаю точного критерия когда надо точить, поскольку сам не варю. У нас стоит аппарат для заточки электродов, один на 4 станка
Можно через стекло для газовой резки попробовать, или для газовой сварки не помню какое из них темнее, в общем не через активное.
Пробовали, тоже, кажется, не было вау-эффекта. Надо поискать видосы.
Я искал статьи типа "как снимать сварку грамотно". Судя по тому, что ничего не предпринял - фидорулезного решения не нашел.
Но если кто-то точно знает как надо - я бы послушал, было бы круто.
я чет не понял, а чего между электродом и деталью такой зазор конский? и почему электрод тупой как для алюминия?
Я мож чего не понимаю - ток начинаю в тиг.
Электроды точат раз в день или реже. Если правильно выставлена горелка и хорошо выставлена заготовка - то электрод ходит долго. По зазорам у нас есть есть нормативы в тех.карте, но какие они - не скажу, точно не знаю. Доков под рукой нет.
Во время опрессовки перед отопительным сезоном давление в системе 9-вите иташки 5-7 атм. В рабочем режиме в 1,5 раза меньше обычно (мне слесарь из ЖЭУ так говорил).
Да, обычно давление не более 10атм, все краны, счетчики и т.д. обычно на 16атм, очень хорошие и дорогие - на 40атм
Испытания на герметичность мы проводим пузырьковым методом в соответствии со СНиП 3.05.01-85 п.2.12 - воздухом. По СНиП давление должно быть 0.15МПа, мы даем в коллектор 5МПа.
Оно регулируется паузами. Там наоборот, сначала скорость меньше, т.к. идет прогрев заготовки. А в конце скорость меньше. Если я конечно правильно понял ваш вопрос.
Шов гавно, я конечно не сварщик, но имхо установка имеет неровный шаг и дребезг. Волны шва неравномерные, как по мне шаговик рывками дергает.
Погуглил на всякий случай - такого дефекта сварных швов как "неравномерность волн шва" я не нашел. Есть "чрезмерная неровность наружной поверхности шва" - но яндекс выдает значительно более страшные картинки, чем мы имеем.
Шаговик делает действительно рывками, но в этом нет проблемы. Шаги неравномерные по скорости - угол поворота одинаковый на каждый шаг. При повороте происходит спад дуги.
На каждый шаг задается:
- градус поворота
- количество проволоки, которое надо подать
- пауза после подачи проволоки и перед отключением дуги при обходе
- пауза после поворота на угол и после включения дуги (перед подачей проволоки)
На стройках наши швы хвалят.
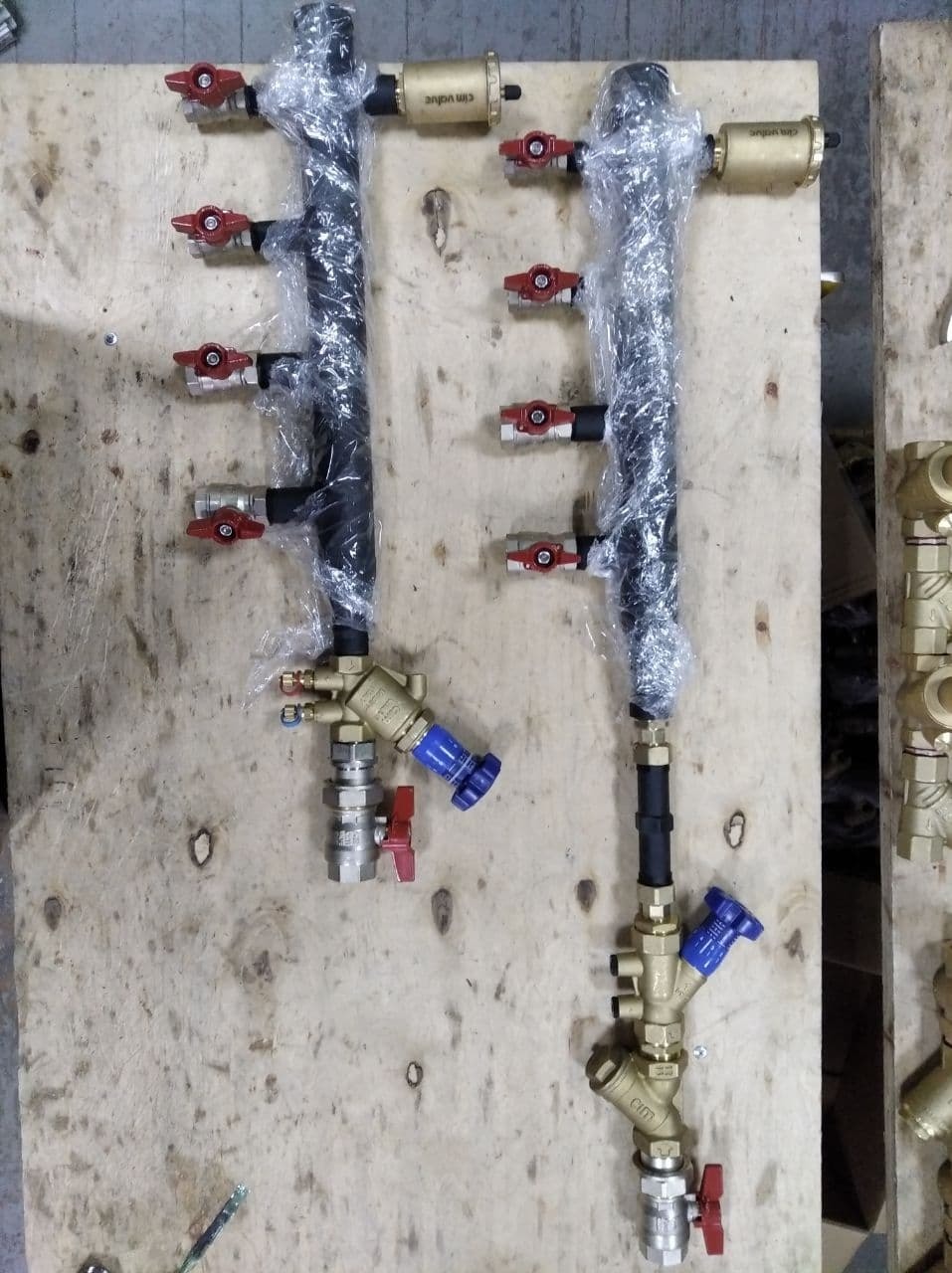
Практическое применение - изготовление коллекторных узлов отопления и водоснабжения. В домах с горизонтальной разводкой отопления (почти 100% монолитных домов) отопление разводится с лестничной площадки по квартирам. Там же ставятся теплосчетчики. Коллекторный узел - это промежуточная часть между стояком отопления и квартирой. На коллекторе ограничивается расход теплоносителя, устанавливается перепад давления, ставятся приборы учета (теплосчетчики), опционально - воздухоотводчики, манометры, и т.д.
Для коллекторов водоснабжения коллекторы делают из латуни или нержавеющей стали. Нержавейку мы тоже варим на этих роботах.
Но вообще можно обваривать фланцевые соединения, делать спринклерные системы пожаротушения, приваривать резьбы к бакам, делать распылители для поливальных машин, коллекторы для газового пожаротушения, и все те сферы применения, где требуется орбитальная сварка.
Хоть столбики парковочные можно делать, но там не требуется герметичность и такое качество сварки :)
Мы нержавейку варим на этом же аппарате. И ещё - при обварке отводов упираемся в размер горелки, чтобы расстояние между отводами сделать меньше. Па горелки очень большие
Ну ты точно неправ, странная уверенность.
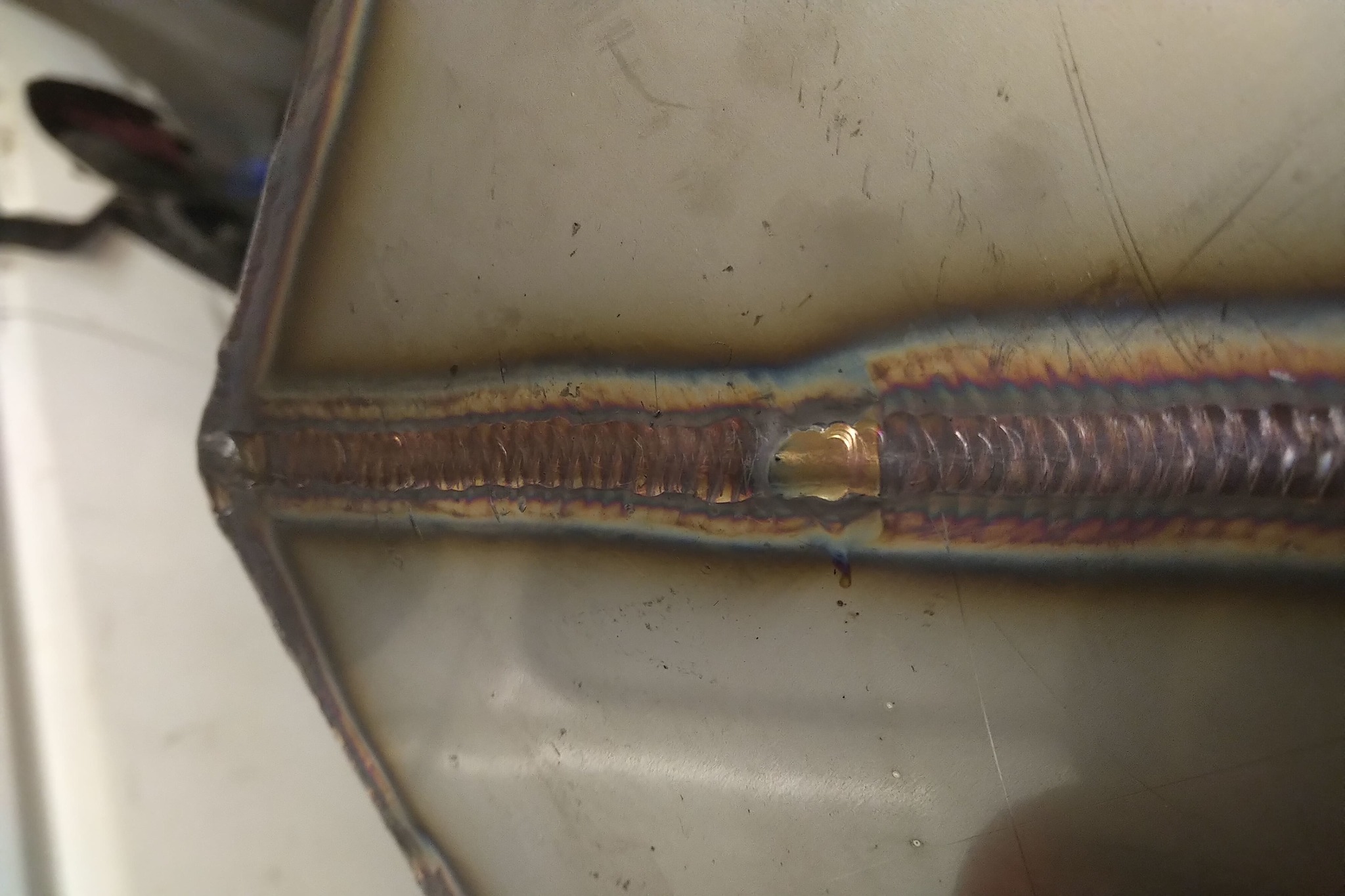
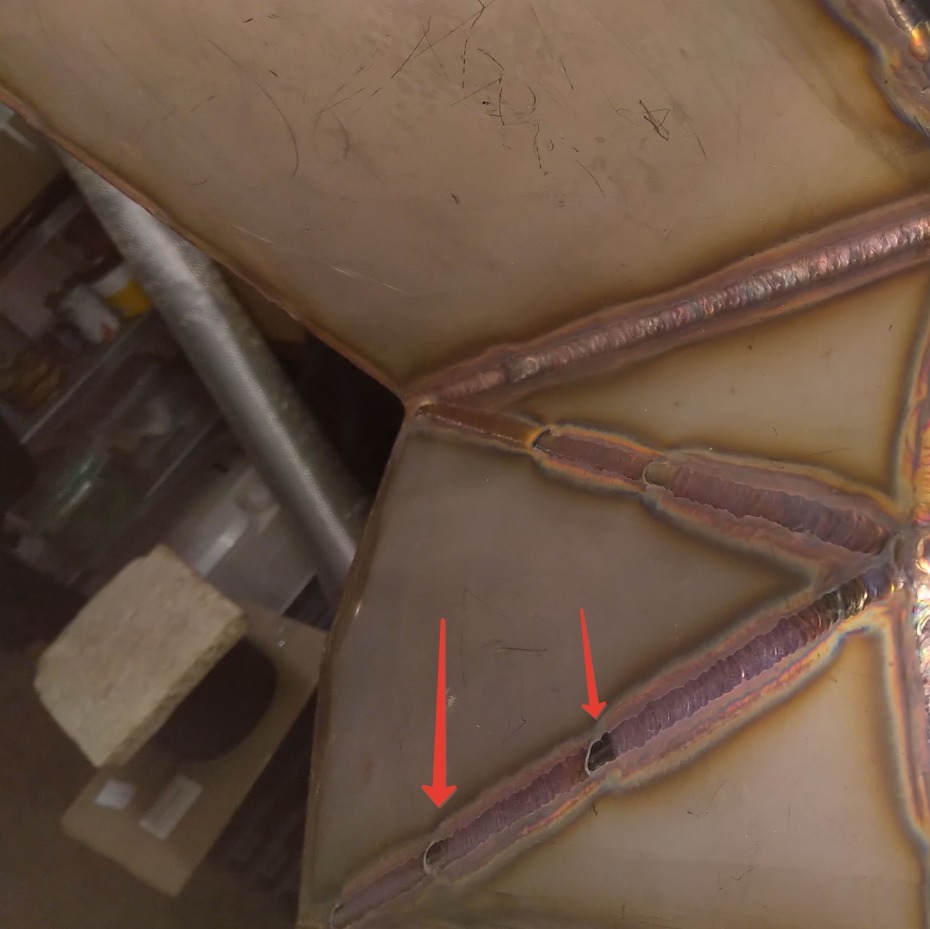
Постоянно образовывается, если окончание шва остывает в инертном газе, а если было без плавного спада тока, то еще и неглубокая воронка образуется, выглядящая как ровная черная точка из-за игры света, но сама она белая, желтая или синяя глянцевая в зависимости от режимов и хим.состава, я несколько лет этих роботов проектировала и отлаживала, и живу с аргонщиком, так что навидалась этих "черных точек" с излишком.
Более того, у нас есть продукция которая варится точками специально с таким эффектом, чтобы полировать не надо было, и они выходят кристальными, как зеркало. В них лицо можно свое разглядеть после сварки, не то что черный потолок.
Вот тебе пара рандомных фоток с блестящими окончаниями швов, и еще пара -- какие они черные под другим углом. Какие нашла
Точно не скажу, такой бывает и налет, бывает и непровар, если зазор между резьбой и телом коллектора поплыл. Это на другой модификации станка делается, там где варятся сочленения труб. В следующем видео :)
Орбитальная круговая обварка плоской заглушки коллектора для теплоснабжения на роботизированном станке.Столько умных словей, а горелка держится на соплях и стяжке =)
Этот станок мы сами сделали, и видео с одного из пробных вариантов. Собственно, на нем мы уже несколько тысяч коллекторов сварили
При гидроударе плоскую глушку может выгнуть и порвать шов (он разойдётся изнутри). При вварке сферика это исключено. Других причин не знаю =)



















Сварка и сварщики
904 поста5K подписчиков
Правила сообщества
— Посты только по тематике
— Без рекламы
— Без политики