
ЧПУ. Токарная обработка
И снова здравствуйте, мои любознательные друзья!
Сегодня я сделаю обещанный пост о конусности при проточке. И расточке.
Или, как её со злости назвала одна моя студентка - анусности. Нет, её фамилия не Петросян.
Конусность, сука, бесит. А еще она возникает.
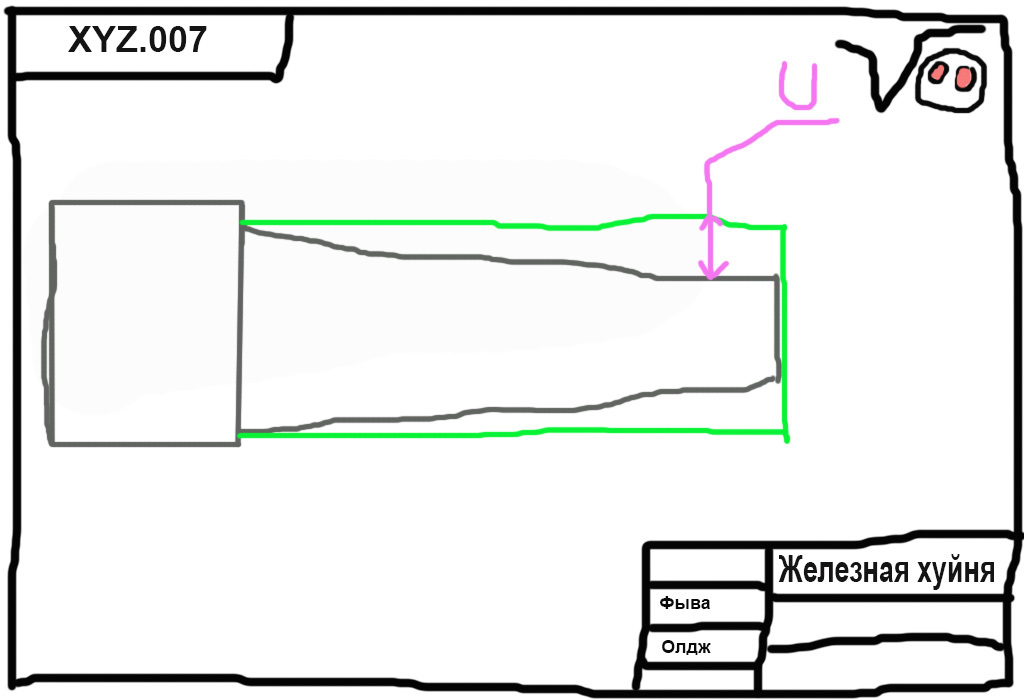
Внимательно изучаем Рис.1: U - вот эта разница и есть конусность. Поэтому и следует промерять обработанную поверхность по всей длине. Помимо конусности может появляться еще куча всякой бесячей фигни типа седла и прочей конской снаряги. Важные размеры выделены жирным цветом.
Возникать она может по разным причинам. Одна из них - задняя бабка стоит не по центру.
Для тех, кто не знает, где у него/неё в станке задняя бабка ниже будут приведены изображения.
Рис.1

Рис.2

На Рис.2 можно заметит оголившуюся пиноль с центром.
Как это лечить.
Берем пруток. Вообще, в идеале, берем заготовку, которую планируем обрабатывать. Немного протачиваем в начале, чтобы индикатор не цеплялся за шершавость.
Центруем.
По идее, достаточно прутка D, примерно, 50-100 на вылете 300. И не важно, какой вылет пиноли.
Но, учитывая кривожопость всего, что имеем, центровать, желательно, на том вылете детали, на котором будем работать и на том вылете пиноли, на котором, да, правильно, будем работать!
И после выставления конусности лучше не двигать заднюю бабку.
На станке, любезно предоставленном мне на растерзание группой компаний "ПКС" это еще не сказывается. Его регулярно моют, хорошо кормят и каждые 3 месяца меняют эмульсию. На особо раздолбанных станках сказывается сильно.
Да, центровать тоже лучше центровкой и патроном, которым планируем работать. Ну и центр тоже не менять.
Конкретно на этом станке замена сверлильного патрона, центра, вылета и перемещение задней бабки дали конусность 0,02 на 100мм.
Как выставлять.
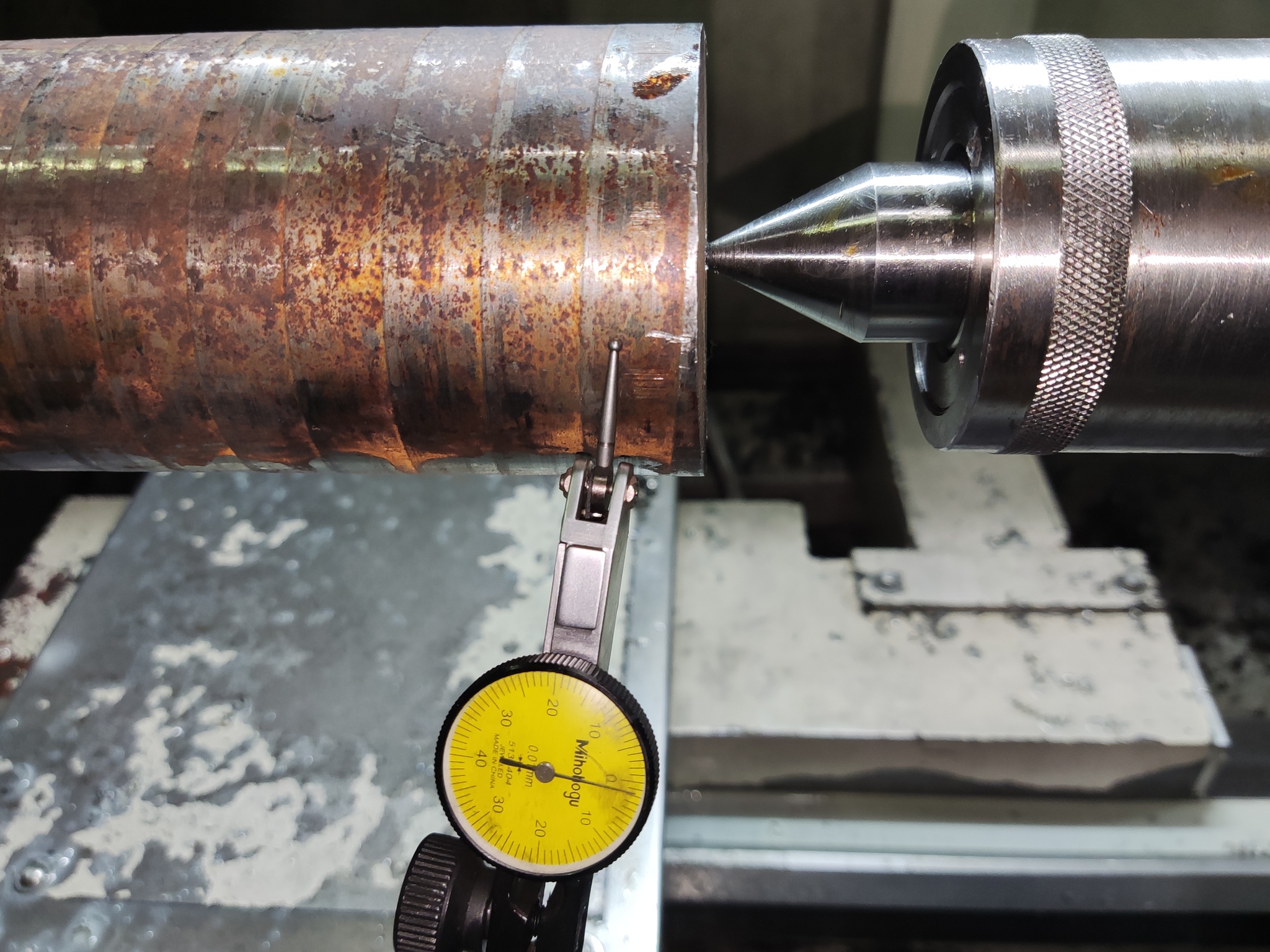
Поджимаем деталь центром. Прислоняем индикатор со стойкой из предыдущего поста. Смотрим. Отжимаем центр Рис.4, сравниваем. Это и есть конусность.
Рис.3
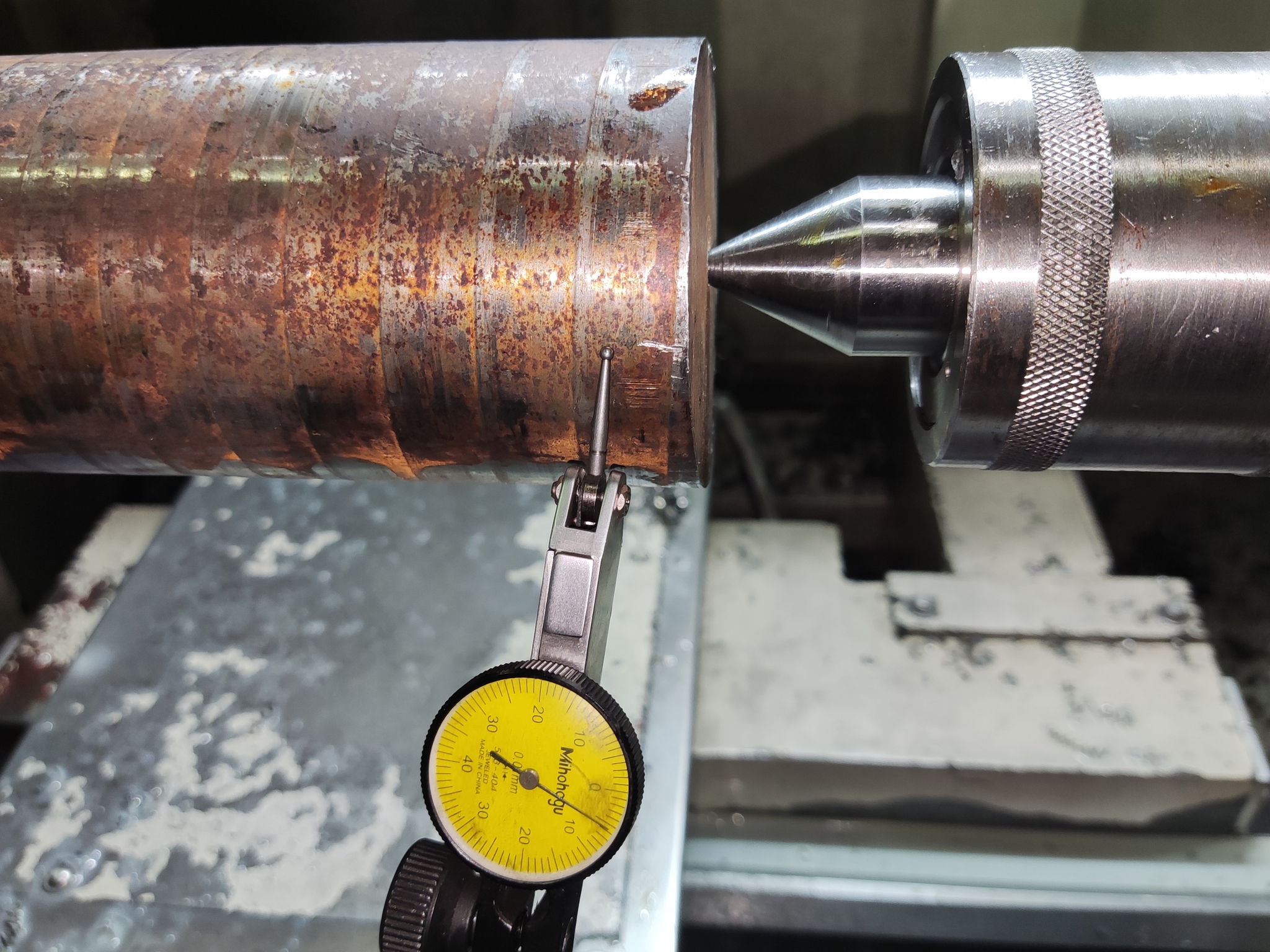
Рис.4
Выставляем заднюю бабку.
Рис.5. Фотографию подопытного я где-то проебал, поэтому возьмем любую похожую.
Ослабляем зелененькие болтики и крутим шестигранничком красненький. Сразу скажу: крутить вы стопудово будете не в ту сторону). И так, поджимая и отжимая пиноль уменьшаем разницу.
Ну и, собственно, эмпирическим путём (методом научной отпизды) добиваемся того, чтобы индикатор был в нулях.

И да, не забудьте затянуть всё обратно.
И не надо поджимать деталь со всей дури. На гидравлике просто выставим давление, на механике просто поджимаем. У меня один долбоёб с рычагом поджимал, её просто гнуло.
Подобным образом выставляется передняя бабка. Только поджимать не надо. Но это та ещё жопа.
Как исправить это в программе:
Как правило, конусность идёт в плюс.
G1 Z-100 U-0.00 F0.25
Где U и есть замеренная конусность.
Коллега из предыдущего поста заметил, что конусность можно прописать и в цикле G71. Вот только в цикле нельзя пускать X на уменьшение. Станок матюкнётся. (на самом деле можно, только правила написания цикла другие будут)
P.S. На резьбе тоже бывает конусность. Исправляем так же. В сказках тоже любят булочки.
На сегодня всё, отстаньте от меня, у меня 5 утра, я только что вернулся домой с блядок и ко мне кот с попугаем играть лезут.