

Проблема с 3D-печатью
Доброго дня.
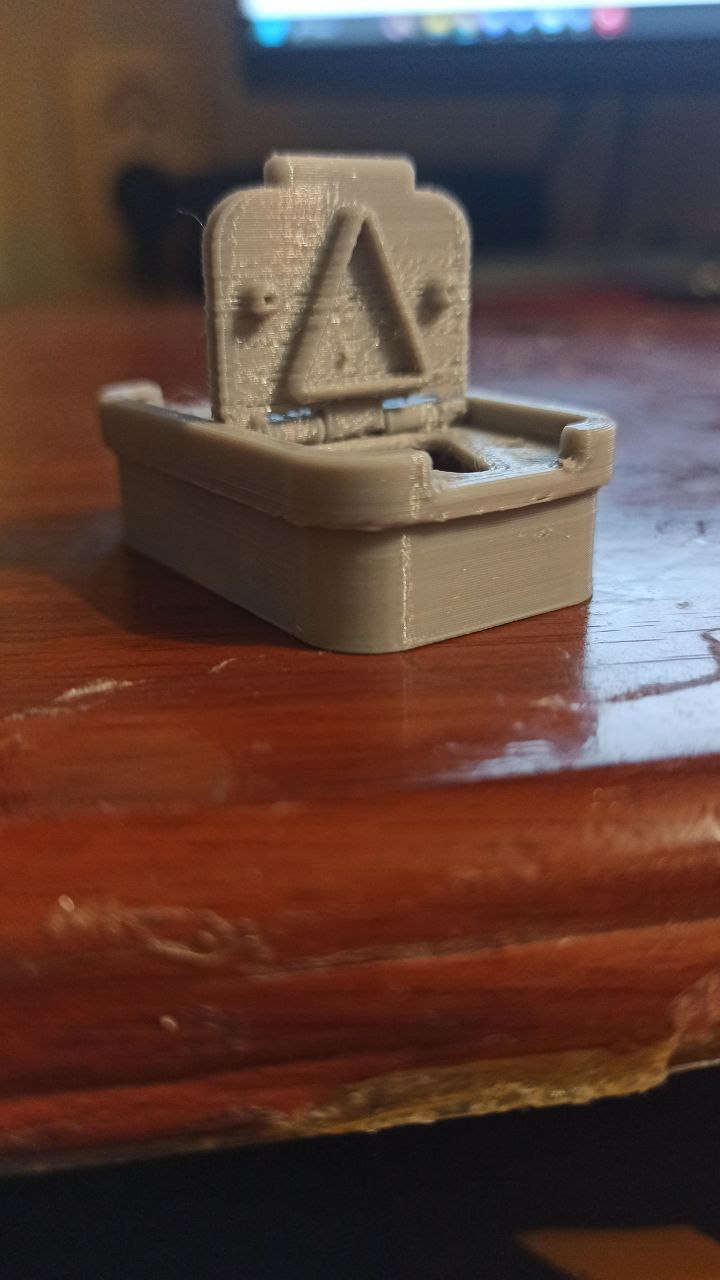
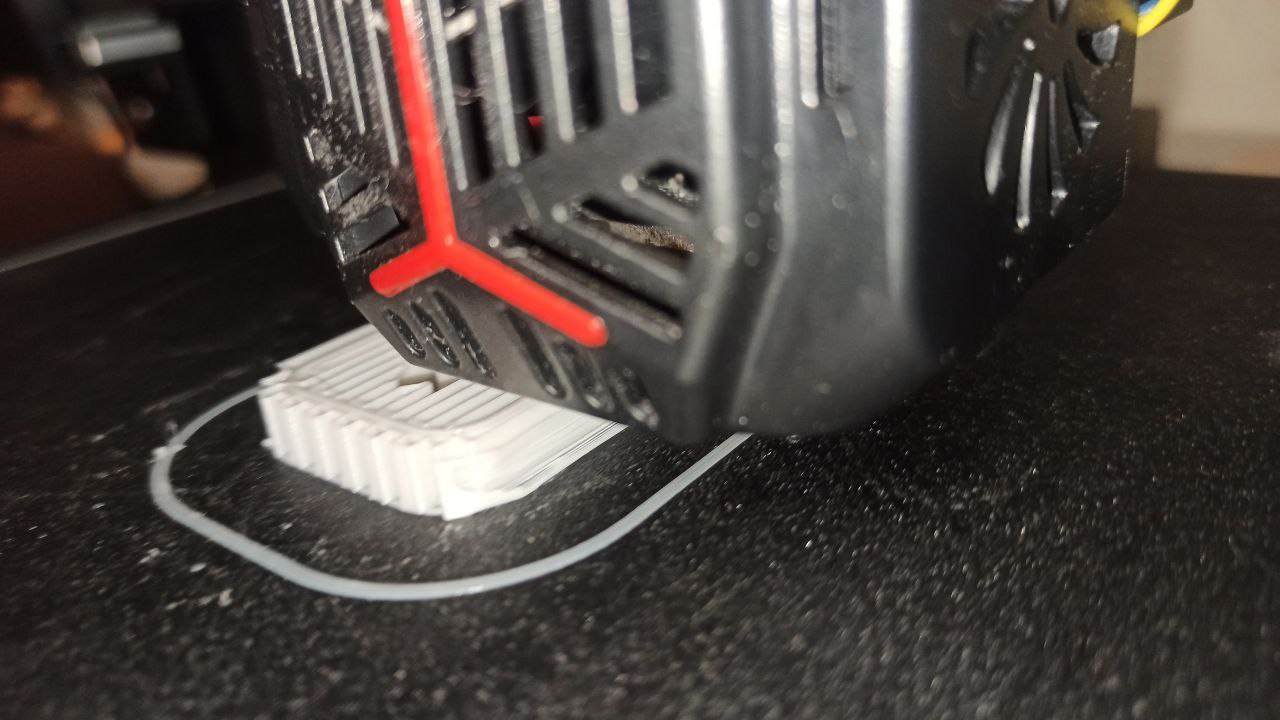
Подскажите, если кто в курсе, что может быть за проблема с моим принтером - видны явные косяки при печати

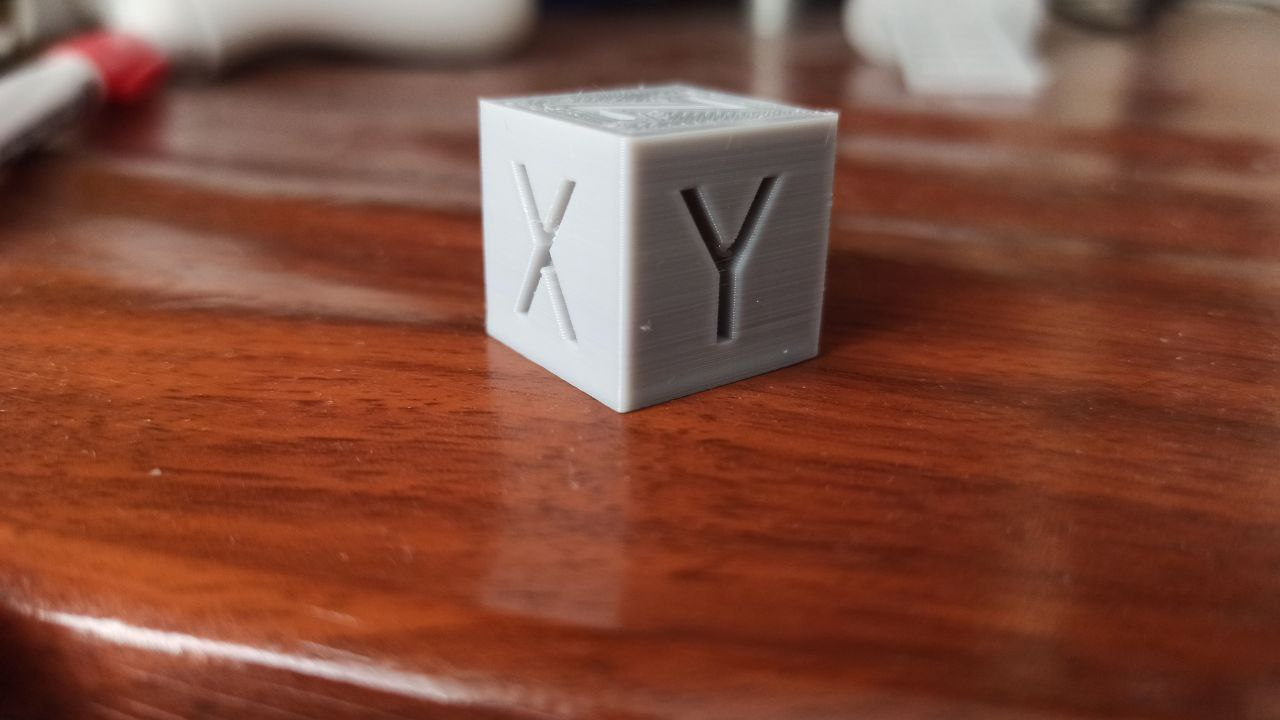
Ну т.е. тут явно видно расслоение. И если на верхней крышке расслоение я догадываюсь почему - с противоположной стороны там как раз именно в этих местах выпуклости (правда как избавиться я все равно хз), то вот в середине печати - я вообще хрен знает что это такое. Ибо, что интересно - косяки только с одной стороны. Вот как оно выглядит с противоположной:
Ну т.е. да, не идеально, но расслоения с этой стороны нет. При печати уже не раз замечал, что именно в заднем правом углу возникает что-то подобное, но раньше проблема не была критичной, на старом пластике, а тут он закончился, взял себе новый и проблема прям стала очень хорошо видна, да и в целом качество печати бы поднять.
Принтер - Ender 3 V2 Neo
Пластик - PETG, раньше печатал на пластике от Creality, тот что на фотках - НИТ
Сопло 0,4мм,
Температура данной печати была 235, стол 80.
Скорость - 50-60,
Поток 85%, ибо если ставлю выше - дохера соплей.
Обдув 50%.
для наглядности еще могу скинуть фотки с поддержками - там что-то вообще жопа, оно еще и неровное шопипец.

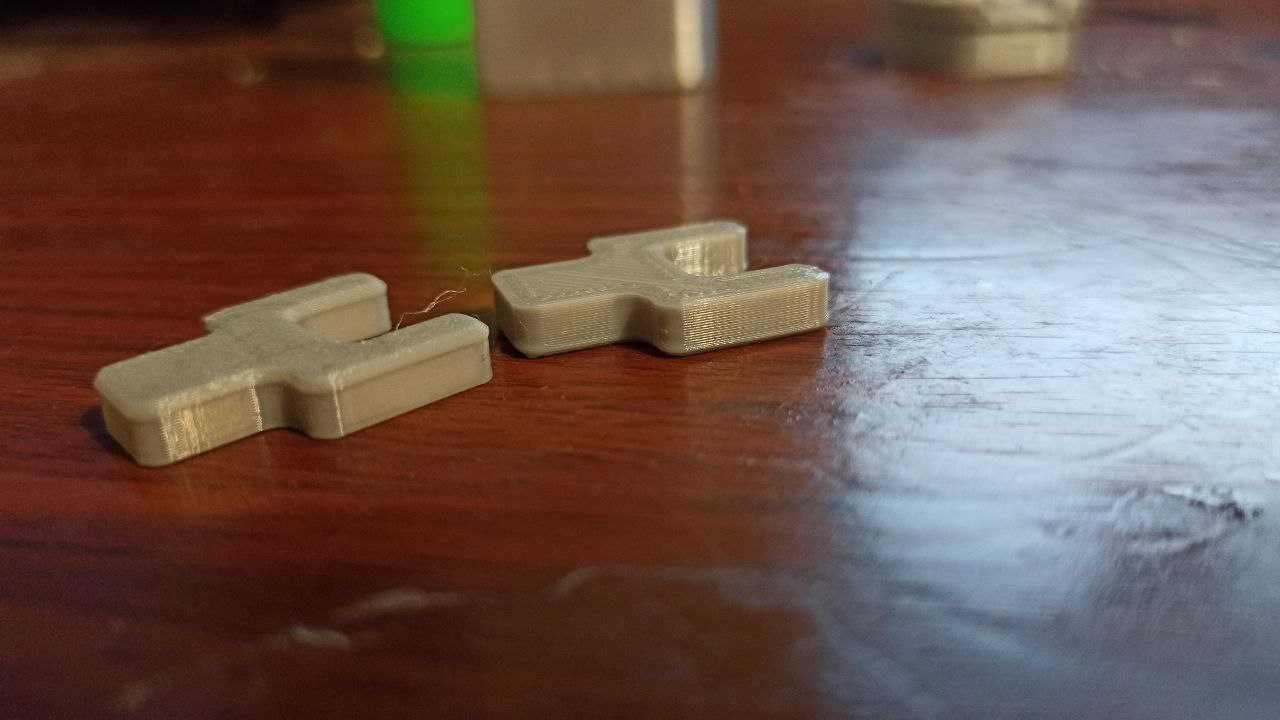
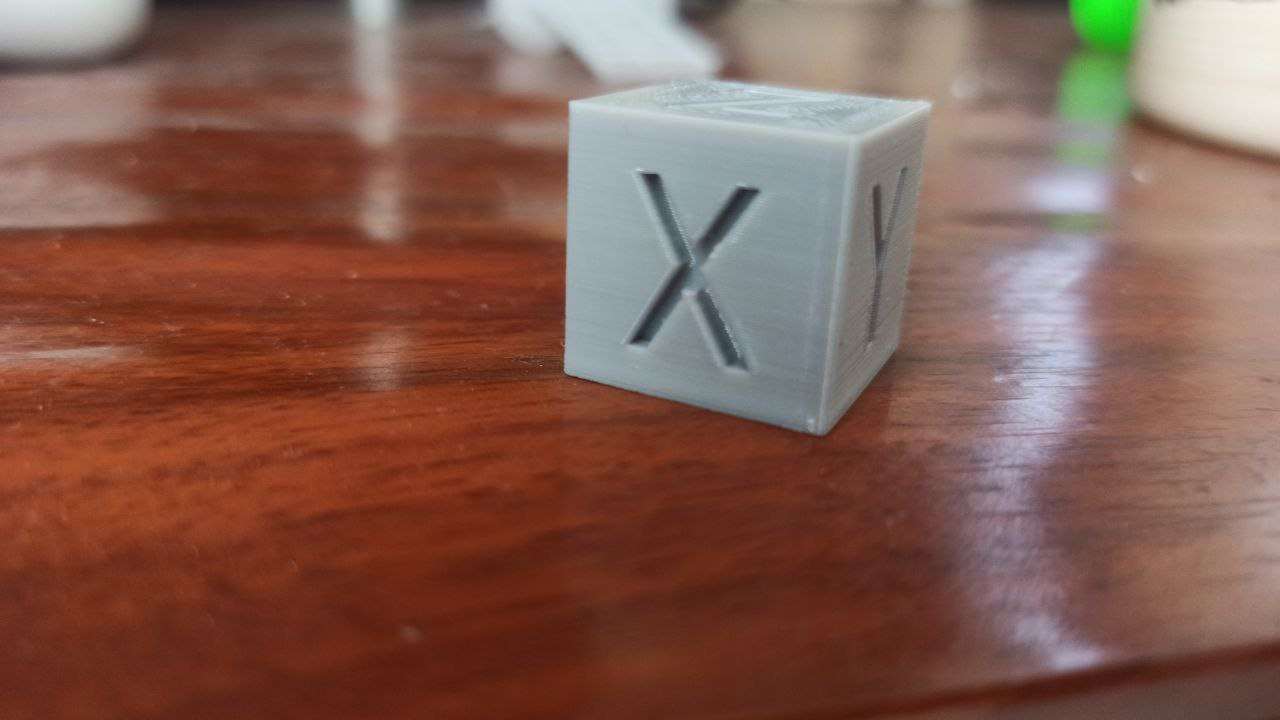
Еще обратил внимание, что если печатать детали без частых поворотов - какие-нибудь ровные кубы (тот же калибровочный) или плавные (обычные цилиндры или вот типа того что далее) - то косяков почти нет (небольшая слоновая нога, что видно на перевернутой детальке слева, но это мелочи - совсем небольшая).








Лига 3D-принтеров
3.4K постов14K подписчиков
Правила сообщества
Запрещено хамство и оскорбления, уважайте чужой опыт и труд