


Товарищи, памагити!
На производство купили станок глубокого сверления и появилась проблема, что при засверливании болванки разбивает отверстие и в итоге в месте пайки отламывает твердосплавную вставку от тела сверла и скалывает "носик". Сверло сверлит через специальную втулку центрирующую. Диаметр сверла 12мм. Диаметр втулки 12.05мм.
Пробовал уже и на маленькой подаче на глубину вставки засверливаться - не помогает. Может много оборотов? Слишком большое или маленькое давление СОЖ? Я никогда не сталкивался поэтому вообще не представляю что и как по режимам.
Вообщем сверлит на оборотах 1600. Так с завода в программе стоит. Подача фрезерная мм/мин
На заход Z-15. F15.
Потом чуть поглубже Z-25 F25.
А потом Z-950 F35.
С завода стояло F40.
Деталь из "40Х"
Сверлили пробную "сталь 20“ все норм, ничего не разбивало и сразу с подачей F40
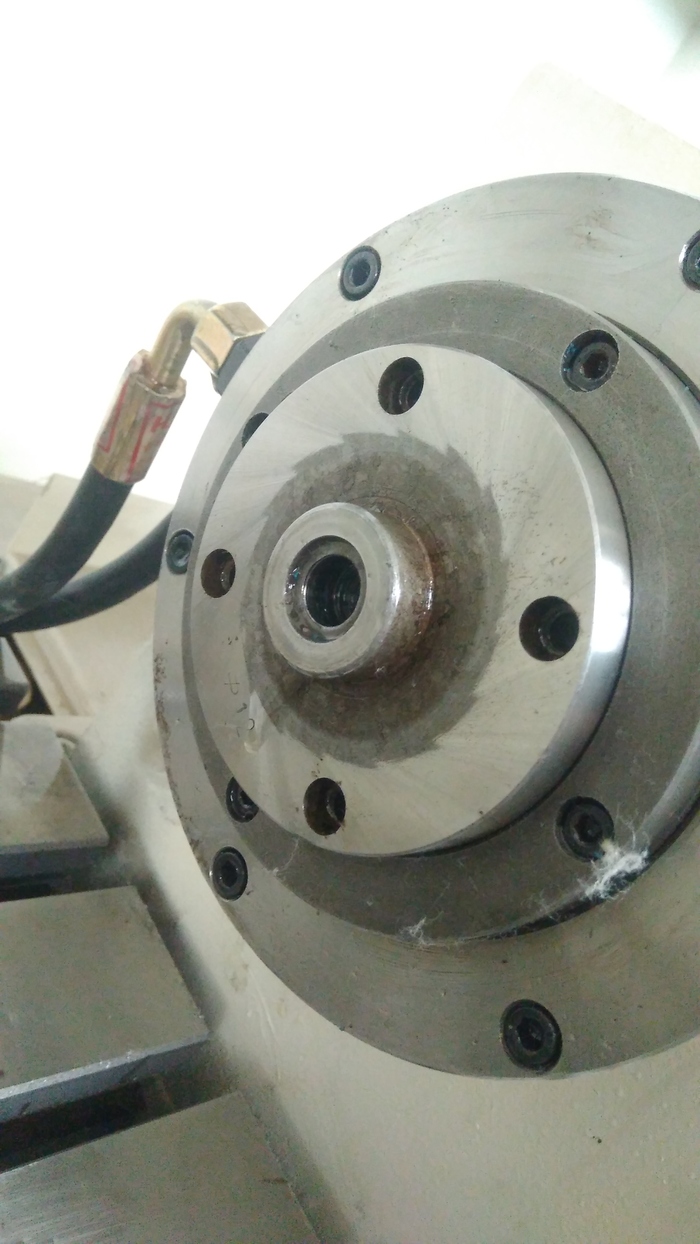
Ну и немного фоток
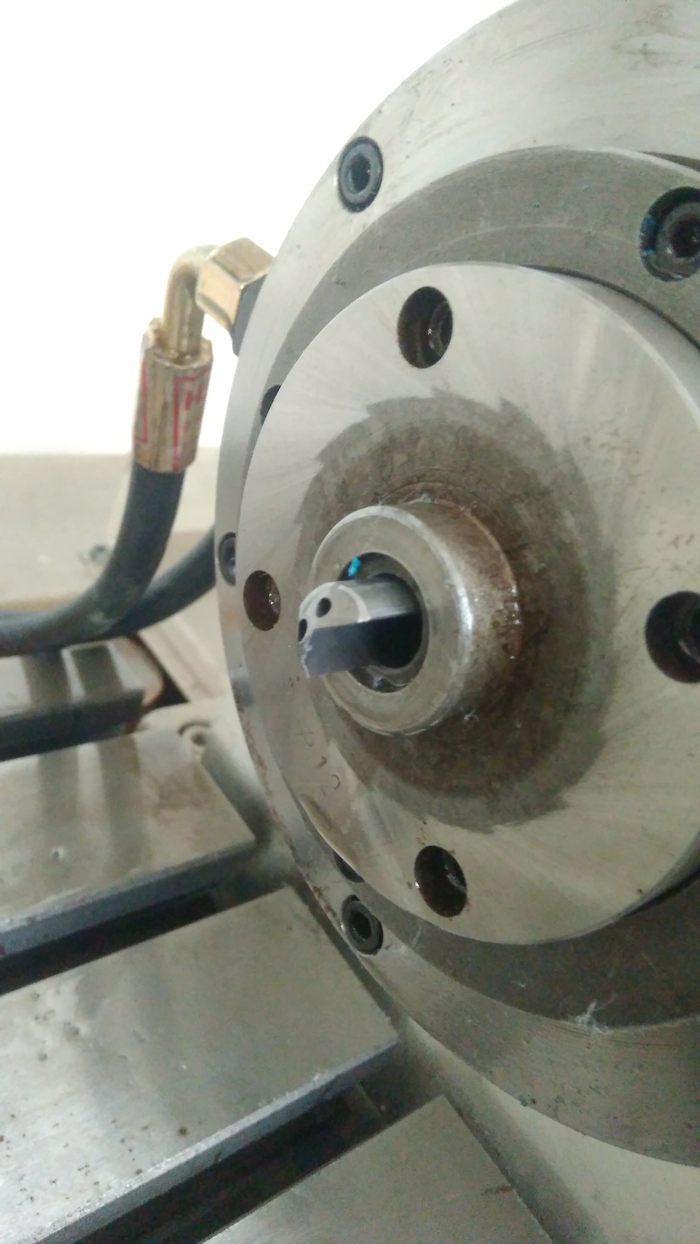
Сверлильная коробка и втулка.