


Сварка начинается с… Дуги?
Не плюсцов ради, выполнение просьбы и общего развития для.
Спешиал фо @08g2s,
Сварка - такое короткое слово, но оно скрывает в себе просто необъемлемые сведения. Над этой наукой вот уже без малого 150 лет работают учёные всего мира, количество томов давно не исчислить, а всех и каждого кто внёс вклад в познание и развитие сварки уже и не вспомнить.
На любой ньюанс, любую мелочь по теме, можно разговаривать сутками и спорить до хрипоты.
Не верите?
Ну что ж.
Для начала расставим точки над i.
Позвольте представиться.
Я не суперзнаток, как все закончил ПТУ и получил сварщика 4 разряда. В ходе профессионального роста освоил на практике следующие виды сварки РД, АрД, Полуавтомат(название кстати устарело последние лет 10 внедряют название «Механизированная»), Газовая, Автоматическая, Контактная, Электронно-лучевая. В теории хорошо знаком со многими другими видами, к сожалению, без практики.
Проработав сварщиком 8 лет и закончив параллельно профильное заочное, в данный момент работаю ведущим инженером сварочного производства. В деятельности своей стараюсь отовсюду вытянуть каждую каплю знаний и новых открытий в профессиональной сфере.
С чего начать?
Любая тема, неизменно тянет паровозом знания из самых разных областей. Хотел про водород, но для наиболее полного понимания его роли в сварных соединениях и происходящих процессов Вам читатели необходима база: в химии, металловедении, структуроведении, теории дислокаций, сопромата, теории разрушений, электричестве и даже некоторые знания синоптика(не шучу).
Как говориться: не знаешь, с чего начать начинай с начала.
В любом знании есть глубина, насколько глубоко вы знаете, что такое Электрическая дуга? Постараюсь субъективно разделить свои знания на уровни, постепенно раскрывая в деталях новые понятия и представления.
Дуга.
_______________________________
Уровень 0
Вы не знаете о таком явлении и теряетесь в догадках.
________________________________
Уровень 1
Дуга это что-то яркое слепящее, это получается от электричества, она издаёт громкий звук и от неё можно «нахватать зайчиков». Поэтому смотреть на неё нельзя.
__________________________________
Уровень 2
Электрическая дуга — это разряд в газе. Электричество, проходя сквозь воздух создаёт яркое свечение способно поразить (нанести вред) электрическим током. Дуга имеет температуру, может вызвать пожары. Является источником ультрафиолета, который может вызвать поражение кожных покровов и глаз.
____________________________________
Уровень 3

Разряд в газах возникает при определённых условиях. Если где то горит дуга значит там точно есть:
1 скопившиеся потенциалы двух полюсов, чем больше потенциалы, тем вероятнее возникновение дуги;
2 расстояние между полюсами, чем оно меньше, тем вероятнее возникновение дуги;
3 электропроводность окружающей среды, чем больше заряженных частиц, тем вероятнее возникновение дуги;
Благоприятное сочетание этих факторов может вызвать направленное движение заряженных частиц и потоки эти образуют электрический ток (от слова течение), этот электрический ток разряжает потенциалы (именно отсюда слово разряд). И дуга будет гореть до тех пор, пока один из этих параметров не перестанет удовлетворять требованиям, либо расстояние между полюсами увеличится, может потенциалы иссякнут или атмосфера потеряет электропроводность.
При этом потенциалы на полюсах должны быть разноимёнными + анод и - катод. Заряженные частицы в атмосфере тоже разноимённые – (электроны, отрицательные ионы) и + (положительные ионы).
Ещё раз, это важно.
Именно отталкиваясь от одного полюса и притягиваясь к другому направленное движение заряженных частиц создаёт электрический ток. Любые другие хаотические движения заряжённых частиц электрическим током не являются.
На форму дуги (траекторию потоков) напрямую влияют так же геометрия полюсов. Возбуждение дуги через заострённые окончания наиболее вероятно, чем через две бесконечноплоские поверхности.
Ну и как вы думаете всё это будоражит окружающее пространство? Правильно! Дуга в процессе выделяет тепло, образует вокруг себя магнитное поле, является источником волн видимого и не видимого спектра (инфракрас, видимый спектр, ультрафиолет), обладает ионизирующим излучением и так по мелочи.
_______________________________
Уровень 4

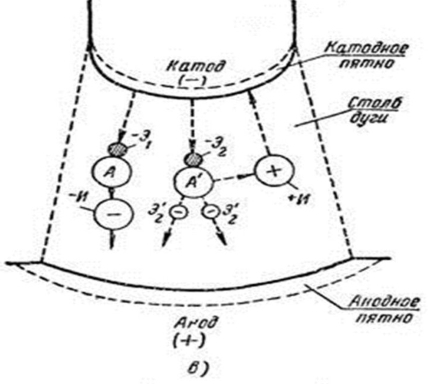
Направленное движение заряженных частиц всегда является электрическим током (по определению) не устану это повторять наверняка кто-нибудь ещё не понял, слоупоки они везде))))). Неважно, где он проходит в металле или воздухе, ток имеет электрические характеристики. А именно, напряжение на участке цепи, ток участка цепи и сопротивление. То есть и сама Дуга имеет эти характеристики и их можно измерить. Её(дугу) можно разделить на три части (катодное пятно, столб дуги, анодное пятно) Каждый из этих участков имеет свои свойства и свои электрические характеристики.
Потенциалы пока трогать не будем, договоримся лишь что они равны друг другу, разноимённы и скоплены на полюсах одинаковых по форме и составу материалах.
Про расстояние тоже пока умолчим. Договоримся лишь о том, что оно не изменяется в процессе горения дуги.
Заряженные частицы - электроны и ионы что это, откуда они берутся?
С понятием электрона знаком каждый (по крайней мере я очень на это надеюсь) глубже в этом посте не полезем будем считать его элементарной наименьшей неделимой частицей с постоянным отрицательным зарядом. Он очень мал, очень быстр, при движении обладает огромной кинетической энергией.
В системе СИ направление движения электронов принимается за направление Тока.
Ток 1 А означает что за 1 секунду через сечение проводника прошёл заряд 1 кулон. Заряд электрона постоянен и равен 1,6*10(-19). Лёгкие математические вычисления помогут вам определить приблизительное количество электронов для каждого значения тока. Почему математика и вдруг приблизительное? Потому что носителем заряда являются не только электроны.
Ион.
Размеры этой частицы равны размеру молекулы. Если вдруг молекула Кальция проебала электрон (отрицательный заряд) баланс в ней сместится в положительную сторону. Она станет положительным ионом.
А вот другая потерянный электрон зашкерила в свой карман и в ней теперь больше отрицательного заряда это отрицательный ион.
Ионы по сравнению с электронами огромны. Ну натурально звезда смерти и имперский истребитель. Ионы медленны и неповоротливы.
С возникновением свободных электронов проще... наиболее массовый их источник (но не единственный) это катодное пятно. В процессе разогрева катода, воздействия магнитного поля и разности потенциалов между полюсами на катоде образуется некая область откуда происходит массовый исход электронов. Эта область и есть – Катодное пятно. Устремлены электроны к Аноду – положительному полюсу.
На своём пути они встречают нейтральные молекулы газа, бомбардируя которые превращают их в ионы. Отрицательные ионы при этом начинают попутное движение, а положительные ионы встречное. Вот вся эта движуха заряженных частиц и есть столб дуги. Естественно, наступает момент, когда могут столкнуться два попутных иона или что наверное вероятнее два разноимённых иона несущихся на встречу друг другу в результате обязательно получим дополнительно электроны и какие то другие ионы. В результате таких столкновений вполне могут произойти различные химические реакции.
Толкотня в столбе дуги стоит знатная….

Кто кстати знает, как называется ионизированный газ?
Известны три способа получения ионов:
Ударный (механизм уже описал),
Термический (все ли в курсе? что температура, движение частиц и энергия это тесносвязанные понятия??) Когда по соседству с нейтральной молекулой температура растёт, её электроны за счёт полученной энергии могут уйти со своей орбиты и усвистать на поиски приключений - в результате получаем две заряженных частицы, которые с удовольствием присоединяются к сабантуйчику.
Фотонный (условно похоже на термический) дополнительная энергия сообщается от фотона, который делиться по секрету с электроном молекулы о том, что за углом тусовка с тёлками, после чего несознательный и падкий на приключения электрон убегает на гулянку, ну а молекула на поиски беглеца…
То есть Дуга сама себе начинает образовывать заряженные частицы. И поток их растёт до тех пор, пока не упрётся в ограничения по заряду полюсов, расстоянию или максимуму заряженных частиц.
Анодное пятно кстати (а то чуть про него не забыл) — это соответственно область на аноде, в которую устремлены электроны. И сквозь которое в положительный полюс входит поток заряжённых частиц.
Температура распределяется по всей дуге не равномерно. Анодное пятно значительно горячее катодного (внимание вопрос – Почему? Делитесь в комментариях).
Максимум мы имеем в столбе дуги.
Магнитное поле это звиздец.
Все знают, что такое магнитное дутьё? Это явление, когда дугу начинает уводить в сторону из-за посторонних магнитных полей в области сварки. Здесь речь НЕ О НЁМ.
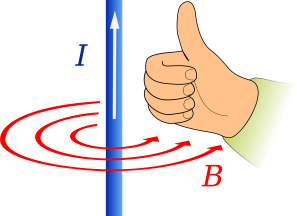
Сама дуга имеет собственное магнитное поле, оно образуется, как и вокруг любого проводника. Направление его силовых линий определяется по правилу буравчика.
Поскольку столб дуги это суматоха в которой движется всё что только можно то она является источником распространения волн различного рода и характера, звуковые, видимые, невидимые, электромагнитные и т.п. Звук вы все слышите, свет вы все видите, инфракрасное излучение можете почувствовать ощущая лучистое тепло, ультрафиолет ровно тот что и от солнца, можно получить прекрасный загар, но если переусердствуете можно поменять шкурку на незащищённых кожных покровах. Глазки, к сожалению, замене не подлежат (если вы не миллиардер, конечно), так что берегите их.
Ионизирующее излучение это совокупность теплового и светового воздействия, вызывающих ионизацию (механизмы уже расписывал выше).
Всё это можно измерить и определить. (До сих пор непонятно правда, чего мы ещё не знаем и определить не можем).
__________________________
Уровень 5
Здесь ребята начинаем копать ещё глубже, количество информации уточнений и нюансов растёт в геометрической прогрессии. На каждый нюанс существует несколько трудов учёных. Кому это нужно, курите буквари, там более обстоятельно и подробно написано, чем я смогу объяснить.
Поэтому всё расписывать не буду, ибо что сам нахожусь на изучении этих вещей и свободно ими не владею. Упомяну лишь несколько важных для понимания вещей.
Поехали:
Потенциалы полюсов не всегда равны, далеко не всегда сконцентрированы на одинаковых объектах и материалах.
Расстояние и траектория дуги между полюсами во время горения дуги на практике всегда тоже находится в постоянном изменении.
Ионами могут быть не только молекулы, но и атомы (они, кстати, ионизируются легче), иногда даже целые химические соединения, соответственно и ионы получаются с разными свойствами. Одни вещества ионизировать очень легко, другие остаются стабильными и в самых адских условиях. Бывает кстати что воздействие не вызвало ионизации, но хватило того что электрон ушёл на более свободную орбиту, такой ион называется возбуждённым и ионизация его происходит гораздо легче.
Механизмы зарождения тепла и его распространения в окружающие среды разные для каждого из участков Дуги.
Катодное пятно разогревается из-за проходящих токов и бомбардировке его положительными ионами.
Анодное из-за тока и бомбардировки электронами и отрицательными ионами.
Именно за счёт массовой ковровой бомбардировки электронами (имеющих значительную кинетическую энергию), тормозя их, анод поглощая эту энергию, разогревается сильнее.
Электрические характеристики пятен зависят от их площади и материала полюса, Электрические характеристики столба дуги зависят от длины и ширины дуги и состава ионизированного газа(плазмы).
Столб дуги на самом деле меньше в диаметре того, что мы видим. Он окутан облаком ионизированных газов.
Магнитное поле дуги вызывает вращение этого облака и самого столба дуги. В результате направленного вращения заряженных частиц рождаются другие токи, очень важен и интересен Пинч-эффект возникающий при этом.
Различные волны (световые, звуковые, видимый невидимый спектр…) имеют свою область распространения.
И это всё просто дуга. Информация из курса физики школьной программы и азы ВУЗовских учебников. Думаю, многое читателям известно. Описанную выше электрическую дугу каждый из вас видел и не один раз, в школе на опытах меж двух шариков, молнию при грозе, статическое электричество от свитера или поглаживая кошака под лампой, да даже выключая из розетки вилку все наверняка видели искру — это и есть электрическая дуга.

Чую расчехление минусомётов, ведь при чём тут сварка пока не очень понятно.
И-так, ребята.
СВАРОЧНАЯ ДУГА.
Сварочная дуга — это УСТОЙЧИВЫЙ электрический разряд.
Сварочная дуга — это электрический элемент замкнутой сварочной цепи, обладающий всеми перечисленными выше характеристиками и свойствами.
Что значит устойчивый? Это значит в идеале, характеристики и свойства дуги должны быть неизменными, только при стабильных характеристиках дуги возможен стабильный, а значит качественный процесс сварки.
Сварка может производиться прямой и косвенной дугой. Прямая это когда изделие подключено в электрическую цепь и является одним из полюсов. Косвенная дуга горит между штатными электродами сварочного оборудования. Изделие в сварочную цепь не подключено, его нагрев происходит только за счёт косвенного нагрева.
Сварочная дуга бывает постоянного и переменного тока. С этим знакомы все сварщики. Но всё-таки обозначу что при переменном токе анод и катод постоянно меняются местами с частотой, которую задаёт питающая сеть. (что только добавляет порядка в столбе дуги и всему процессу вообще ….)
Обеспечивать стабильность должны сварочное оборудование, сварочные материалы и сам сварщик.
Как?
Оборудование и сварочные материалы описывать не буду. Иначе не остановлюсь.
Расскажу влияние сварщика на дугу.
Тема, не менее обширная, но для сварщиков она полезнее.
Первый раздел как водится - ТБ
Поскольку волны имеют свойство затухать на расстоянии, то все излучения имеют некую область распространения. Самое важное: вредное воздействие ультрафиолета при РДС метров 6-8, при АрДС уже до 15. Ультрафиолет дуги от плазменных горелок вроде ещё больше. Не помню точно, но тут лучше перебдеть. Волны имеют свойство отражаться от поверхностей. Знаю случаи, когда два неопытных сварщика работая в замкнутом объёме спиной друг к другу, после обеденного сна уже не могли открыть глаза. Ультрафиолетовые волны отражаясь от стен ёмкости или напрямую попадают в маску и там отражаясь от стекла попадают куда не следует. Берегите свои глазки. И помните про команду «Глаза» для окружающих.
Сварочная Дуга обычно не загорается сама по себе её нужно запустить, поджечь.
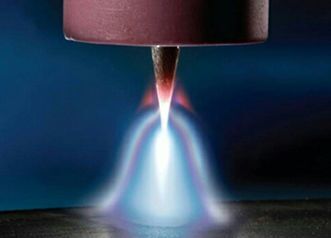
Легче всего аргонщикам, чаще всего у них есть осциллятор который при нажатии кнопки на горелке значительно повышает напряжение на полюсах, что вызывает мелкие пробои(маленькие электрические разряды) между электродом и изделием которые ионизируют промежуток.

Электрод на фотке кстати заточен немного не правильно. Кто в курсе почему?
Когда количество заряженных частиц становится достаточным загорается полноценная сварочная дуга. Осциллятор при этом может отключиться, а может и продолжить свою работу выполняя уже другие функции.
Сварщики ручной дуговой сварки покрытыми электродами и аргонщики без осциллятора просто чиркают электродом об изделие, в результате сокращают расстояние между полюсами до минимума, вызывают короткое замыкание цепи, оно в свою очередь разогревает области, которые и образуют катодное и анодное пятна. На многих штучных электродах самый кончик имеет специальную обмазку из легко ионизирующегося состава для более лёгкого поджига дуги.

На автоматах и полуавтоматах дуга зажигается по второму сценарию с некоторыми нюансами.
На старте, пока процессы в дуге не стабилизировались, ни о каком качественном соединении не может быть и речи, тоже самое можно сказать о моменте обрыва или гашения дуги.
Ну как.. используя электроды, лежавшие в гараже 5 лет об этом можно не задумываться, снижение качества не катастрофично. А вот при сварке ответственных изделий из легированных сталей и сплавов об этом обязательно помнить. Это лишь одна из многих причин зажигать и тушить дугу либо на выводной планке, либо в месте сварного шва, которое в последствии будет либо переплавлено, либо зачищено, А в идеале и зачищено и переплавлено следующим проходом. На основном металле зажигать дугу нежелательно, особенно если это нержавеющие стали (если в техкартах не указано иное). Прошедшая по основному металлу дуга (все помнят о том, что представляют из себя катодное и анодное пятно?) в последствии может вызвать массу проблем с изделием от межкристаллитной коррозии, до концентратора напряжения, от которого может пойти трещина.
Полярность
Раз температура на полюсах (+ аноде и – катоде) разная, то не путаем полярность.
Прямая полярность — это когда на электроде минус. Я запомнил так: прямая полярность — это когда в руке прямая палка (то есть минус).
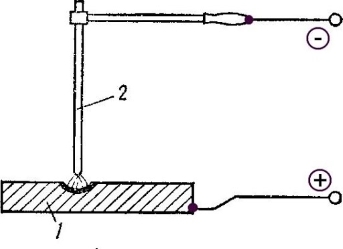
Обратная — это когда на электроде плюс.
ВСЕГДА читайте рекомендации к сварочным материалам там должна быть указана полярность. Поверьте, людям, которые разрабатывают сварочные материалы, известно много больше, чем описано в посте. Зря там ничего не укажут. Два примера. При сварке вольфрамовым электродом на постоянном токе полярность должна быть прямая. То есть на вольфраме в горелке должен быть минус. Тогда температура на нём не достаточна для плавления вольфрама. А вот при сварке электродами с основным покрытием (УОНИИ-13/55 допустим) полярность должна быть обратная, потому что покрытие этих электродов тугоплавкое и нужно больше тепла что бы его оплавить. Если перепутать полярность, то металлический сердечник электрода будет оплавляться быстрее чем обмазка, из-за этого дуга будет постоянно обрываться, а безграмотный сварщик материться ругать: сырые электроды, говёный аппарат и всех начальников.
Помимо описанных свойств, есть такое понятие как Давление дуги.
В области пятен, дуга давит на метал. Это легко заметить на жидкой ванне. Насколько помню это явление опять же не равномерное и сильнее оно на анодном пятне. Это очень важный нюанс его можно использовать как для пользы, так и навредить, не умея его подчинять.
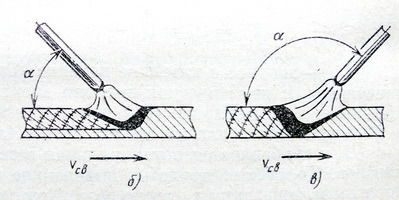
Самый простой пример — это разница двух приёмов сварки. Дугой вперёд и дугой назад
При сварке дугой назад, когда она направлена в сторону только что пройденного сварного шва, дуга плавит металл, а давление дуги отодвигает жидкий металл назад как бы сдувая, открывая новый участок твёрдого металла и расплавляя уже его. Ну натурально роет как экскаватор. Объём ванны больше, проплавление лучше, соответственно и провар на месте.
Когда выполняем сварку дугой вперёд, она направлена в сторону от валика, жидкий металл скапливается перед дугой и не позволяет получить большой провар. Меньше провар — это не всегда плохо. В случае, когда вы производите наплавку для получения, покрытия с заданными свойствами необходимо минимизировать сплавление с основным металлом, для этого наплавка производится дугой вперёд, глубина проплавления меньше, а значит меньше и доля основного металла в валике.
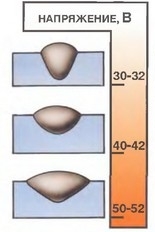
Длина дуги.
Как Вам уже известно Электрические характеристики дуги реагируют на любые изменения.
В случае, когда длина дуги увеличивается, её сопротивление увеличивается. Пятно на основном металле растёт в размерах, теплота от него рассеивается интенсивнее, валик получается шире, а провар меньше. Всё чаще встречаю на пачках электродов замечание, «Для сварки на короткой дуге». Пожалуйста, следуйте рекомендациям. Как писал выше зря там ничего не написано. Раз есть рекомендация значит наилучшие качества наплавленного металла получаются при их соблюдении.
Саморегулирование дуги.
О… это простая и гениальная вещь, созданная самой природой. Без неё полуавтоматы были бы гораздо сложнее, а качество бы давали гораздо хуже. Суть такова.
При использовании дуги ручным способом (покрытым электродом, вольфрамовым, строжка угольным и т.п.) для её устойчивости необходимо поддерживать постоянный ток (это задача оборудования, ВАХ источника «крутопадающая» расписывать не буду просто запомните.)
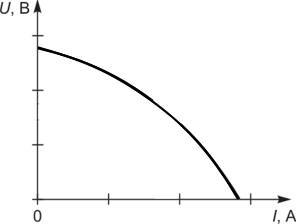
Зачем? При горении дуги, для стабильного плавления необходима стабильная температура. Температура дуги зависит в основном от тока. Значит для стабильного плавления нужен стабильный ток.
Длина дуги всегда меняется, электрод плавиться в процессе и становиться короче, давление дуги то отодвинет ванну от себя, то жидкого металла много и он волной накатывает на дугу, да сварщик им машет что волшебной палочкой… во всех этих и других случаях изменяется сопротивление дуги. Источник питания ток держит на одном и том же уровне. Вспоминаем закон Ома для участка цепи (U=I*R) и делаем вывод, что задача источника питания для поддержания постоянного тока - вовремя изменять напряжение на дуге реагируя на малейшее изменение сопротивления.
При разработке первых автоматов для сварки (уже более ста лет назад) учёные головы столкнулись с проблемой поддержания длины дуги в автоматическом режиме. Казалось бы что может быть проще, чем подавать проволоку ровно с такой скоростью с какой она плавиться. Да? Но ведь стабильная устойчивая дуга — это идеал, а его как водится не существует. При ручной сварке сварщик регулирует длину на глаз и проблем не возникает. А как этому научить машину? Зачем учить этому машину?
Если этому навыку её не научить, то она либо будет уменьшать длину дуги в результате произойдёт короткое замыкание электрода на изделие или наоборот произойдёт обрыв дуги, после которого обязательно произойдёт короткое замыкание и повторный поджиг. Во всех случаях дефекты и никакого качества. Задача прямо скажем не тривиальная.
Конструкции и идеи были самые разные. Самым оптимальным тогда казался способ регулирования скорости подачи проволоки в зависимости от напряжения на дуге. Логически это выглядело так: если напряжение падает(а источник питания при этом пытается его повысить), значит сопротивление уменьшается, значит дуга становиться короче, значит скорость подачи проволоки высока, и её надо уменьшить, автоматика реагирует на изменения и уменьшает скорость подачи, напряжение начинает расти(источник начинает снижать)…… и так по кругу. Успехов эта конструкция особых не имела, потому что была слишком громоздка, капризна и далеко не всегда успевала реагировать.
И вот одна светлая голова, хорошенько поразмыслив решила поставить на службу человечества законы природы. А точнее, придумала способ что бы закон Ома работал на нас, а не мы подстраивались под него.
Выглядит это так. Мы посылаем идеи стабильности в сад. Доверимся Хаосу и он сам всё сделает…… Ну или почти так )))))
Пусть источник питания держит постоянным Напряжение (ВАХ источника при этом «Жёсткая», тоже просто запомните.)
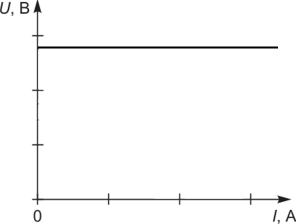
Когда Напряжение поддерживается постоянным, при уменьшении длины дуги сопротивление уменьшается, Ток подчиняясь Закону Ома вынужден расти, Большой ток=больше температура, проволока плавиться быстрее, длина дуги увеличивается, сопротивление увеличивается, ток уменьшается……
Просто зафиксировав напряжение…
Мы решаем задачу постоянно изменяющейся длины дуги, заставив природу работать на нас. При этом, к слову, мы теряем немного в стабильности процесса, не катастрофически конечно и особого влияния на качество эти качели не играют.
Поэтому при сварке на полуавтомате ВЫ играетесь двумя ручками скорость подачи проволоки и НАПРЯЖЕНИЕ. А не ток. (Я знаю, что на некоторых полуавтоматах ток тоже можно задавать, сейчас не об этом.)
Справедливости ради отмечу, во многих современных сварочных автоматах схемы с регулированием скорости подачи по напряжению на дуге всё-таки внедрены и успешно работают. Саморегулирование в основном применяется на механизированной сварке.
Кто был это человек я уже не помню, кому надо гуглите.
Я бы этому человеку памятник поставил.
Отсюда ребята важное следствие. Источники питания заточены под разные задачи если у вас нет волшебного переключателя из «Жёсткой» характеристики в «Крутопадающую»(TIG(MMA)/MIG(MAG), то из полуавтомата не получится аппарата для РДС. Опять же… Сваривая ржавый металлолом об этом задумываться не стоит пробуйте подключить хуже не будет.
Аргонодуговая сварка, алюминий, дуга переменного тока.
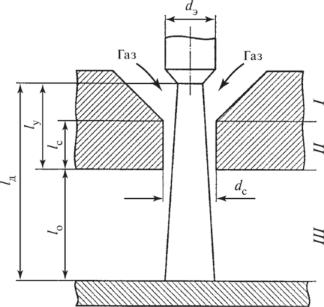
Не хотел скачки в сторону, но немного придётся. Проблема при сварке алюминия в том, что он ВСЕГДА имеет оксидную плёнку. Вопрос только один - какой она толщины. Температура плавления её около 2044 C, а самого алюминия 660 С. Тугоплавкая плёнка стоит как лёд на пруду препятствуя СПлавлению. Проблем добавляет ещё, и высокая теплопроводность алюминия, которая значительно снижает возможности повышения температуры ванны. Ну загнал ты в ванну допустим 200 цельсиев, а 180 из них по люминию убежало. Лови их потом с собаками, ищи днём с огнём…. Бля… я ж про дугу, простите…
А Дуга переменного тока решает обе эти задачи одним махом. В момент, когда на алюминии находится катодное пятно оно бомбардируется тяжёлыми ионами и если лёд на пруду… тьфу… оксидная плёнка на жидкой ванне тонкая, то они её раскалывают и открывают жидкую ванну. Электроны, которые в этот момент выходят из катодного пятна так не могут. Они, во-первых, очень маленькие и значительная их часть просто пролетает сквозь молекулярную решётку, во-вторых, очень лёгкие что бы разрушить молекулярные связи.
Далее, когда полярность меняется и катодное пятно превращается в анодное, туда устремляются электроны и своей сумасшедшей энергией нагоняют туда столько цельсиев что все просто не успевают разбежаться.
Дальше пошли навороты и улучшайзинги свойств дуги, по ним пробежимся галопом, не буду больше Вас мучить.

Сжатая дуга.
Идея здесь проста, если дугу попытаться сжать в диаметре, то концентрация энергии увеличиться, а значит её можно использовать эффективнее. Так получились плазменные горелки. Дуга там сжимается за счёт ограничивающего сопла и потоком воздуха (или защитного газа). Дуга в используется как прямая, так и косвенная.
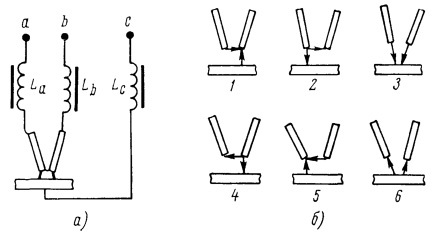
Трёхфазная дуга.
Есть два электрода и одно изделие, есть три провода трёхфазной сети от специального источника питания. Быстренько прикручиваем две фазы к двум электродам оставшийся провод к изделию. В результате получим достаточно сложную схему горения дуг с широкой возможности регулировки. Возможно настроить горение одной или максимум двух дуг из списка:
Между электродами.
Между электродом и изделием.
Три дуги не зажечь в принципе, потому что нельзя чтобы полюс был и катодом, и анодом одновременно.
При этом можно настроить и регулировать порядок и длительность горения каждой дуги и их сочетаний в процессе сварки.
Пинч-эффект при лёгкой доработке напильником позволяет удерживать ось дуги, как бы продолжая ось электрода. Очень полезное во многих случаях свойство.
Ну как говориться всё что знал рассказал. Точнее всё что помню. Писал без литературы по памяти. Без формул и максимально сжато, но чтоб были понятны причины и следствия. Ведь фраза «Там снег башка попадёт совсем мёртвый будешь» работает лучше, чем «Стой, нельзя». Старался не сухим научным языком, но тут уж как получилось.
Это всё МОЁ представление, МОИ знания о дуге и происходящих в ней процессах.
Коллегам привет. Критика приветствуется. Если что наврал поправляйте, забыл – дополните.
Пост этот разовая акция, ибо написание жрёт много времени, а его мало, ибо не восполняемый ресурс.
Выше вы прочли 7 страниц формата А4, 11-ым кеглем на одинарном интервале (это без картинок). И оказывается пикабу ставит ограничение содержания поста в 51 блок.
Всем спасибо за внимание. Больше не задерживаю.















Сварка и сварщики
909 постов5.1K подписчика
Правила сообщества
— Посты только по тематике
— Без рекламы
— Без политики