


Fanuc 0i-TF полезные параметры
В продолжение поста камрада Enot11rus ЧПУ. Параметры стоек Фанук
Для своего удобства нарыл кое-что.
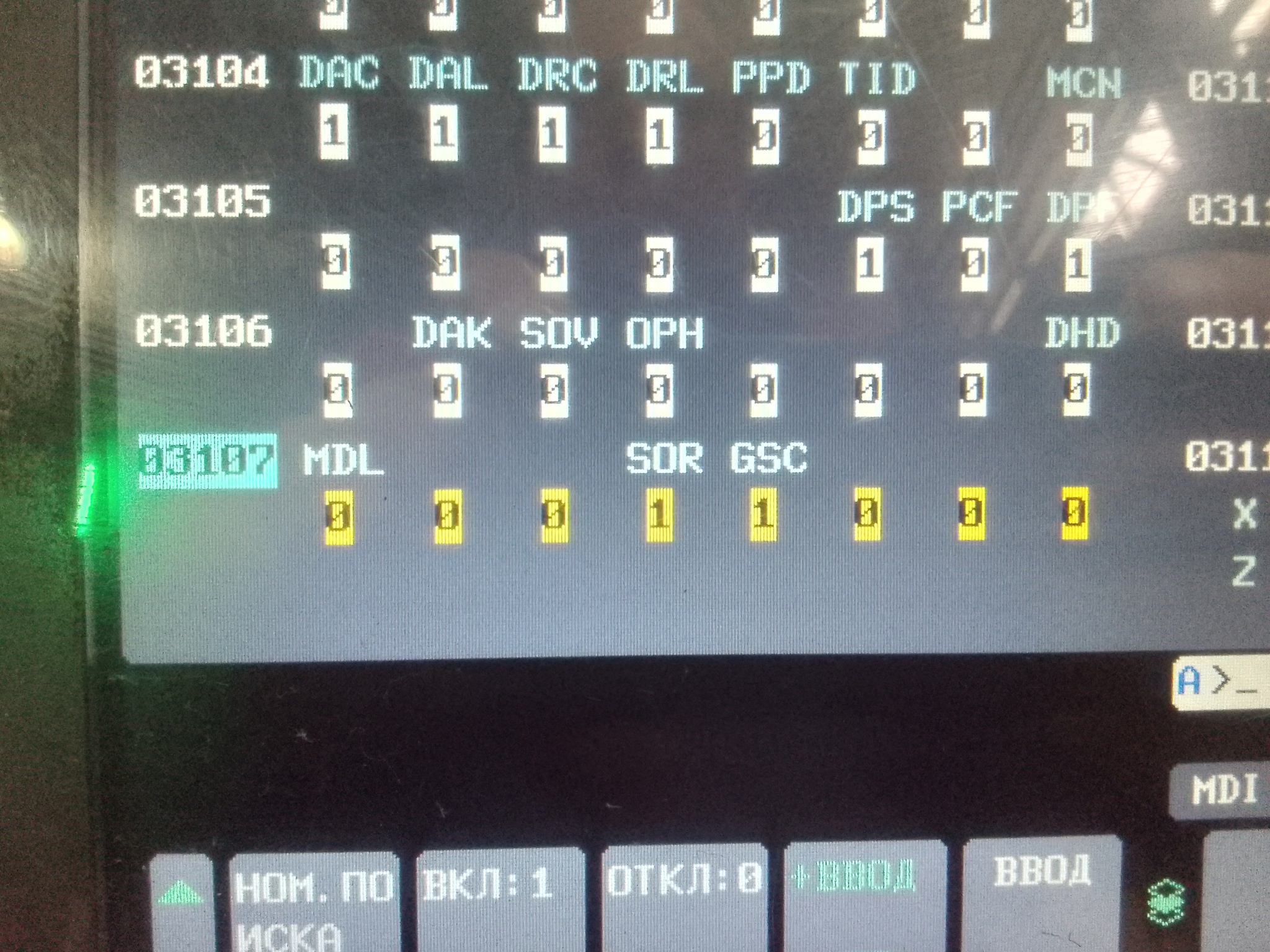
Параметр 3107
бит 4 SOR, значение 1 - упорядочить программы по номеру.
0 - по дате создания.
бит 5 GSC значение 1 - показывает на дисплее мм/об при работающей программе.
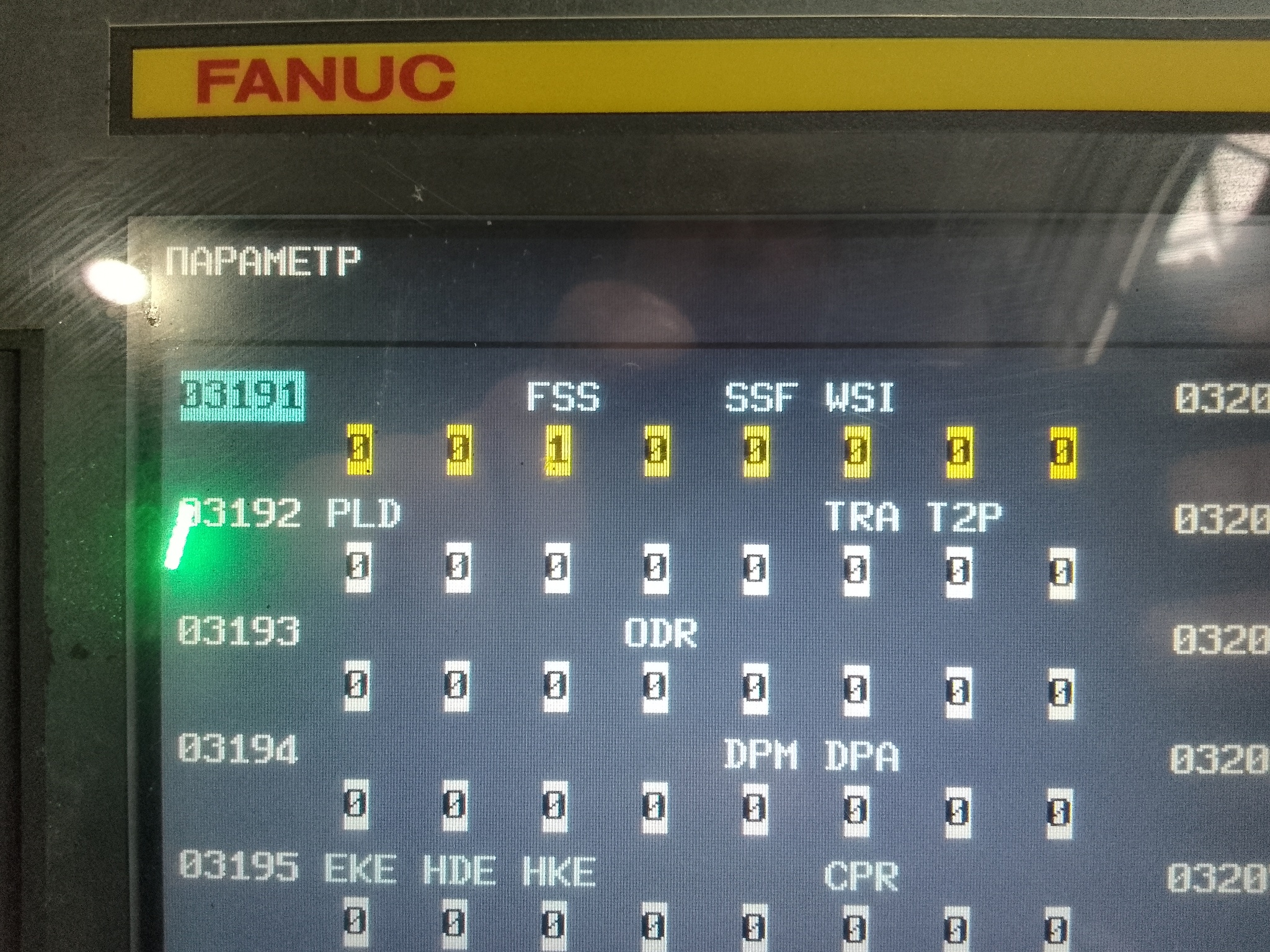
Параметр 3191, бит 3 FSS значение 1 - показывает на дисплее мм/об всегда.
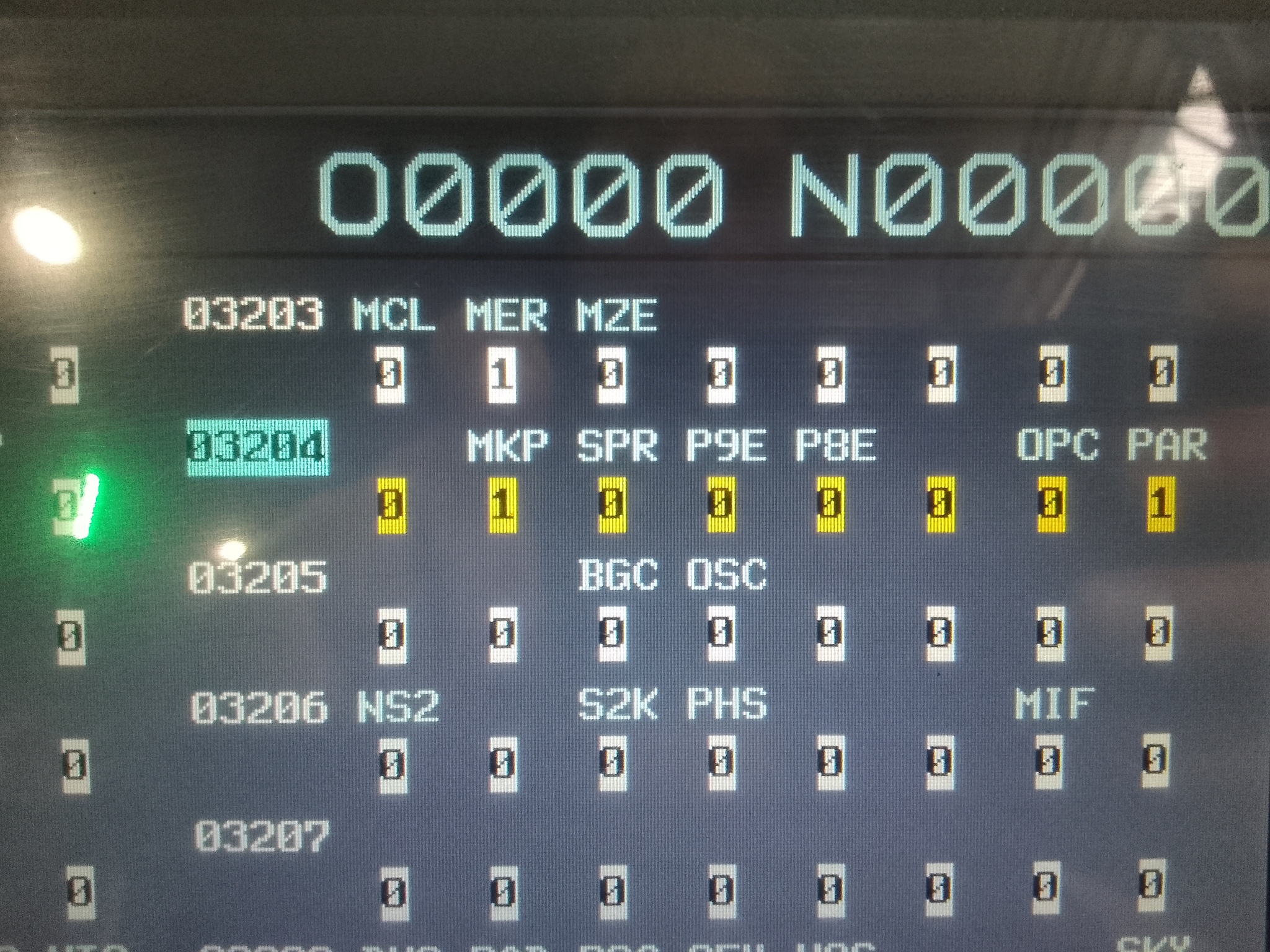
У меня на станке было так, что MDI при отработке проги, сразу удалял её. Мне же нужно было несколько раз запускать её, т.е. чтобы MDI запоминал прогу, не стирал её.
Параметр 3204, бит 2 MKP значение 1 - MDI запоминает программу.
Параметр 3404, бит 1 М3В.
Заявлено, что:
Число M-кодов, которые можно задавать в одном кадре:
0: Один
1: До трех
У меня не работает, только на дисплее стало 3 М-кода.
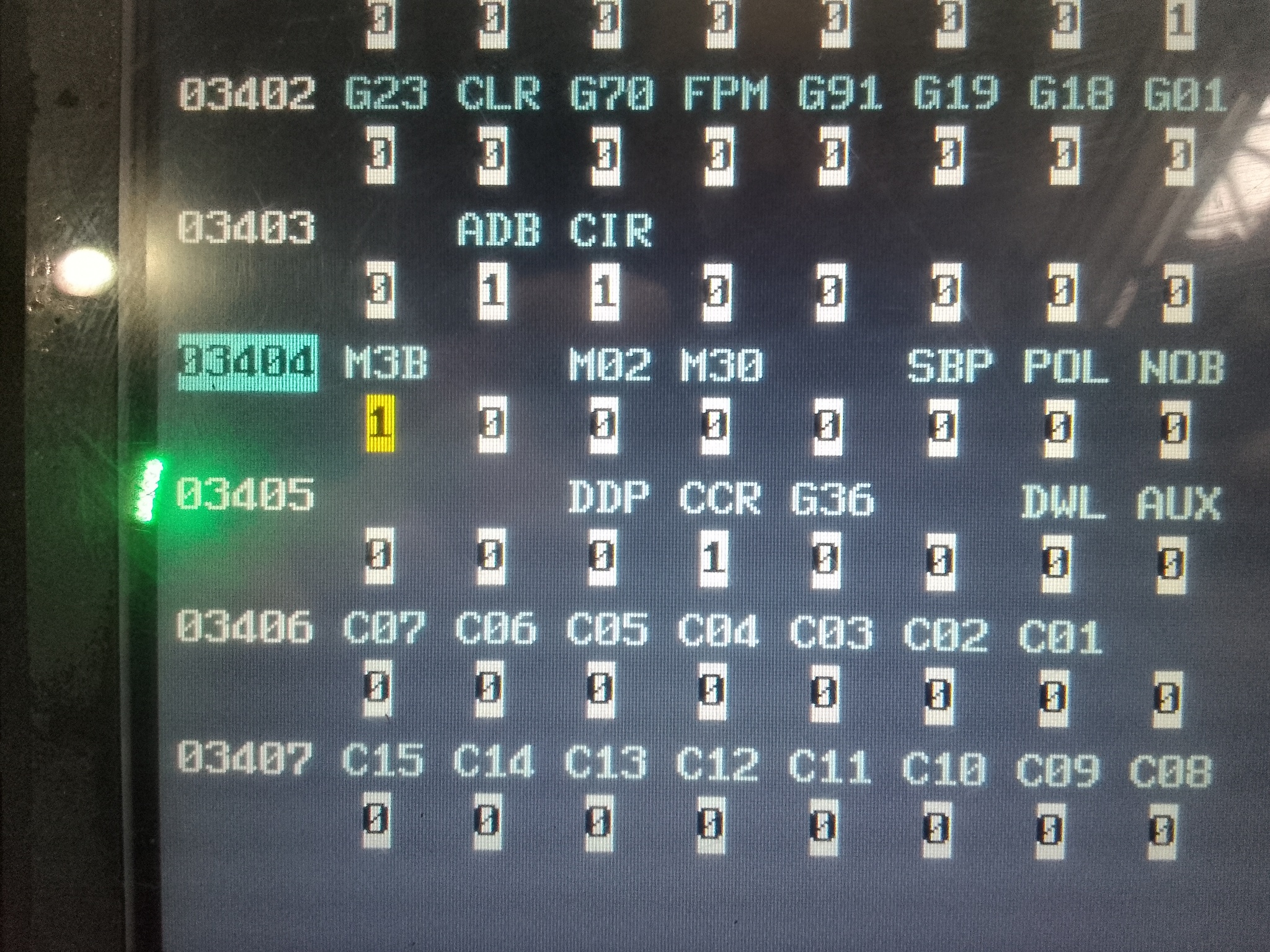
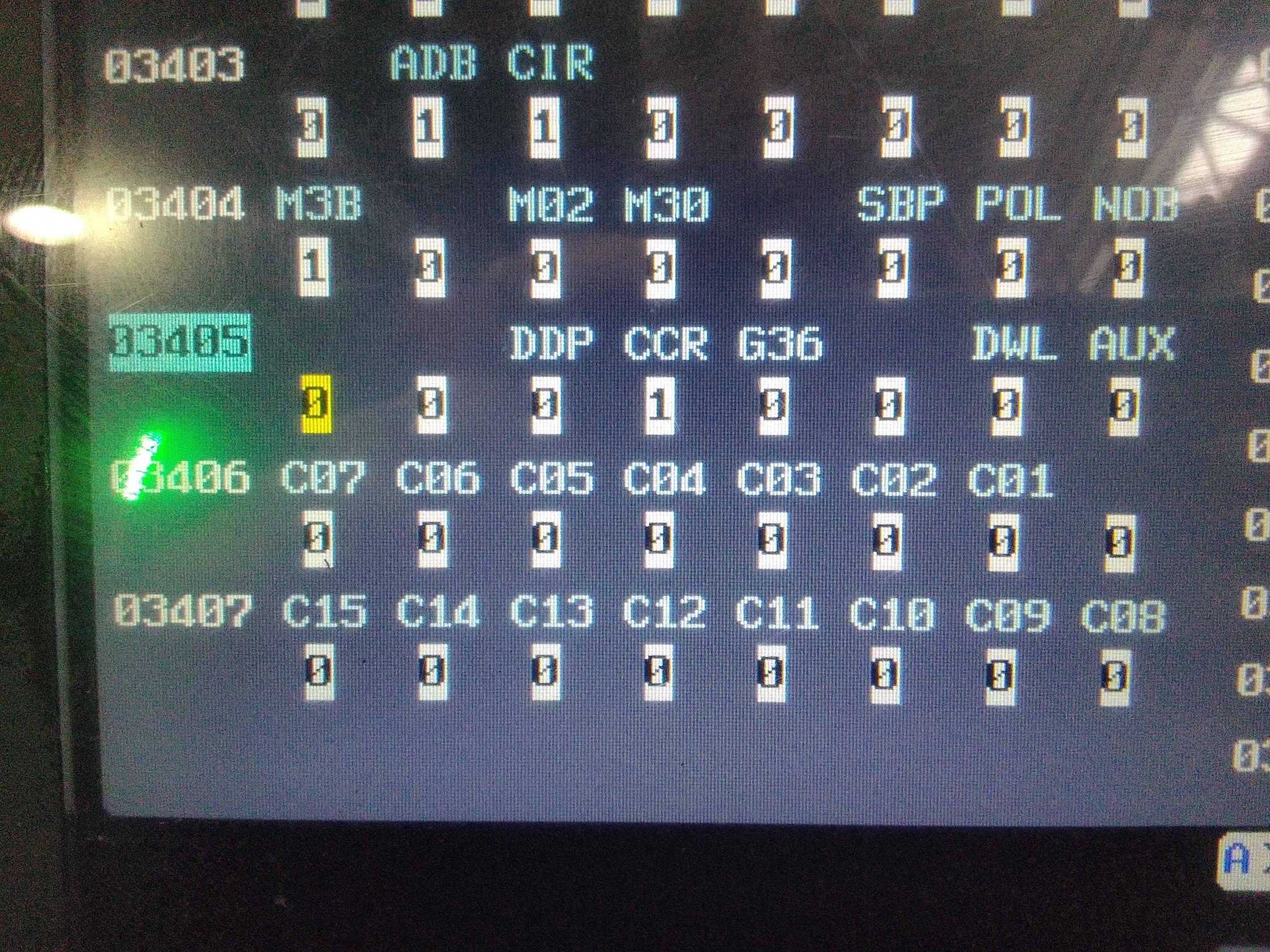
Параметр 3405, бит 4 CCR значение 1 - не нужно ставить в программе запятую перед R, C, A.
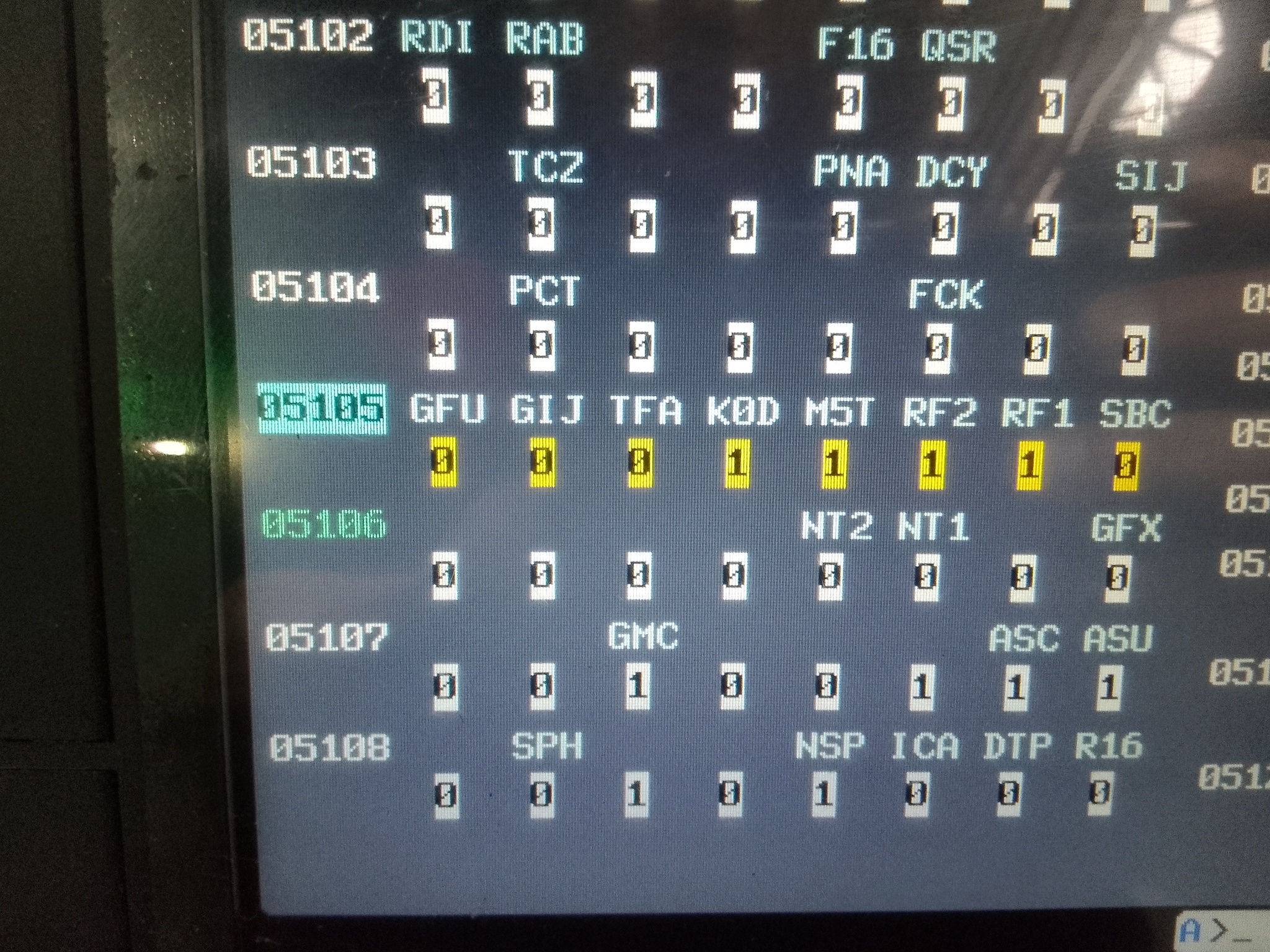
Параметр 5105 бит RF1 и RF2 значение 1 - отменяет в циклах G71/G72 последний проход по всему контуру. У меня станки 400 мм., и 630 мм. высота центров, детали здоровые, ждать, пока он последний проход сделает ооочень долго, и незачем.
Параметр 13115, бит 3 SI2 значение 1 - дополнительная клавиатура ввода.
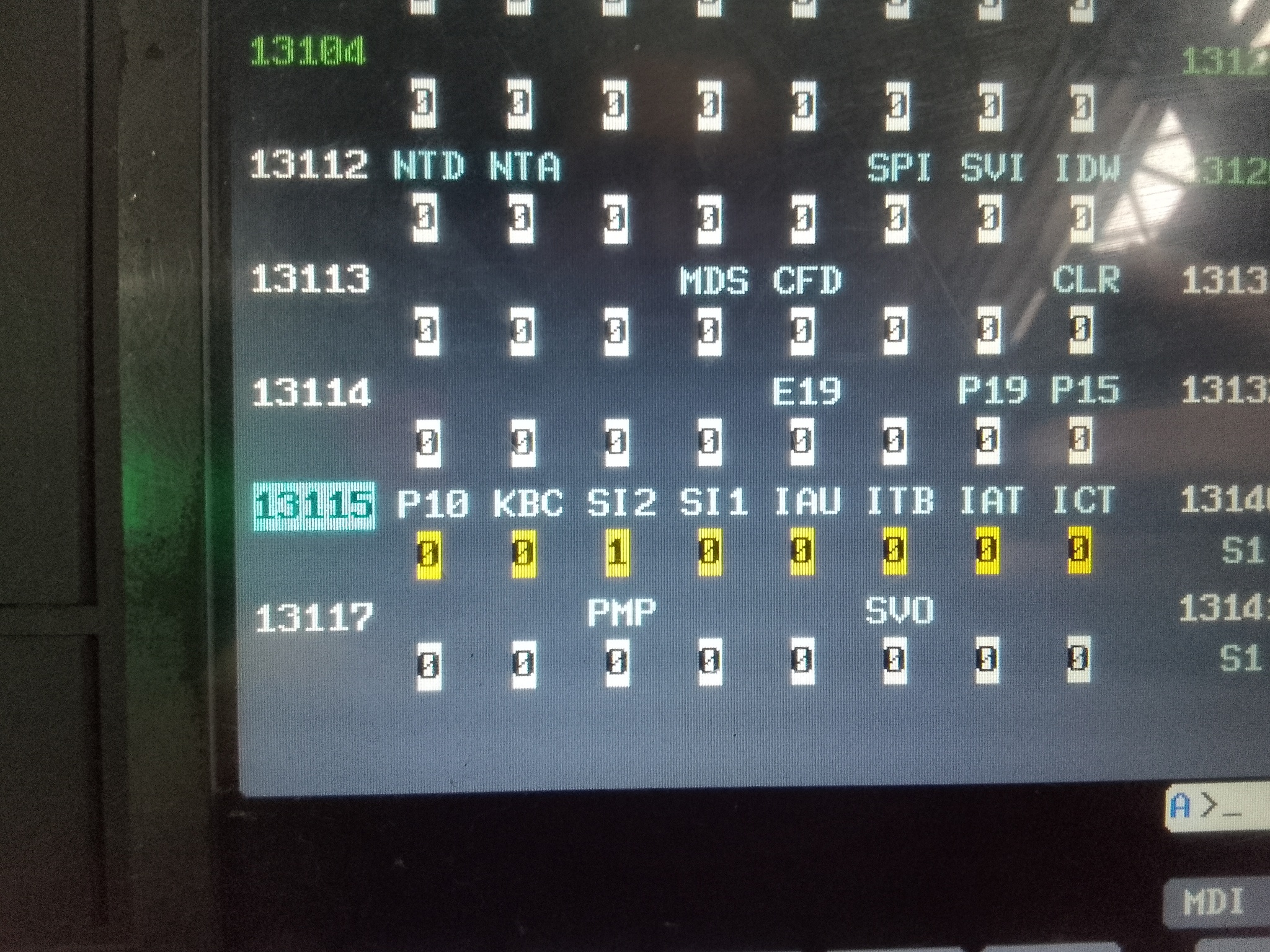
Причём, если в параметре 3204, бит 8 PAR значение 1, который делает круглые скобки вместо квадратных, на доп. клавиатуре будут квадратные скобки, и наоборот.
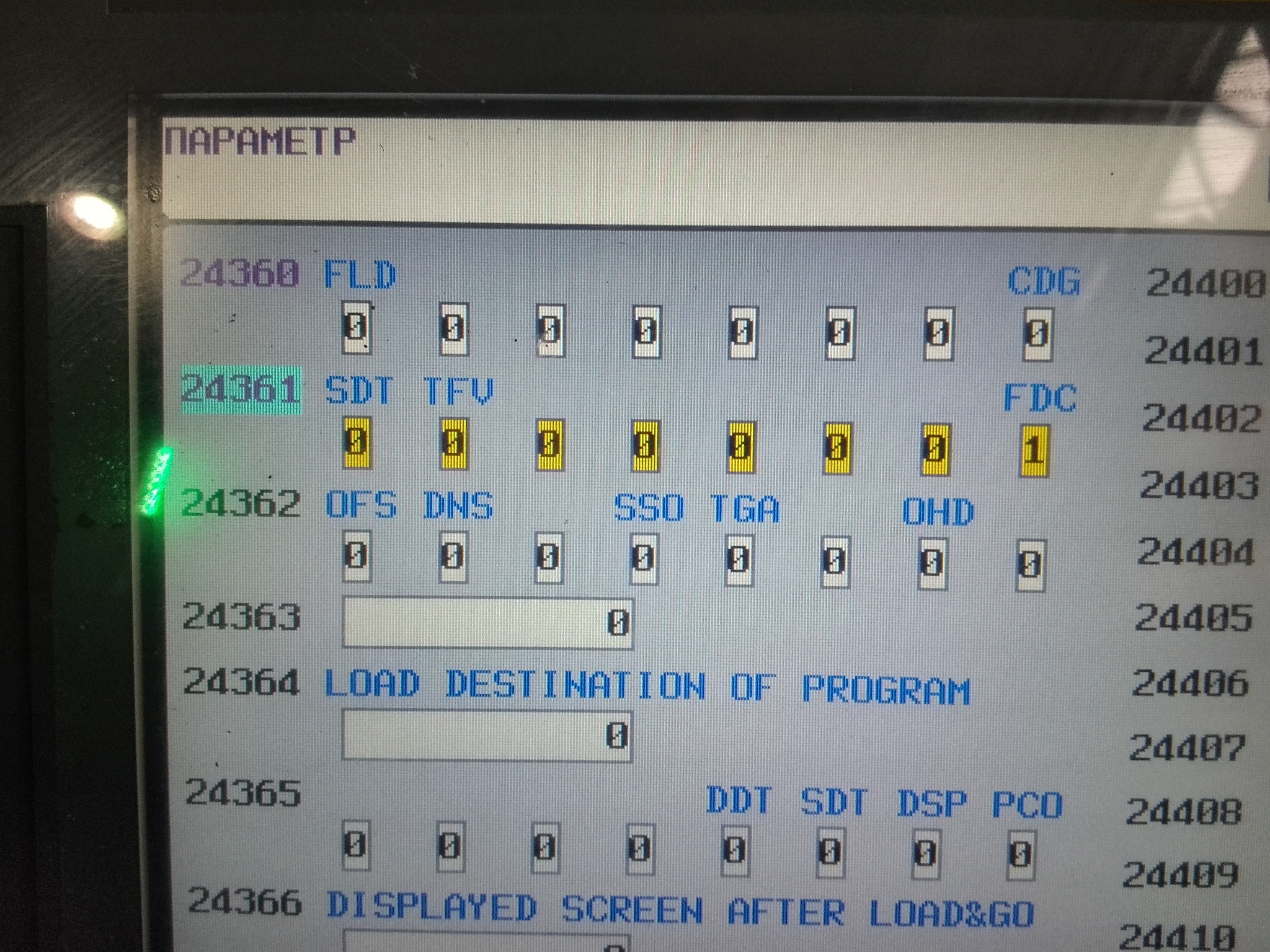
Цвет дисплея.
Параметр 24361 бит 8 FDC значение 0 - тёмно-серый
1 - светло-серый
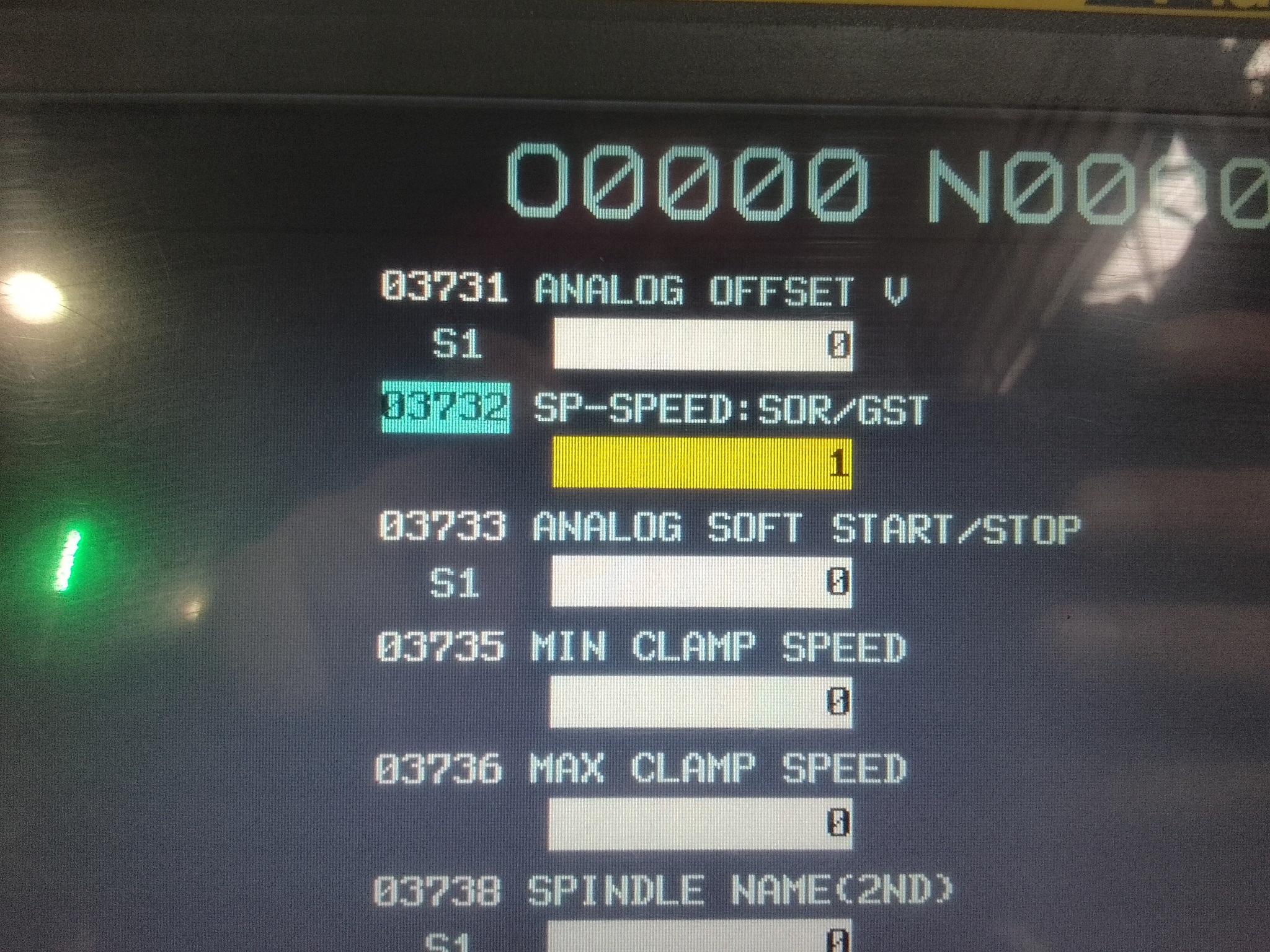
Диапазоны оборотов. У меня М41-М44. Чтобы побыстрее переключались шестерни мне рекомендовали, но я, признаться, ещё не пробовал.
Параметр 3732 значение 2.
Не нашёл параметр, который запоминает после выключения нажатые кнопки на панели управления (М01, Block Skip), и управление тормозом шпинделя. На 630-м планшайба очень медленно тормозит, и когда торцуешь по G72 используя G96, при возвращении, допустим с диаметра 200 на диаметр 700, он не успевает затормозить с, допустим, 300 об/мин. до 80 об/мин. Приходится стоять, выключать/включать программу, т.к. торцевать иной раз много. Иначе пластине пизда.
Надеюсь, кому пригодятся параметры, надеюсь, кто подскажет мне.






Лига ЧПУшников
2.1K постов12.1K подписчика
Правила сообщества
никакой политики