Многим уже пришло такое, а многим еще придет. С моей точки зрения это жульничество. Конечно, после этого карту пришлось закрыть, вместе с депозитным счетом.
@AlfaBank, объяснитесь пожалуйста в комментариях. Как вы без моего акцепта подключаете мне платную услугу, о которой я вас не просил? Когда начнете кредиты без ведома выдавать по схеме первый месяц 0 рублей, далее 5 миллонов в месяц? Может еще платные бумажные выписки на почту за 5000? Хотя зачем я вам идеи подкидываю.
Раз предыдущая статья про горячую эмаль понравилась, возможно зайдет что-то более горячее. Настолько горячее, что это будет расплавленный металл.
И сегодня потренируемся в литье по выжигаемой модели, которую быстренько напечатаем на 3d принтере.
В целом схема выглядит примерно так: Модель - Печать - Опока - Литье - Пост обработка - Вы красавчик.
Но как всегда, в каждом этапе есть свои подводные камни. И как всегда замечу, что я не литейщик, и вообще слабо связан с такими технологиями. Все сказанное - только личный субъективный опыт, повторять который можно на свой страх и риск.
Этап 1. Модель.
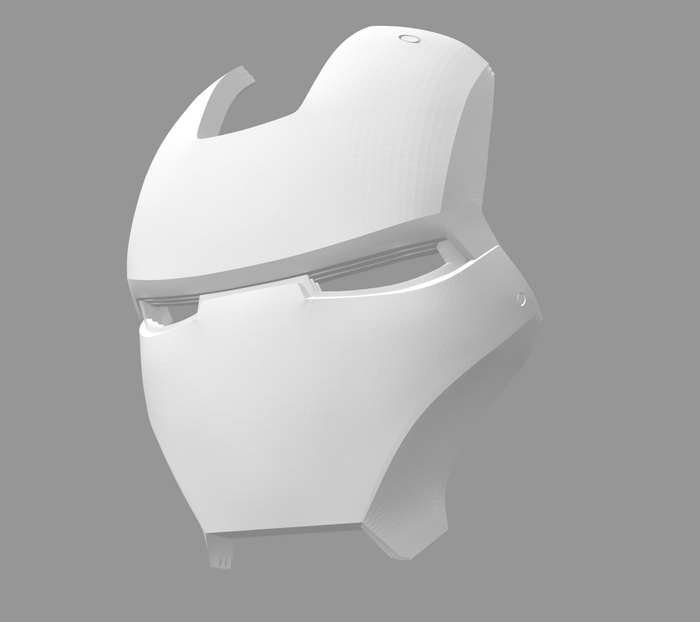
Лить будет миниатюрную маску железного человека, моделей которых полно. Вот найденная и слегка доработанная модель.
STL конечно отправляется на 3d принтер
Печатать будет PLA пластиком. Тут отступление. В оригинале методики(литье по выплавляемой модели) конечно должен быть воск, который надо выплавить. Есть филаменты из воска, которые стоят как чугунный мост, но поскольку у нас коленочные технологии и ограниченный бюджет - нужно что-то проще. PLA - отличный кандидат на роль быть выплавленным, а все что не выплавится - полностью выгорит. Возможно прокатят и другие пластики, но поручусь только за PLA.
Хороший результат, нужно пройтись наждачкой.
Результат требует обработки, но было решено постобрабатывать в металле, чтобы два раза не тереть наждачкой.
Этап 2. Опока
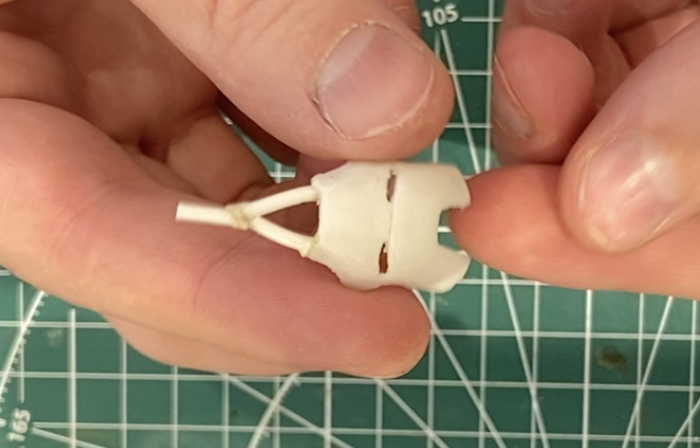
Итак к нашей модели нужно прикрепить литники, по которым в дальнейшем пойдет расплавленный металл. В нашем случае их будет 2, по одному на каждую часть маски. Металл не сможет идти наверх, так как застынет где-то посередине. Литники делаем из того же прутка филамента, толщина их как раз оптимальна.
Установлены литники. Металл пойдет сверху вниз.
Далее готовим литейную смесь. Можно использовать гипс или профессиональные смеси. У меня готова смесь для литья, стоит около 400 рублей за кг, что в целом допустимо для экспериментов.
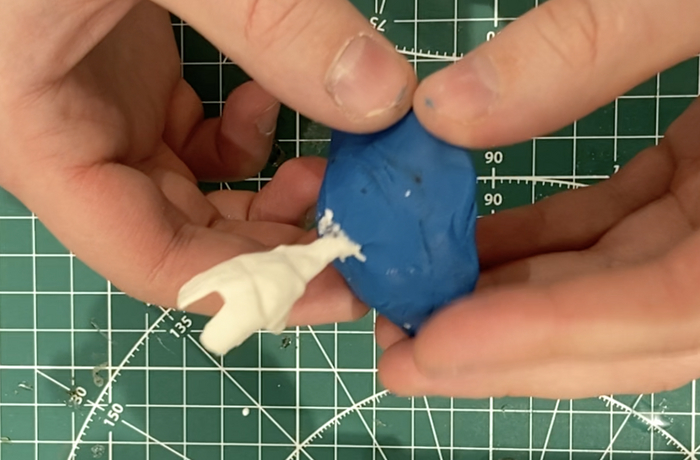
По уму смесь нужно дегазировать, к смеси идет цикл дегазации по времени, но у нас решение коленочное, поэтому берем кисточку. Да да. Разводим немного смеси и обмазываем нашу конструкцию. Предварительно все это надо примерить в нашу опоку и размесить в пластилиновой полусфере. Сушим пока гипс не застынет.
Опока. Нужен отрезок стальной трубы. Тут есть 2 теории: тонкостенная и толстостенная. Я для себя выбрал вторую в пользу большей теплостабильности и инертности, и кажется с ней сложнее накосячить, если льешь на коленке столе. У меня это стальной фитинг от водопровода.
Вот как-то так. Смесь застыла, можно заливать.
Разводим нужное количество смеси, стучим по стакану для выхода воздуха, заливаем. Стучим опоке в бок для выхода воздуха. Параллельно копим на вакуумный насос.
Топим нашу маску.
После заливки ставим при комнатной температуре засыхать. Лучше выдерживать хотя бы часов 8. Не должно быть вибраций. После высыхания достаем пластилиновую полусферу и готовимся к прокалке.
Этап 3. Прокалка и литье.
По уму прокалочный цикл это около 8-13 часов, схема есть к каждой смеси.
Но, у нас же DIY, да просят литейщики, будем его немного сокращать. О рисках разрыва гипса в опоке знаю, поэтому будем сокращать с умом. Сокращать можно, если мы льем до 30-40 г металла за раз, больше все равно горелкой сложно расплавить, и если опока не большая. Иначе ее разорвет.
Прокалочный цикл.
Первый отрезок в 150 градусов делаем так: строительный фен на 1 скорости дует в опоку литником вниз. 15 минут. Пластик еще на месте, а значит там меньше 220 градусов. Включаем 2 скорость и через 15 минут внизу пластик начал капать, думаю там около 300 градусов, измерить нечем, пирометр сдох. Третий отрезок делаем в 2 этапа: горелкой 15 минут греем опоку, литник еще вниз. Пластик горит, вытекает. Думаю не нужно говорить о проветривании и наличии респиратора, минимум ИСТОК. Хотя PLA и не так ужасно пахнет.
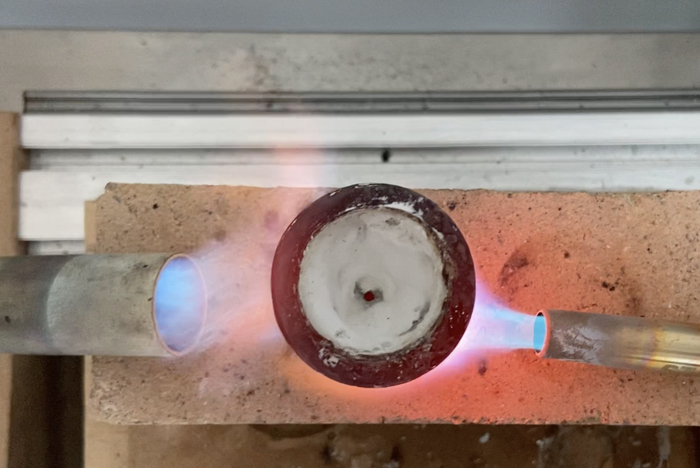
Переворачиваем опоку, и в 2 горелки греем опоку до красна. Для меня индикация, что можно лить - литник внутри красный. Это около 700-800 градусов, что как раз после отвода горелки даст нам время. Лить в горячую опоку проще, чем в холодную, лучше потом дать ей дольше остывать.
Литник начал светиться. Можно лить.
Сверху кидаем латунь, рассчитав массу с литниками + 30%. можно взвесить модель с литниками в PLA и через плотность вычислить массу латуни. Уравнение для школы. Или спросить САПР. Латунь лучше всего брать ту, которую уже лили, а это всякие сантех-штуки: фитинги, кольца, и тд.
Внутри начал плавиться металл.
Когда металл начал плавиться - посыпаем его бурой. Ждем когда сформируется однородный шарик, и его можно лить. Металл сам не пойдет в литник, ибо поверхностное натяжение. Поэтому ,будем его проталкивать паром. Можно его раскрутить эту конструкцию как пращу, но не хотелось это делать дома.
Поэтому берем металлическую кружку или что-то похожее (банка из-под колы), прессуем туда салфеток, туалетной бумаги или газет, где-то 4-5 см, и далее беремся только там, где есть бумага. Иначе - ожог.
Накрываем быстрым и четким движением и давим 20-30с. Пар давит металл внутрь, воздух выходит через паропроницаемый гипс. Даем остыть 5-10 минут, далее кидаем в воду, гипс разрывает, достаем отливку.
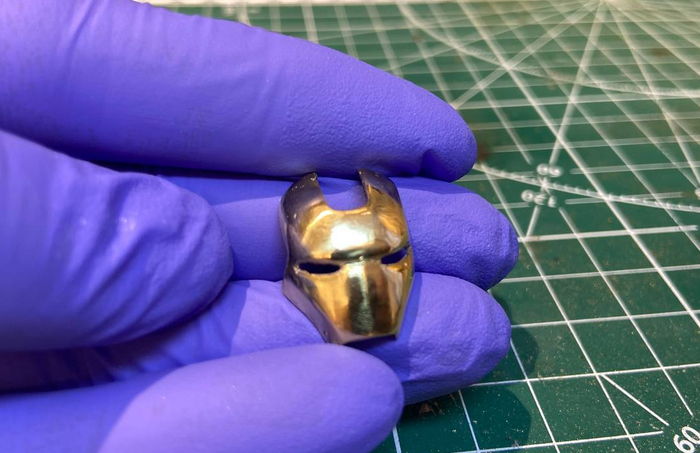
Как видно качество поверхности более чем повторяет исходник.
Для DIY - качество очень даже, осталось обработать.
Этап 4. Пост обработка.
В ход идет все, что найдется: бормашика, наждачки и полировальные резинки.
Результат
Не стал дополировывать в зеркало. Думаю это тут излишне.
Сделал небольшое видео, в котором более наглядно показаны некоторые моменты.
Пишите в комментариях что еще снять, на что обратить внимание, какие темы интересны.
Кому интересно как занудный IT-шник рукожопил значки, какой путь прошел, прошу в статью.
Как плохой IT специалист, напишем себе ТЗ, чтобы понять, когда надо остановиться Я хочу значок, из металла с повторяемым и предсказуемым процессом, чтобы можно было повторить это, если захочу.
Можно из дерева? Можно, может быть покажу свои наработки.
Пластик? Не люблю.
Теперь тех процесс. Аддитивный или субтрактивный? Первый добавляет материал, например печать SLS или литье, второй убавляет, например фрезеровка или токарка.
Первые процессы дороги для гаражно-балконной мастерской, а вторые вполне воплотимы в жизнь.
Итак, будем снимать лишний метал с .... ? С чего? Какую взять заготовку? Есть куча металлов: драгоценные и не очень. Дарагоценные металлы обычно льют, так как стружка дорогая будет. Поэтому надо скать технологичный материал, который оносительно просто обработать, который хорошо режется, полируется и к которому есть адгезия красок/смол.
Тут сразу скажу, что изначально выбрал латунь и не прогадал. Почти.
Глобально выбор был из трех групп, которые можно свободно купить: это сплавы на основе меди, алюминия и титана/стали. Последние я не возьму для экспериментов, к дюралям, пригодным для обработки резанием практически нет адгезии краски, нужны кислотные грунты или анодирование, что затруднит процесс. Поэтому сплавы на меди - наш выбор.
Итак мы имеем заготовку из латуни и хотим убрать лишнее.
Нам нужен процесс из 2х частей: получение рисунка, и выборка по контуру. Начнем с контура: его придется резать. (Есть еще вариант вырубать, но это маловоплотимо в не промышленных условиях)
Рисунок. Тут вариантов больше: чеканка (привет все монеты), травление (привет печатные платы), фрезеровка (клише), выжигание лазером (гравировка на металле) да и куча чего можно придумать.
Чеканка - мимо, потому что нужно клише, а оно дорогое.
Лазер? У меня его нет, так что сегодня без лазеров.
Травление и фрезеровка. Вот тут можно устроить холивар, но его не будет.
На самом деле процессы для данной задачи смогут конкурировать, вопрос в готовности мастерской к тому или иному методу. Если бы я только начинал с нуля - травление. Материалы стоят копейки (не копейки, но можно купить на поиграться) По точности: на лазерном принтере и с уплотнением тонера на Lomond пленке получалась точность в пределах 0.1 мм , когда делал платы. Думаю, это повторяемый предел.
Какие плюсы травления:
дешево
могу получить прямой внутренний угол
макет делается хоть в Paint
Минусы:
не четкая граница, если нет опыта. Рисунок подтравливается.
Совмещаем 2 операции на 1 месте: получаем рисунок и выбираем контур.
Мало возни, поставил заготовку - получил полуфабрикат.
Четкие линии
Минусы:
дорого (но можно отдать на подряд)
внутренний угол всегда не угол, а дуга с радиусом фрезы
Желательно знать какой-то САПР для этого, или хорошо фрезеровать на ручном фрезере
Для себя пока выбрал фрезеровку, но могу сделать и травление(правда не знаю, жив ли фоторезист), и их сравнить, хотя кому это нужно.
Самое время превращать металл в стружку!
Хотя стоп, сначала сделаем макет того, что хотим. Далее буду показывать на примере нескольких значков, так как отснять от начала до конца процесс целью не ставил, поэтому извиняйте. Процесс не отличается.
А теперь уже стружка.
Латуни хорошо режутся, а если еще б станок нормальный и хорошие фрезы, то обработка заняла бы не 30 минут.
концевая прямая, 1Z, 3,175, по мягким металлам. Нужна 2-3-х зубая, но сложно найти по нормальной цене не на али.
Стружка из обещания.
После фрезеровки припаиваем крепеж, заливаем смолой с пигментами, шлифуем, полируем, готово.
После фрезеровки встает вопрос как сделать так, чтобы мы нормально положили горячую эмаль.
Горячая эмаль - мелко перемолотая стекловидная масса с температурой плавления около 800-900 градусов в зависимости от производителя и цвета. Различают прозрачную и не прозрачную эмаль, работать с прозрачной сложнее, поэтому выберем непрозрачную.
После небольших изысканий, я понял, что попал. Просто так эта эмаль не ложится никуда, и вообще, судя по форумам ювелиров изделие изначально нужно проектировать под эмаль, если оно сложное. Но я ж хотел сложностей, поэтому продолжаем. Нужно выбрать вообще чем можно нагреть что-то до 900 градусов.
Муфельная печь - идеальный вариант, есть даже мелкие, но мы ж хотим бюджетно. Поэтому выбор - горелка. Максимальная температура пламени 1300, что нам подходит. Есть пара моментов, но о них потом.
Что интересно, все русско говорящие мастера в один голос говорят, что без муфеля не тру, однако очень много зарубежных мастеров работают горелками, но используют правда МАРР или ацетилен-кислород. В дальнейшем МАПП - хороший однобаллонный вариант, но пока и пропан-бутановый цанговый баллончик за 120 рублей пойдет. Тест же.
Отжигаем заготовку. Если пропустить этап, то можно потом долго думать что не так.
Теперь как определять температуру. Из физики надо помнить, что свечение зависит от температуры и действительно, даже есть шкала с картинками. Если есть пирометр, то все упрощается, но в целом и так можно.
Греть будем до свечения 810-850 градусов. По документации на эмаль должно срабоать.
Теперь немного о нанесении.
Теоретически, есть 2 способа: сухое напыление через сито и мокрое, используя капиллярный эффект. Для выемчатой эмали, которая по факту у меня получается, нужен мокрый метод. Эмаль при обжиге должна оседать, ибо это физика. Поэтому нужно рассчитывать на 2-3 обжига минимум.
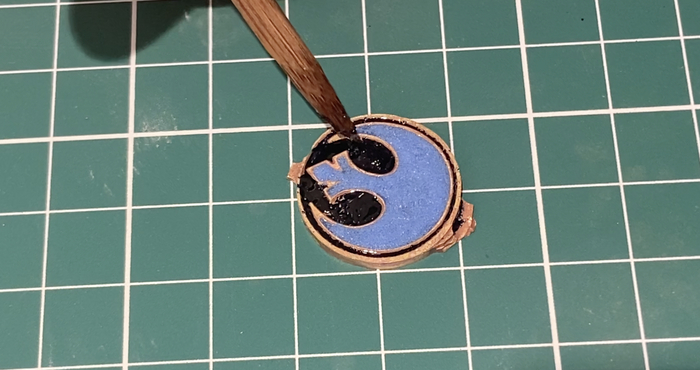
Наносим эмаль (порошок с дистиллированной водой)
Сушим. Внимательно и серьезно. На производстве на краю муфеля, или лучше сутки в месте, где никто не смахнет порошок. Сырой порошок моментально испарит воду и весь рисунок собьется, может и в лицо автору. ТБ нужно соблюдать.
После обжига это превращается в стеклянную массу. Дышать этим не нужно, поэтому минимум исток на лицо + очки.
Расплавилось. Готово.
Без шлифовки, только из-под огня.
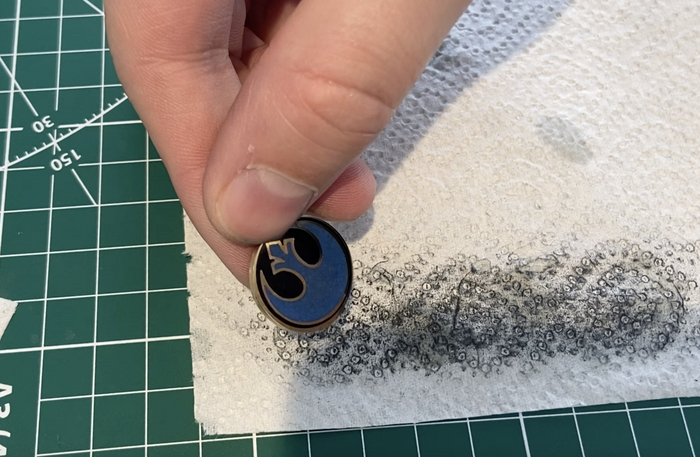
После этого нужно все это отшлифовать и отполировать. У меня есть определенный опыт в таком, в том числе по дереву, смоле и металлу, но вот конкретно по такой субстанции возникли сложности. Это прям новый уровень для меня. Если вы можете отполировать в зеркало латунь, не обольщайтесь. Тут другие правила. Резюмируя все изыскания, скажу следующее, не претендующее на 100% достоверность:
работать только в воде при любой гритности абразива
при смене зерна - мыть все инструменты и заготовку
вариант что-то исправить исключен. Если что-то пошло не так - сразу брак.
металлический инструмент по возможности не использовать, лучше работать алмазным или карбид-кремниевыми (карборунд)
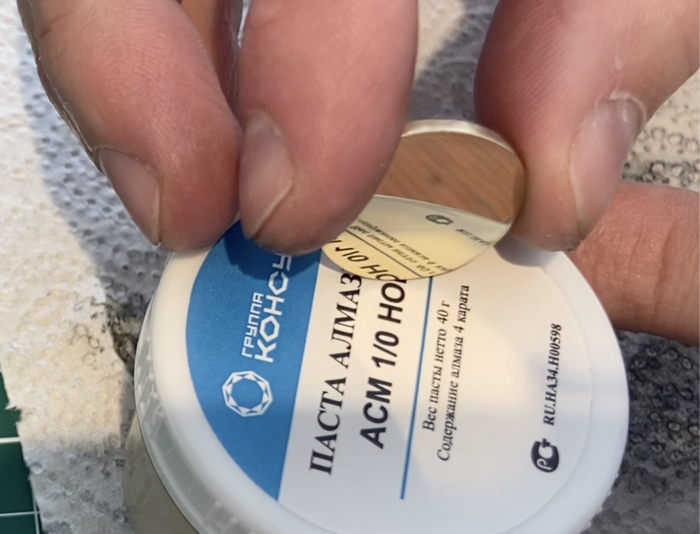
полировка пастой ГОИ было тупой затеей. Нужна алмазная паста или специальная ювелирная.
Есть вариант после грубой шлифовки обжечь заготовку еще раз, но эмаль не будет идеально ровной, а в данном случае хочется именно ровной поверхности.
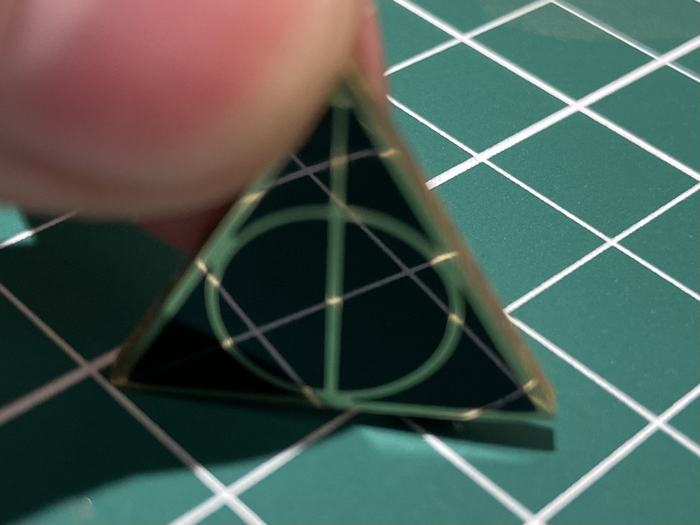
Короче, вот так это будет в конце
Полирвка.
Немного зеркалит.
Или не немного.
Еще пример.
Осталось цангу или магнит на эпоксидку и будет готовый значок
В общем, вместо заключения и для зануд:
Я не специалист и могу где-то ошибаться, это хобби.
В статье пропущены некоторые операции, и итак уже объем большеват.
Технология реально сложная, но довольно интересная по результату.