

Параметрическое программирование
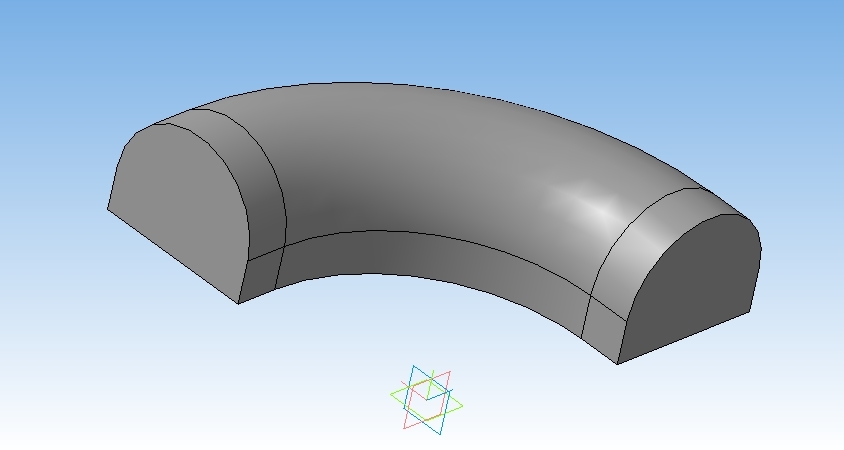
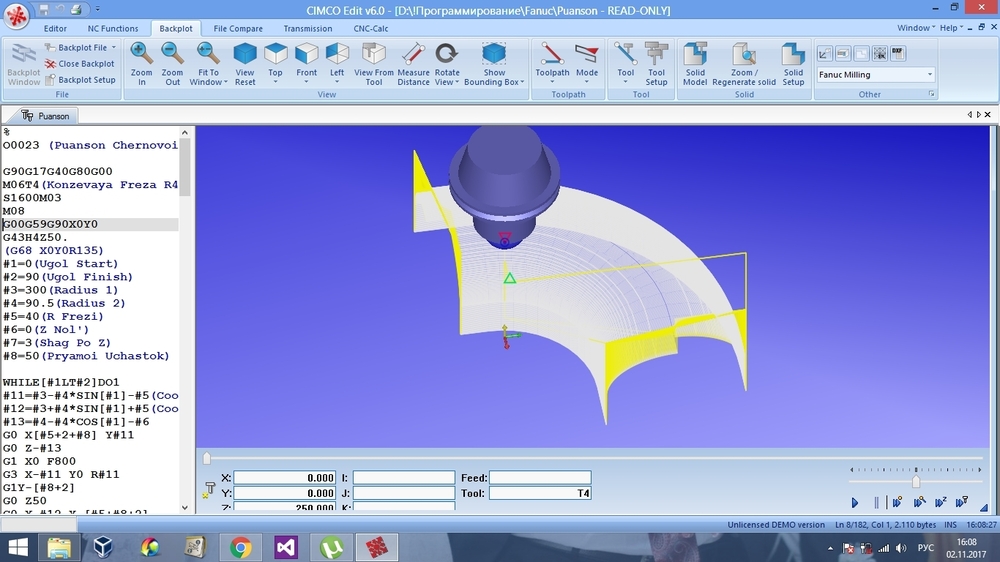
Работаю на Fanuc, часто пишу универсальные программы, используя параметрическое программирование. Удобно. Можно на ходу менять шаг и режимы обработки. Все детали подобной формы обрабатываются практически любыми фрезами и с минимальным временем настройки программы. Ещё один плюс, всегда можно продолжить программу с любой точки. Типа с середины программы. Вот текст обработки детали на фото:
%
O0023 (Puanson Chernovoi)
G90G17G40G80G00
M06T4(Konzevaya Freza R40)
S1600M03
M08
G00G59G90X0Y0
G43H4Z50.
(G68 X0Y0R135)
#1=0(Ugol Start)
#2=90(Ugol Finish)
#3=300(Radius 1)
#4=90.5(Radius 2)
#5=40(R Frezi)
#6=0(Z Nol')
#7=3(Shag Po Z)
#8=50(Pryamoi Uchastok)
WHILE[#1LT#2]DO1
#11=#3-#4*SIN[#1]-#5(Coord Y1)
#12=#3+#4*SIN[#1]+#5(Coord Y2)
#13=#4-#4*COS[#1]-#6
G0 X[#5+2+#8] Y#11
G0 Z-#13
G1 X0 F800
G3 X-#11 Y0 R#11
G1Y-[#8+2]
G0 Z50
G0 X-#12 Y-[#5+#8+2]
G0 Z-#13
G1 Y0
G2 X0 Y#12 R#12
G1 X[#8+2]
G0 Z50
#1=ACOS[COS[#1]-#7/#4]
M01
END1
G69
M15
G0Z200
G91G28Y0
G90
M0
N2(Pryamoi Uchastok)
G90G17G40G80G00
M06T4
S1600M03
M08
G00G59G90X0Y0
G43H4Z50.
(G68 X0Y0R135)
#1=-90(Z Start)
#2=-165(Z Finish)
#3=300(Radius 1)
#4=90.5(Radius 2)
#5=40(R Frezi)
#7=3(Shag Po Z)
#8=50(Pryamoi Uchastok)
#11=#3-#4-#5(Coord Y1)
#12=#3+#4+#5(Coord Y2)
WHILE[#1GE#2]DO1
G0 X[#5+2+#8] Y#11
G0 Z#1
G1 X0 F800
G3 X-#11 Y0 R#11
G1 Y-[#8+2]
G0 Z50
G0 X-#12 Y-[#5+#8+2]
G0 Z#1
G1 Y0
G2 X0 Y#12 R#12
G1 X[#8+2]
G0 Z50
#1=#1-#7
M01
END1
M15
G0Z200
G91G28Y0
G90
M0
N3(Chistovoi Freza Radiusnaya R40)
G90G17G40G80G00
M06T4(Radius)
S1600M03
M08
G00G59G90X0Y0
G43H4Z50.
(G68 X0Y0R135)
#1=0.7(Ugol Start)
#2=90(Ugol Finish)
#3=300(Radius 1)
#4=90.5(Radius 2)
#5=40(R Frezi)
#6=0(Z Nol')
#7=1(Shag Po Z)
#8=50(Pryamoi Uchastok)
WHILE[#1LT#2]DO1
#11=#3-[#4+#5]*SIN[#1](Coord Y1)
#12=#3+[#4+#5]*SIN[#1](Coord Y2)
#13=#4-#4*COS[#1]
G0 X[#5+2+#8] Y#11
G0 Z-#13
G1 X0 F800
G3 X-#11 Y0 R#11
G1 Y-[#8+2]
G0 Z50
G0 X-#12 Y-[#5+#8+2]
G0 Z-#13
G1 Y0
G2 X0 Y#12 R#12
G1 X[#8+2]
G0 Z50
#1=#1+#7
M01
END1
G69
M15
G0Z200
G91G28Y0
G90
M0
N4(Pryamoi Uchastok)
G90G17G40G80G00
M06T4
S1600M03
M08
G00G59G90X0Y0
G43H4Z50.
(G68 X0Y0R135)
#1=-90(Z Start)
#2=-165(Z Finish)
#3=300(Radius 1)
#4=90.5(Radius 2)
#5=40(R Frezi)
#7=3(Shag Po Z)
#8=50(Pryamoi Uchastok)
#11=#3-#4-#5(Coord Y1)
#12=#3+#4+#5(Coord Y2)
WHILE[#1GE#2]DO1
G0 X[#5+2+#8] Y#11
G0 Z#1
G1 X0 F800
G3 X-#11 Y0 R#11
G1 Y-[#8+2]
G0 Z50
G0 X-#12 Y-[#5+#8+2]
G0 Z#1
G1 Y0
G2 X0 Y#12 R#12
G1 X[#8+2]
G0 Z50
#1=#1-#7
M01
END1
M15
G0Z200
G91G28Y0
G90
M30
%


Лига ЧПУшников
2.1K постов12.1K подписчика
Правила сообщества
никакой политики