

Сверление под углом на Sinumerik
Здравствуйте коллеги
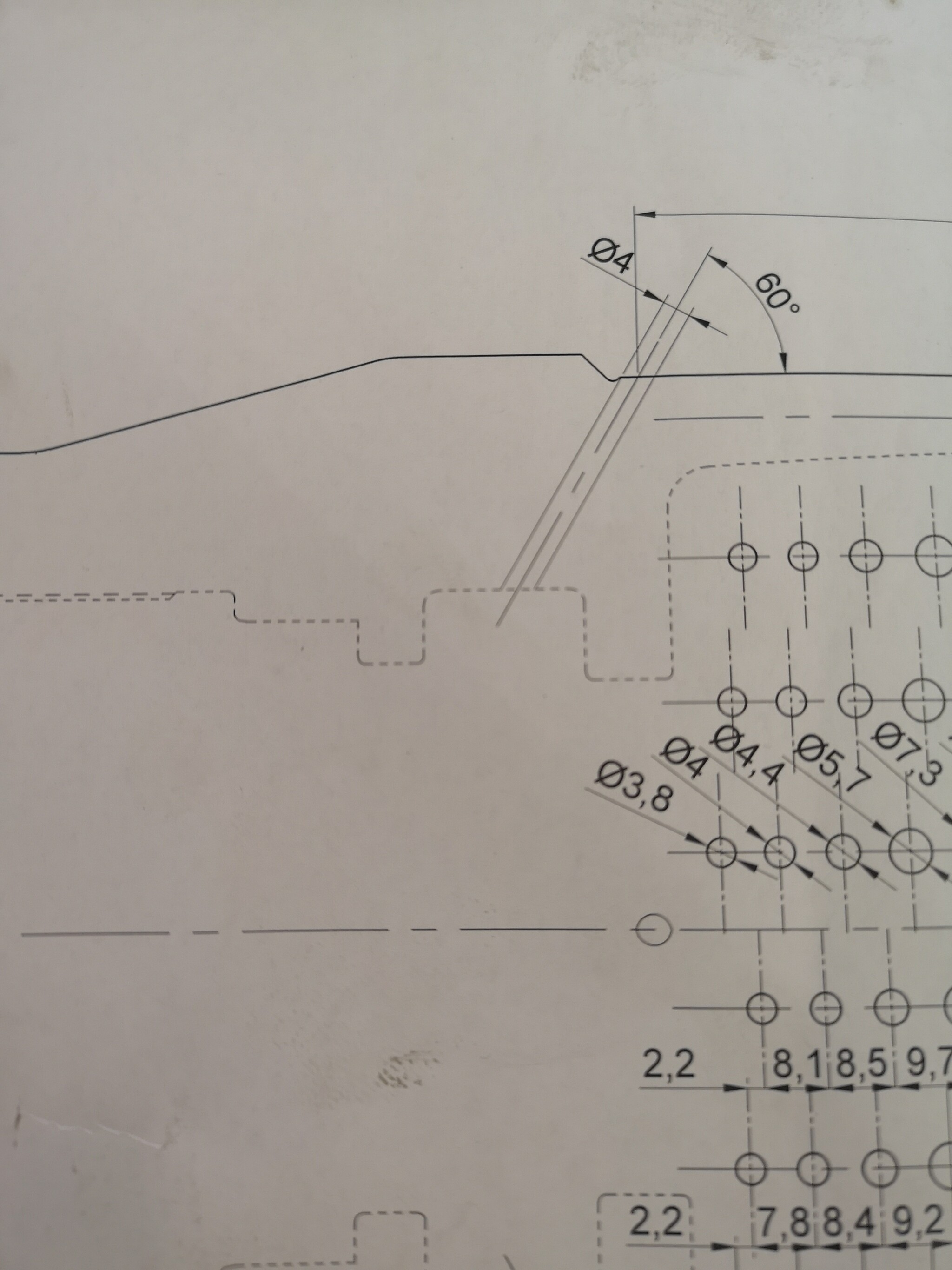
Знает ли кто нибудь как сверлить под углом с отводом сверла назад?
Не знаю как сверлить под углом в ShopTurn, программирую в G-коде. Но как в G-коде сделать так что бы станок отводил сверло назад ломая стружку или выводил полностью из отверстия?



Лига ЧПУшников
2.1K постов12.1K подписчика
Правила сообщества
никакой политики