
Как на заводе Турбодеталь (Наро-Фоминск) делают лопатки для турбин (часть 2)
На третьем этапе из отдельных элементов создаются целые блоки. Операция сборки литейных блоков очень ответственна, так как качество сборки оказывает ключевое влияние на металлургическое качество отливки.

Сборка восковых моделей лопаток.


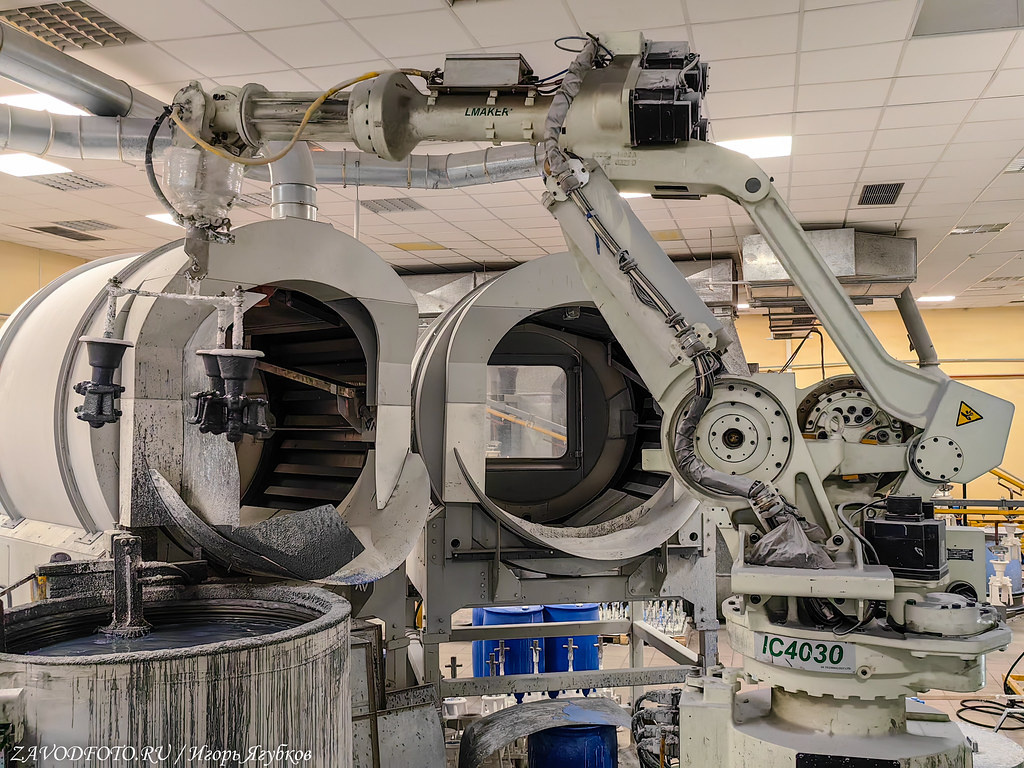
Далее собранные модельные блоки поступают на роботизированную линию для нанесения огнеупорного состава и изготовления керамической формы. Перед изготовлением керамической формы проводится операция обезжиривания блоков в целях обеспечения смачиваемости керамической суспензией поверхностей восковой модели и модельного блока.
Изготовление керамических форм-оболочек производится последовательным (послойным) нанесением керамики на модельный блок с сушкой каждого слоя. На этом этапе роботы помогают. Что касается слоев, то их количество зависит от массогабаритных размеров отливки и параметров заливки жидким металлом.

После сушки последнего слоя керамической оболочки и вскрытия литейной чаши, формы-оболочки устанавливаются в корзину бойлерклава, где под действием температуры и давления пара модельная композиция расплавляется и удаляется через вскрытую литейную чашу. Остатки модельной массы выводятся из полости формы-оболочки при прокалке.


Полученные формы оборачиваются огнеупорным теплоизоляционным материалом для создания оптимального режима охлаждения отливки после заполнения формы жидким металлом. Таким образом, снижается количество металлургических дефектов и повышается уровень качества отливок.

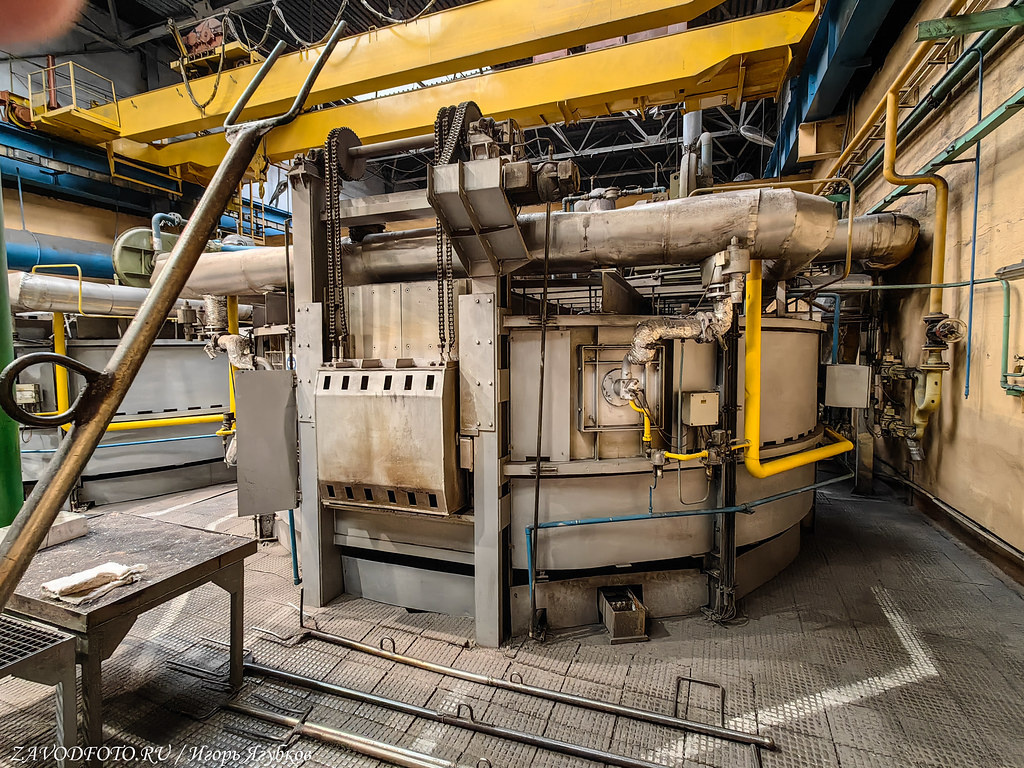
Прокалочные печи.
Заливка прокаленных горячих керамических форм осуществляется в вакуумной плавильно-заливочной установке подготовленным жидким жаропрочным сплавом.


Залитую металлом форму после кристаллизации сплава извлекают и устанавливают на стол для охлаждения.


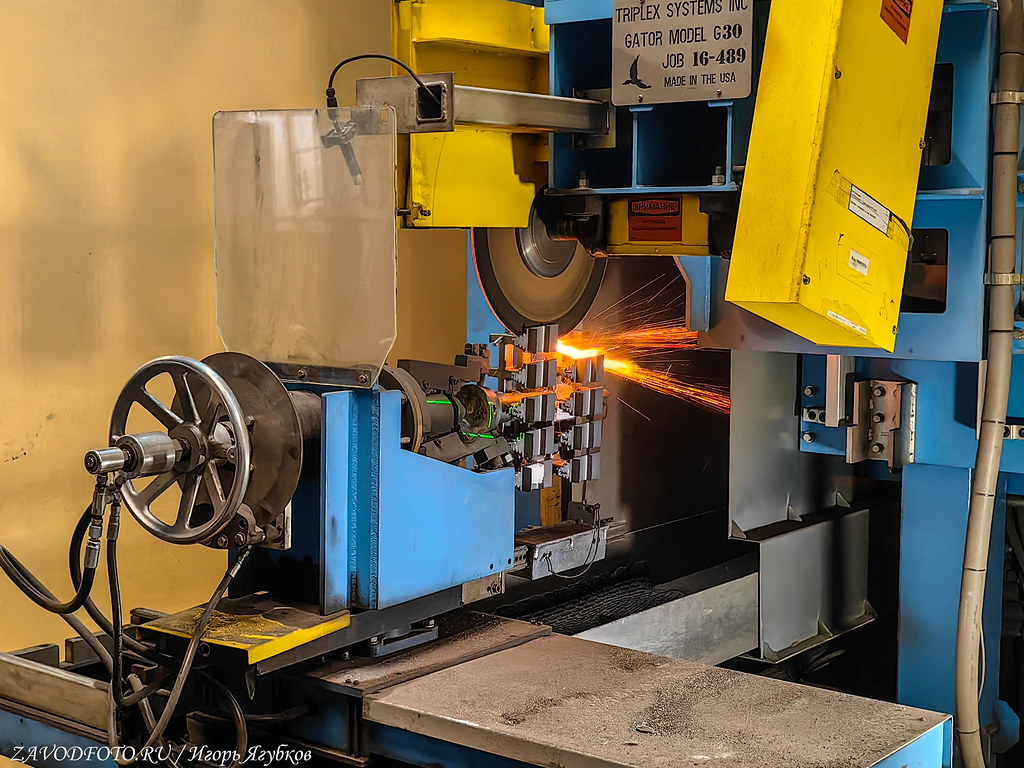
Далее у литейных форм убирают остатки керамической оболочки и срезают лишнее. Для этого используют абразивно-шлифовальные и ленточно-шлифовальные станки, ручные шлифовальные машинки чаще всего тоже при деле. В автоклаве, под действием давления, температуры и раствора щелочи керамический стержень разрушается, освобождая внутреннюю полость отливки.



Продолжение здесь: Как на заводе Турбодеталь (Наро-Фоминск) делают лопатки для турбин (часть 3)
Ваш Промблогер №1 в России Игорь (ZAVODFOTO)! Подписывайтесь на мой канал, я Вам ещё много чего интересного покажу