

Введение в раскрой - углекислотный лазер/каттер
Сильно больше половины рабочего времени печатника может занимать банальное раскидывание макета по рабочему полю. К сожалению, для среднестатистического дизайнера эта задача может оказаться непосильной, потому что необходимо учесть множество чисто технических моментов. При чём учитывать необходимо, не сколько по чеклисту, а анализировать производственный процесс в целом.
Помните, что на большинстве производств технолог и препресс отсутствуют как класс? Так вот согласовывать печать и раскрой необходимый комплекс мероприятий. Потому, что наша цель не раскрой и не печать, а оптимальное время и качество изготовления конечного изделия.
Оптимальный путь
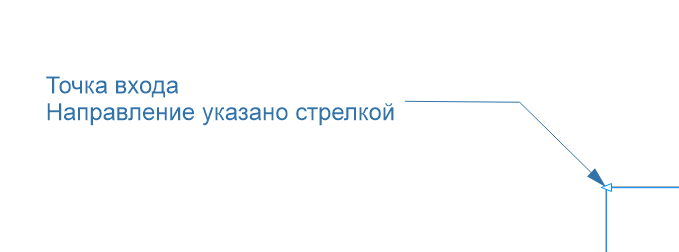
Раскидываем так, что бы режущий инструмент минимально использовал холостой ход. Учитываем, что у кривых есть начало и конец, а значит режущее оборудование, в большинстве случаев будет двигаться в заложенном направлении.
Точками входа и параметрами резки я чаще рулю уже непосредственно из LIghtBurn, просто потому, что мне так удобней. RDWorks или ещё какая софтина в комплекте с резаком это тоже обычно умеет сильно лучше чем CDR. Но, это только если софтина умеет.
Скрин из корела
В целом, управляющий софт, обычно приемлемо справляется с оптимизацией пути. Наша задача только поправлять его, когда он творит дичь или нам нужно оптимизировать программу под конкретные нужды:
Длинный тираж, с сотнями циклов программы. Когда 1 цикл занимает 45с, при экономии 10с на выполнение одного цикла нецелесообразно тратить на оптимизацию 15 минут. Когда циклов 250: 10*250/60 = 41,6 минут экономии в тираже. Это уже имеет смысл.
Безопасность. Когда мы режем на ламельном столе, при определённом размере изделия выпадают в бункер. Но существует категория форм и размеров, которые не падают, а встают на ребро. Что бы обезопасить себя от столкновения режущей головы с материалом, можно проложить её путь так, что бы она не пересекала завершённые участки.
Массив Дятлова
Бесячее явление, когда на кривой неоправданно большое скопление точек. Станок, как честная железяка пытается обработать каждую. В некоторых случаях воспринимает точку как смену направления и на каждой происходит разгон и торможение. Обычно это результат необработаной трассировки.

Общий рез
Если стыкануть прямоугольники, то реза будет не два, а один. Это очень полезная мысль если мы режем материалы не имеющие проблем с положением в пространстве.
Внутренние напряжения - в процессе резки, материалы типа фанеры или акрила вполне могут сдвинуться просто потому что захотелось. В таких случаях лучше делать отступы что бы лист банально не рассыпался.
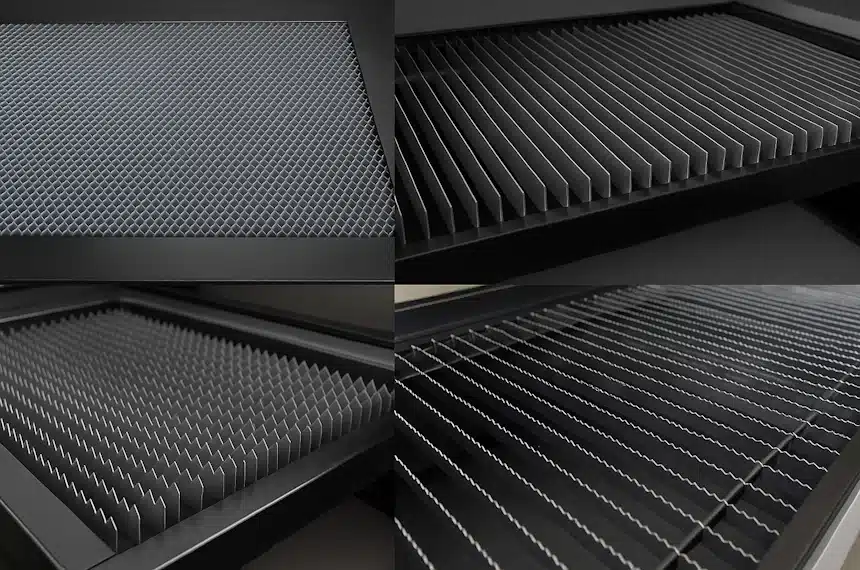
Ламели/соты - мелкие детали на СО раскройщиках имеют свойство проваливаться вниз после резки. Это не проблема, если резка завершена.
Ширина реза
Любой инструмент будь то фреза, лазерный луч или даже нож имеет физический, вполне измеряемый размер. Из этого факта следует два вывода
Неплохо бы задаться вопросом, как управляющая программа компенсирует размер инструмента
Инструмент пролазит не во все труднодоступные места
В случае с фрезерами диаметр, обычно на самой фрезе написан.
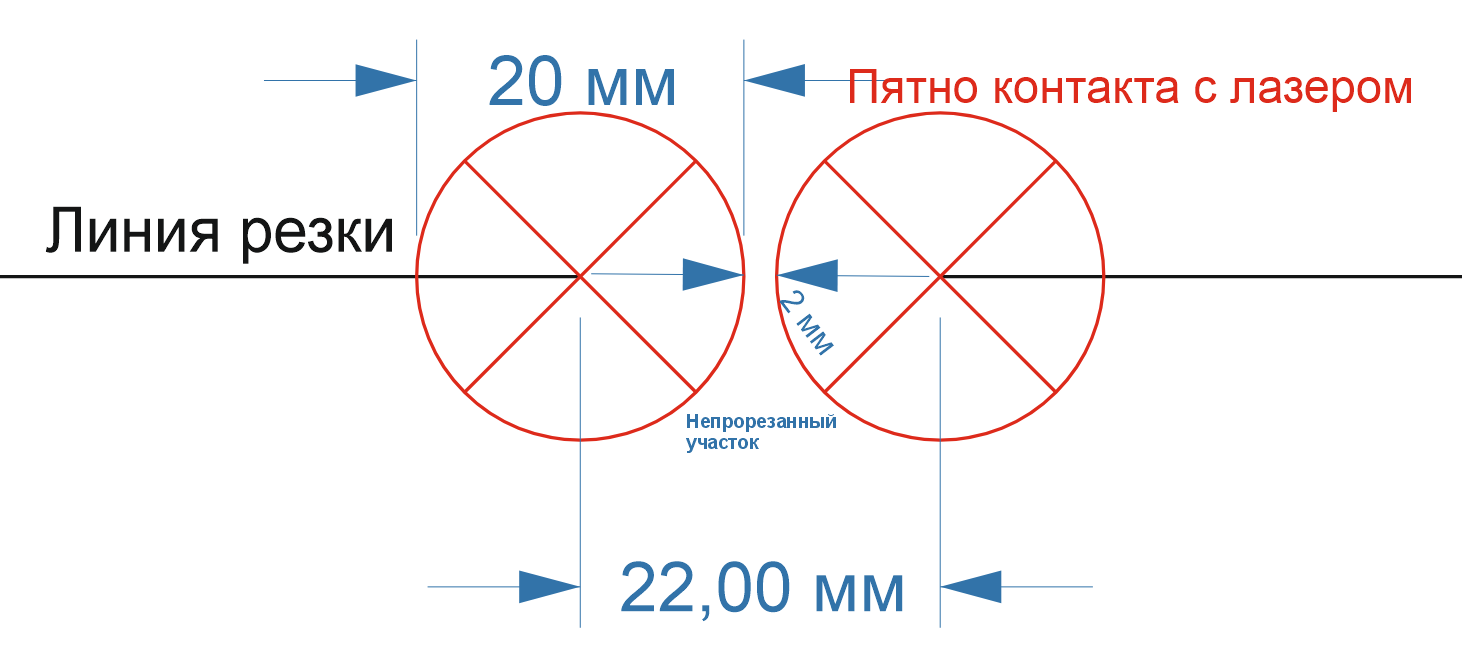
У лазеров, казалось бы, есть целая формула расчёта диаметра пятна в зоне контакта с материалом.
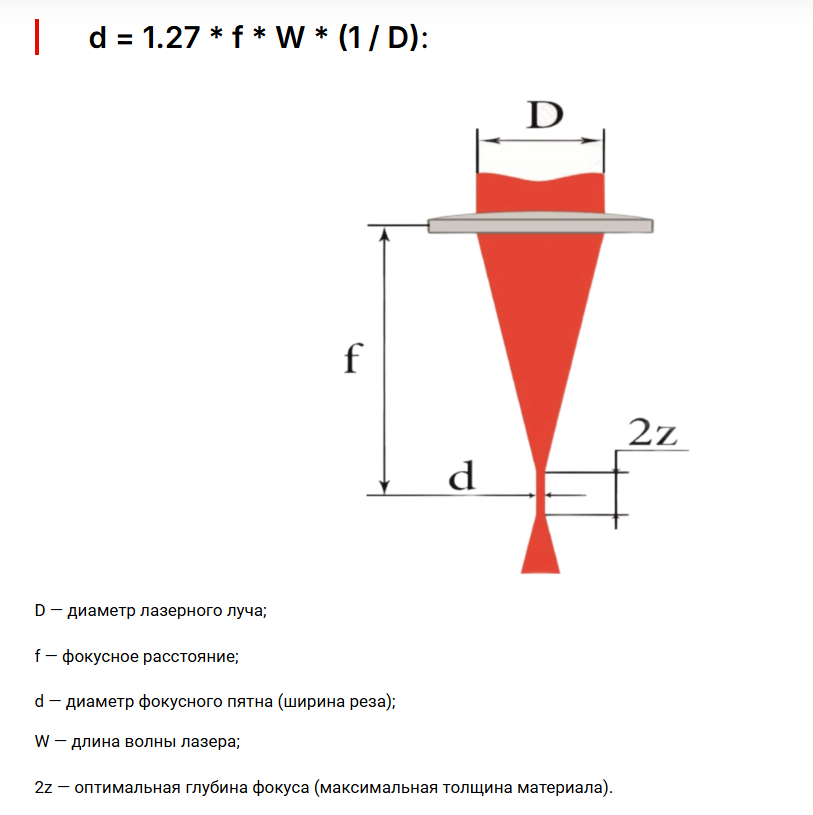
Допустим 1.27 * F63 * 0,01мм(10,6мкм) * (1/25мм) = 0,03
Вот только диаметр пятна контакта не есть ширина реза. И как считать диаметр гауссова пучка в контексте толщины реза не очень понятно. В реальности толщина реза зависит ещё и от плотности материала, его теплопроводности и способности отражать рабочий спектр лазера. Поэтому проще сделать тестовый прямоугольник, взять в руки старый добрый штандартенциркуль и просто померить разницу между отправленным и полученным.
Для акрила 4мм на линзе F63 у меня получается что то около 0,2мм. Но! На мелких деталях нужно держать в голове, что острые углы могут быть перегреты и оплавлены. Для других материалов, толщин, линз значения будут другие.
У флюгерных ножей, размером инструмента вроде бы можно пренебречь, но как всегда есть нюансы с мелкими детальками.
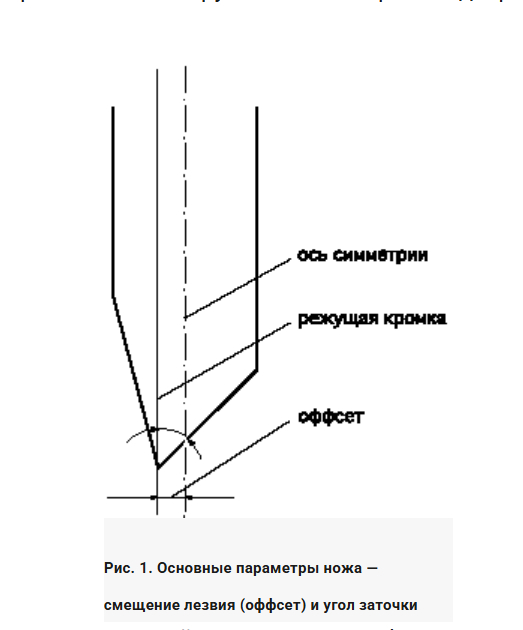
Флюгерный нож имеет такой параметр оффсет. Показано на картинке - рассояние от оси симметрии до кончика ножа. В зависимости от толщины материала, на резких поворотах может просто "зажевать" материал или просто не успеть провернуться. Да, есть технологии позволяющие минимизировать риски такого явления. К слову, на лазерах такая схема тоже работает, когда хочется минимизировать перегрев острых углов.
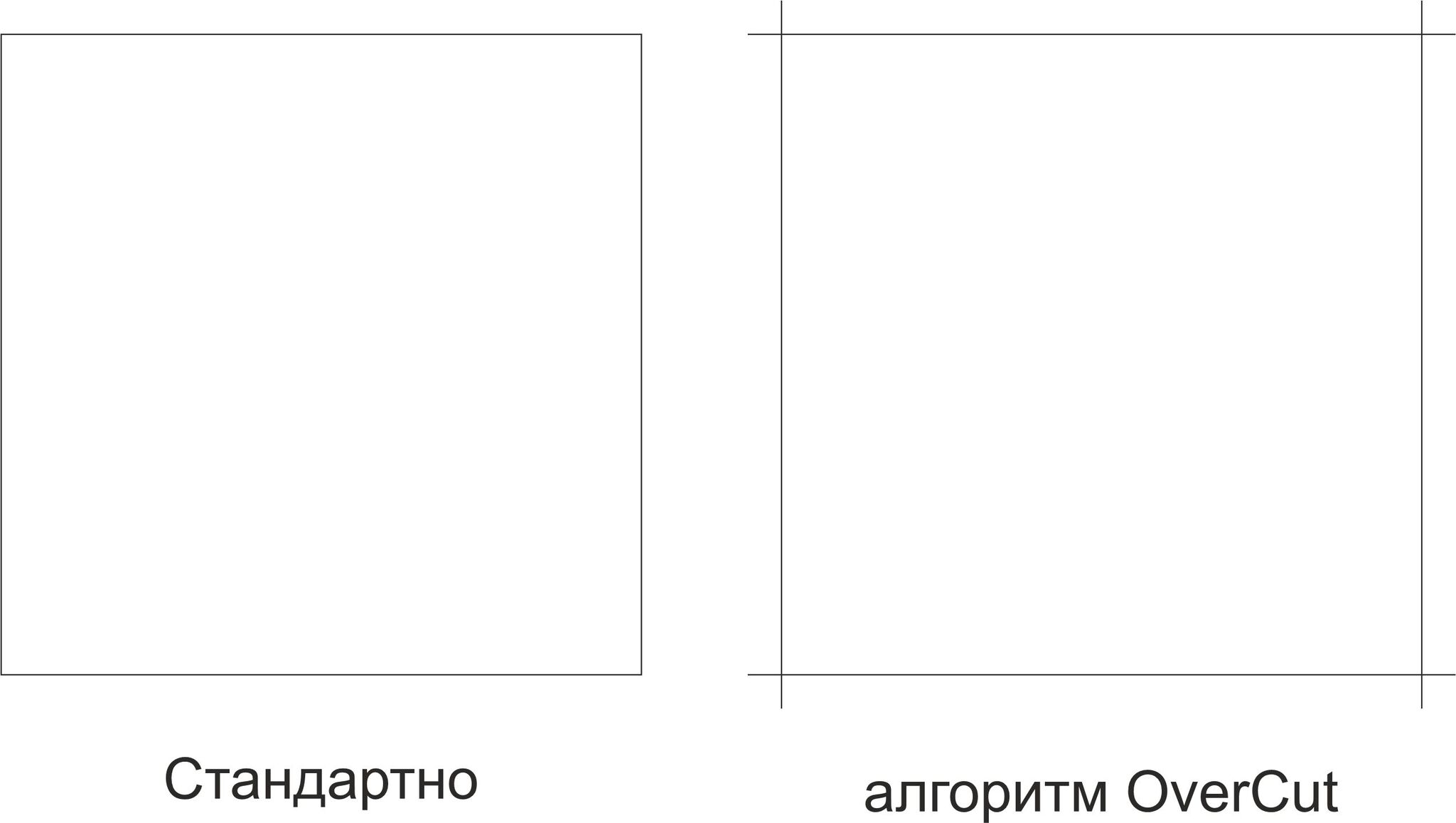
Рабочая схема, когда рез начинается раньше и заканчивается позже
Но нужно заметить, что на внутренних углах у автоматического алгоритма есть минус
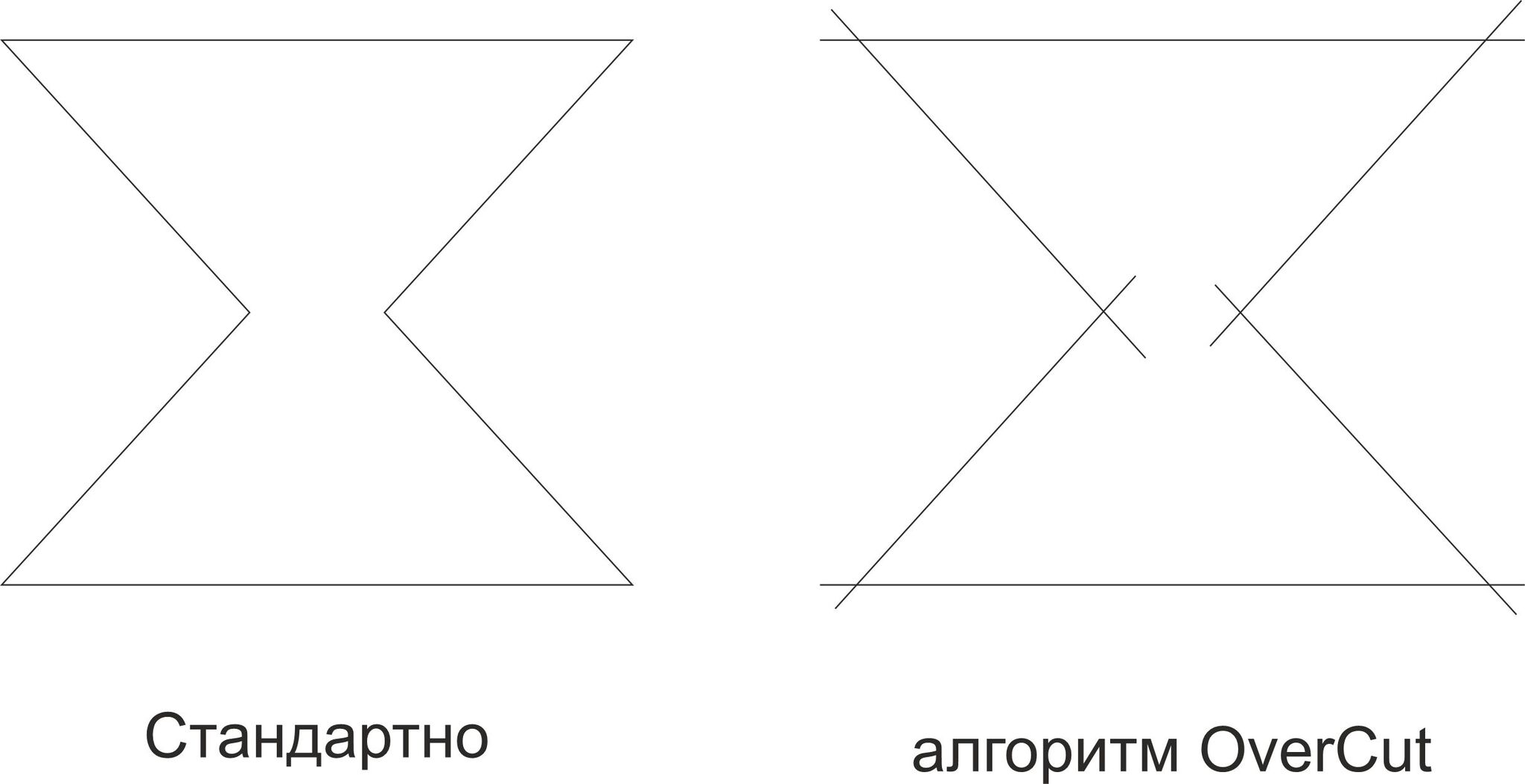
Чутка не туда воюем
Оптимальное время выполнения заказа
Задача у нас не быстро порезать, а заказ отдать быстро и в нормальном состоянии. Поэтому смотрим к каким последствиям приводят наши оптимизации.
Гейское расстояние - явление потери связи с реальностью, когда совершенно невозможно попасть в заложенные допуски предполагаемым способом. Например:
Вот порезали вы на плёнке какие то стикеры. Разумеется накидали плотнячком на расстоянии допустим 1мм. Флюгерному ножу вообще всё равно. И вот офис несёт вам благую весть, что клиент хочет получить заказ в листах размера примерно А4, а не то что вы нафигачили рулон 20 погонных метров, рулона шириной 1,27м. Попадать в этот 1мм роликовым резаком или ножницами очень сомнительное развлечение.
Дизайнера который любил поля на минимальном расстоянии от границ листа, однажды нашли за парковкой с ледорубом в ....
На подрезку соблюдаем требования по допускам. Оставляем вылеты и не размещаем ничего в поле безопасности (1).
Галтель - скругление в точках напряжения материала с целью распределения нагрузки
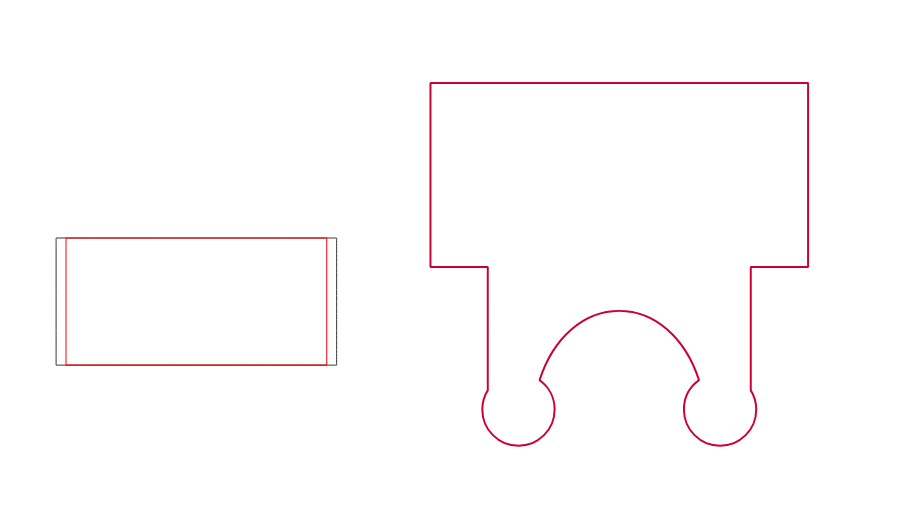
Когда дело преисполнится акриловыми статуэтками, или другими конструкциями где надо вставлять одно в другое - защёлки будут полезны.
Перемычки
Так вот. Оставил самое интересно под конец. Помните эти конструкторы
Когда нужно печатать кучу мелочи способ незаменим. Находим оптимальный размер перемычки, что бы и ничего не вываливалось и сильно заметна на конечном изделии не была. И вот прямо в таком виде тащим на принтер. В том же виде и храним до употребления.
Типографыч
11 постов4 подписчика
Правила сообщества
📜 Правила сообщества «Типографыч и печатные приключения»
1. Не плюй в шрифт — у него кегль большой, а душа нежная
Оскорбления, хамство, токсичность — всё это мимо кассы. Общаемся уважительно, дружелюбно и по-человечески. Даже если ты Arial, а собеседник Comic Sans.
2. Пиши грамотно — мы тут печатаем, а не мучаем редактора
Пожалуйста, следи за оформлением постов. Типографыч любит, когда всё по полочкам: абзацы, заголовки, логика. Не превращай комменты в рулон туалетной бумаги.
3. Без рекламы и спама — даже если ты ламинатор с душой
Реклама и ссылки на сторонние сервисы только по согласованию. Иначе Типографыч отправит тебя в папку «удалённое».
4. Посты по теме: полиграфия, дизайн, печать, история, технологии
Можно делиться своими работами, задавать вопросы, публиковать инфографику, мемы, опросы — главное, чтобы это было по теме сообщества.
5. Если споришь — спорь по фактам, а не по шрифтам
Разные мнения — это нормально. Главное: аргументы, примеры, уважение. Не надо устраивать типографскую революцию в комментах.
6. Никакой политики, срачей и токсичной типографики
Сообщество вне политики. Мы про крафт, бумагу, краску, технологию и искусство.
7. Любишь — поставь плюс, не любишь — пролистай
Если пост не по вкусу — лучше пройти мимо, чем устраивать драму в комментах.
🤖 Типографыч рекомендует:
Будь культурным, креативным и напечатай добрую карму. А если что — модераторы рядом и тоже с краской на руках.