


Программирование на FANUC (Фрезеровка кругляка)
Последнее время часто сталкиваюсь с фрезерной/токарной обработкой кругляшек.

Итак, нужно фрезернуть его, на большем диаметре сделать плоскость до меньшего диаметра. Чтобы не городить лишнюю кучу пустого хождения фрезы по воздуху, будем рассчитывать координату Х для каждого прохода отдельно.
Нам пригодится немного геометрии с Пифагором. Плоскость фрезеровки выглядит примерно так:
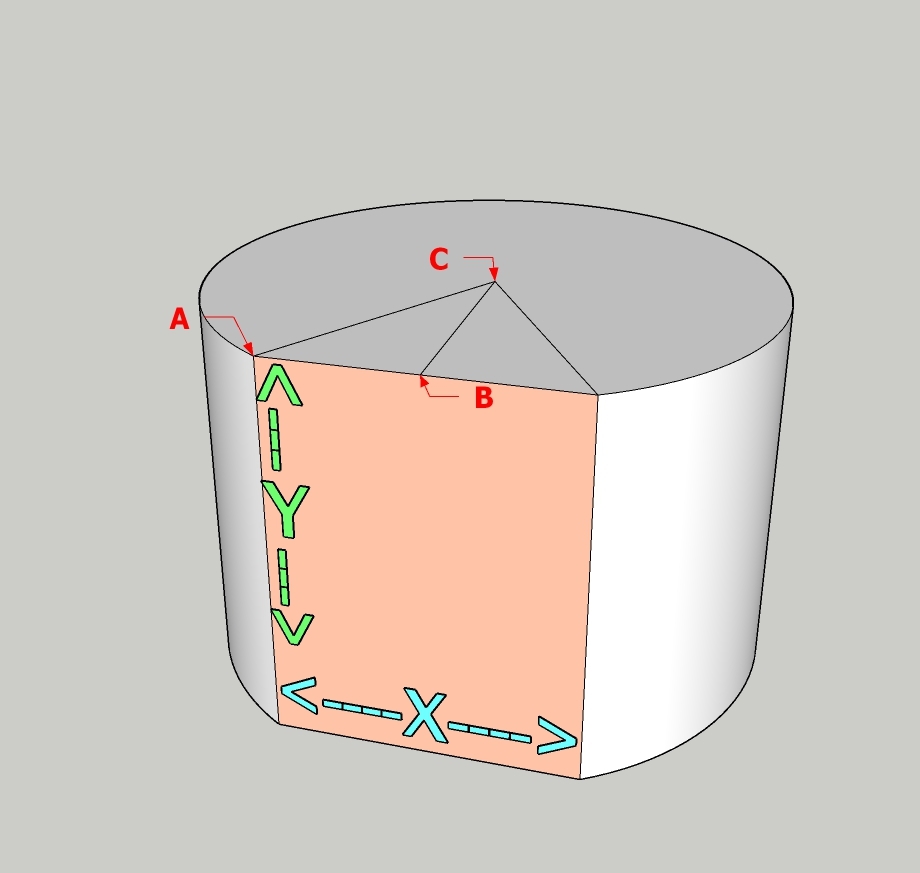
Точка "С" у нас будет нулем по оси Z, BC - параллельна оси Z, ноль по Y где-то в середине заготовки.
Точка "В" ноль по Х, нам нужно найти длинну отрезка АВ.
По Пифагору АС^2 = АВ^2 + ВС^2. АС - радиус заготовки, ВС - наш проход по оси Z, который будет уменьшаться до нужного размера.
Берем цикл из предыдущего поста и дополняем его расчётом:
#1=150(начальная координата);
#2=110(конечная координата);
#3=3(шаг);
#4=150(радиус заготовки)
N5;
#1=#1-#3(минус шаг);
IF[#1LT#2]THEN#1=#2(если текущее значение #1 меньше конца, то мы их приравниваем);
(подход на рабочую координату);
#5=SQRT[#4*#4-#1*#1](расчет координаты Х, чем ближе к центру заготовки, тем больше будет значение Х)
G0X-[#5+20+5](подход по Х, складываем расчетный край фрезеровки+радиус фрезы+немного для безопасного подхода)
G1Z#1(подход на Z);
(контур обработки, фрезерования или точения);
G1X[#5+5];(можно использовать контур, либо подпрограмму на фрезеровку прямоугольника/круга/любой фигуры)
(отход);
G0Z[#1+#3];
IF[#1NE#2]GOTO5(если текущая координата не равна концу, то продолжаем обработку по циклу);
(если они равны то идем далше по программе);
данная программа показана как пример, ее нетрудно переделать под свои оси и условия обработки
можно немного дополнить на проверку радиус больше начальной координаты
IF[#1GT#4]THEN#3000=1(Z больше радиуса заготовки) /выдаст сигнал тревоги
так же можно считать радиус фрезы из офсета с помощью переменных #6=[#_OFSRG[[#_BUFD]]]
[#_BUFD] - это параметр считывания привязки через параметр D, [#_BUFH] для считывания через Н. [#_OFSRG[n]] - значение компенсации на радиус вершины инструмента из вкладки геометрия.
Либо просто воспользоваться компенсацией на радиус инструмента G41/G42
PS
до цикла while так и не добрался
Лига ЧПУшников
2.2K постов12.2K подписчиков
Правила сообщества
никакой политики