

Как запрограммировать несколько деталей на одном вылете (стойка Fanuc)
Всем привет! Сегодня я поведаю, как решаю вопрос обработки нескольких деталей на одном вылете заготовки. То есть, как без лишнего разжатия патрона сделать несколько деталей.
Самый простой способ, скопировать-вставить, и просто поменять для каждой детали рабочую систему координат. Но такая УП выйдет громоздкой и неудобной для внесения правок. Думаю, с этим сложно не согласиться.
Поэтому я в данном случае обращаюсь к параметрическому программированию.
В мою задачу входило сделать кольца, внешним диаметром около 70 мм, а внутренним около 60 из материала Д16. Точных размеров и чертежей приводить не буду, так как это является коммерческой тайной, хоть ничего сверхсекретного и нет.
Я решил делать по пять деталей с каждого вылета. Для начала запрограммировал торцовку и сверление корпусным сверлом на длину сразу всех пяти деталей, вышло что-то около 50 мм.
Далее код выглядит так.
В принципе, ничего сложного в нём нет, но разжую для тех, кто еще не пробовал программировать с помощью параметров.
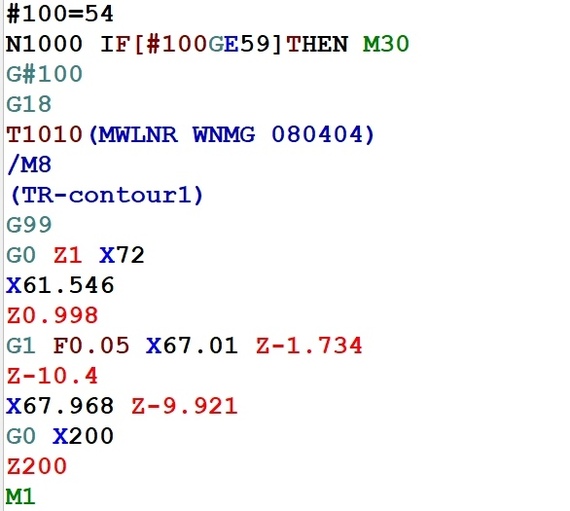
В начале программы сказано, что параметр #100 равен 54. Далее приведено условие, что если параметр #100 будет больше или равен 59, то УП отработает код M30, что, как всем известно, означает конец программы.
После указан G-код с параметром #100. Это значит, что в этом месте станок отработает то значение, которое указано выше. В данном случае это будет G54, указание рабочей системы координат, в которой будет проходить отработка УП.
Дальше ничего особенного, просто выбор плоскости, вызов инструмента и описание контура.
Поэтому переходим сразу на конец программы.
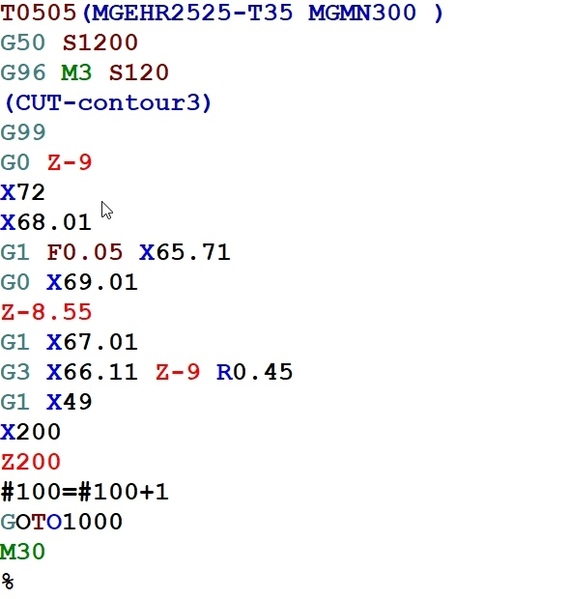
Большая часть со скрина нам в данном случае неинтересна, нам нужны две строчки в самом низу перед M30.
В них сказано, что параметр #100 становится равен параметру #100+1, и идёт переход к кадру номер 1000. То есть, мы возвращаемся к первому скрину, а параметр #100 становится равен 55. Рабочая система координат меняется на G55. И теперь после окончания обработки каждой детали на вылете она будет также меняться на следующую.
Остается только правильно указать значения нуля по оси Z в каждой системе координат.
У меня это выглядело так.
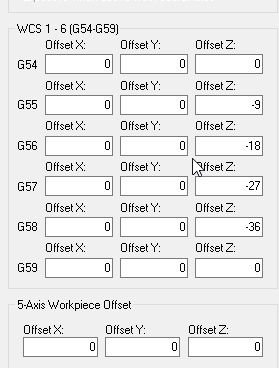
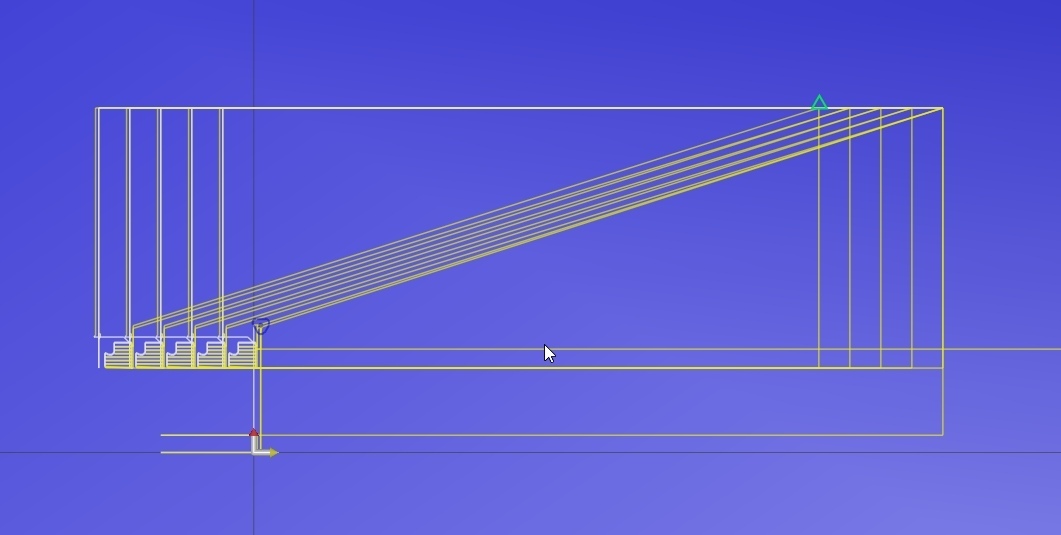
Несложно заметить, что между значениями шаг в 9 мм - именно такой длины у меня была деталь, учитывая отрезку. Это скрин из CIMCO. Если в ней указать координаты рабочих систем, то она сможет сгенерировать траекторию движения инструмента максимально близко к станочной.
Вуаля!
В завершении скажу, что это лишь один из способов, я знаю ещё пару, но в этот раз получилось так. А как вы решаете подобные вопросы? Делитесь в комментариях!)




Лига ЧПУшников
2.1K постов12.1K подписчиков
Правила сообщества
никакой политики