
Встречное и попутное фрезерование
Хотел бы рассказать почему в СССР изначально было развито встречное фрезерование, а у буржуев попутное. Я бы хотел рассказать, как мне рассказывали на лекциях далекие 11 лет назад.
Попутное фрезерование
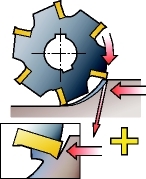
Попутное фрезерование пришло нам с Европы. Основные плюсы попутного фрезерования - это более чистая получаемая обработанная поверхность. Шероховатость меньше, чем при встречном фрезерование, то есть дополнительной чистовой обработки часто не требуется. Другой существенный плюс, то что заготовка прижимается к столу станка, а пластина в гнезде корпуса. Стружка летит обычно в сторону, а не вверх, как у встречного фрезерования. Силы резания, которые влияют на жесткость и мощность станка максимальны на входе и минимальны на выходе.
Отрицательные стороны тоже присутствуют - это высокие ударные нагрузки, когда зуб фрезы входит в деталь и начинает снимать припуск от большого к малому. Более высокая жесткость станка, что бы было меньше погрешностей. Это все влияет на стоимость оборудования и инструмента, которое будет дороже, чем при встречном фрезеровании. Так же высокий уровень шума при попутном фрезеровании, что влияет на слух оператора. Поломки инструмента бывают тогда, когда под действием сил резания заготовка смещается и увеличивается снимаемый припуск, резко увеличивается нагрузка и дорого инструмента нет, если оператор рукожоп, то можно вылететь в трубу на инструменте.
Встречное фрезерование
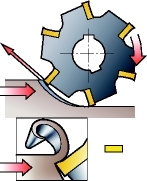
Встречное фрезерование изначально использовалось в СССР. В основном использовалось для черновой и получерновой обработки, и после этого в основном чистовая обработка бала шлифование или хонингование. Если радиус припуска меньше радиуса зуба фрезы, а это всегда при входе в резание, то происходит заминание материала и повышение твердости на поверхности, т.е. упрочнение верхнего слоя (иногда это выгодно). При этом идет отрыв детали от стола станка за счет сил резания инструмента, погрешность изготовления ниже. Пластина быстрее нагревается от трения о поверхность. При этом встречное фрезерование более предпочтительнее при неравномерном припуске при фрезеровании, чем попутное фрезерование. Так же может возникать наклеп (вообще очень интересная штука в резании), который при определенном моменте увеличивает стойкость инструмента и увеличивает шероховатость, уменьшая качество обработки (в принципе ерунда, если потом чистовая обработка шлифованием). Но иногда такого качества и не надо, по крайней мере для большинства товаров народного потребления. Если плохо прикрепить заготовку на столе станка, то деталь от сил резания может вылететь.
Станок для встречного фрезеревания менее жесткий и более дешевый. При таком фрезеровании идет более плавная нагрузка на станок. В основном режущая кромка выкрашивается. Требуется более низкая специализация оператора.
Почему же сейчас в основном используют попутное фрезерование?
Ответ прост, да потому что нищие. При попутном фрезеровании можно сделать черновые и чистовые работы, да это чуть дороже, но зато экономия на рабочем месте, специалистах, аренде и меньше простоев станка.
При встречном фрезеровании чистовую обработку сложно сделать и надо использовать шлифование, что делает деталь в итоге более качественнее и стабильнее(меньше брака, меньше поломок при эксплуатации и ремонте...но кого это волнует?), но это больше станков, больше простоев, больше специалистов, больше времени на изготовление детали. Это надо уметь планировать и продавать свои услуги (многие не умеют)
Если считать экономику с учетом качества, то оба методы имеют право на жизнь и иногда выгодно использовать встречное, а иногда попутное фрезерование. Для этого нужен хороший специалист, который разбирается в инструментообеспечении, но как таковых, в 99% наших компаний таких специалистов нет. У нас в основном покупают, как консультант предложит, а тому бы только продать. А надо все таки с учетом оборотов, подачи и материала выбирать.
В СССР больше гнались за качеством, а потом пришел капитализм и западные технологии, где должно все окупаться. При этом, начиная с 90-х годов было практически убито станкостроение, и место советских станков заняли Европейские и японские, потом еще китайские. А там было в основном попутное фрезерование. И сейчас станки дороже, инструмент дороже, качество ниже.
Вообще есть доказанная формула, что чем дороже станок, тем дешевле должен быть инструмент, и наоборот. Находится оптимальное значение и получается оптимальная себестоимость. У нас это практически не соблюдается, обычно дорогой станок и дорогой инструмент.