
ЧПУ для начинающих. Параметрическое программирование.
Не все задачи можно решить с помощью 3D моделирование или специализированного софта. Иногда приходится встряхнуть опилки в голове.
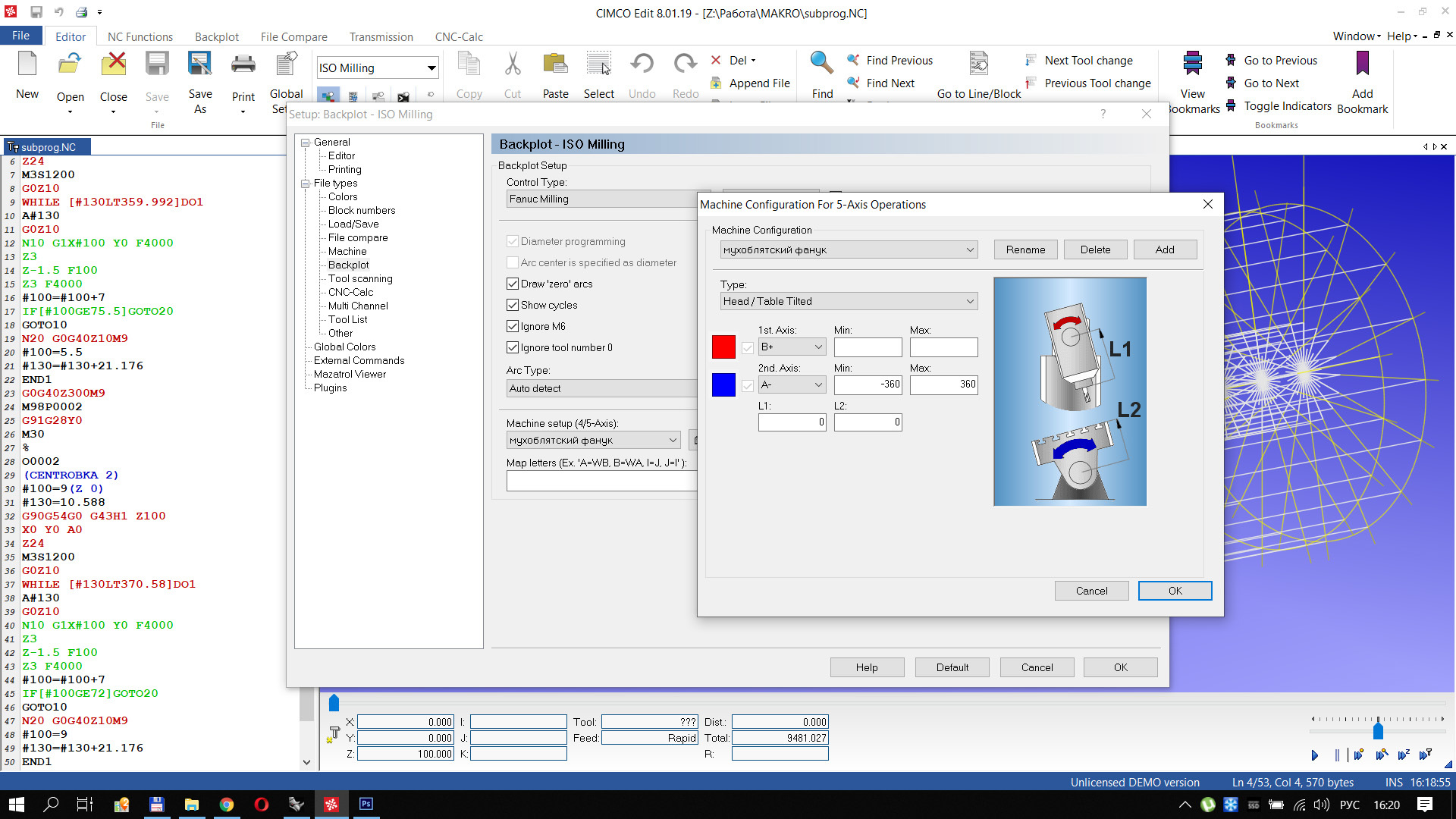
По этому поводу задачка (с подсказкой) для начинающих. Здесь же, кто не знает, можно глянуть, как отрабатывать подпрограммы в CimkoEdit и как настроить симку под свой станок.
Итак, задачка:
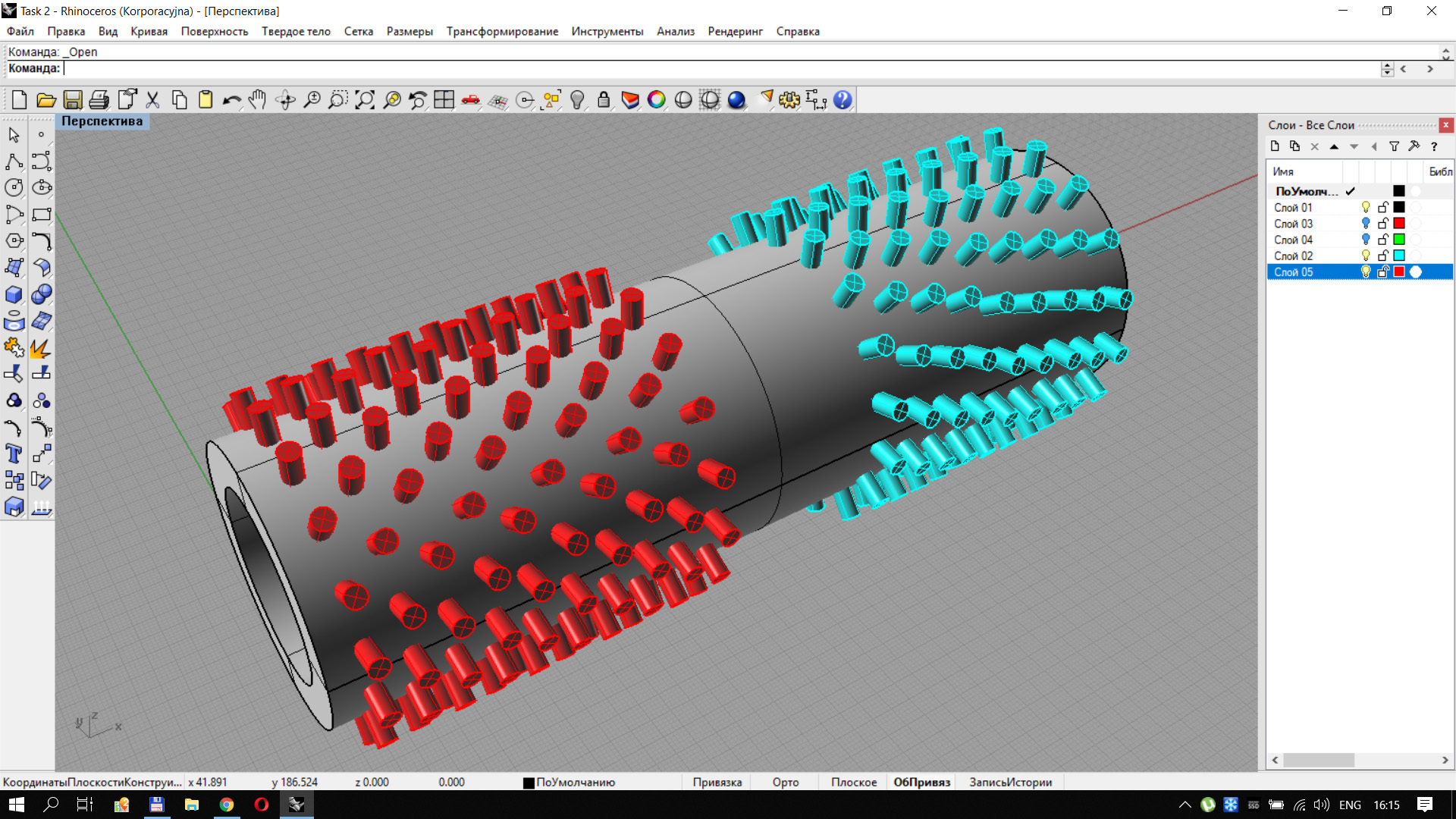
Насверлить отверстий в трубе. В одном случае отверстия расположены в шахматном порядке, в другом типа как по многозаходной резьбе. Решение для линейно расположенных отверстий я приведу в конце поста. Обработка на четырёхосевом станке(!)
Вот настройки Симки для приведенного ниже решения:
Собственно прорисовка для линейно расположенных отверстий:

Ну и код решения для линейного расположения. В нём легко понять, как подцеплена подпрограмма:
G90G54G0 G43H1 Z100
X0 Y0 A0
Z24
M3S1200
G0Z10
WHILE [#130LT359.992]DO1
A#130
G0Z10
N10 G1X#100 Y0 F4000
Z3
Z-1.5 F100
Z3 F4000
#100=#100+7
IF[#100GE75.5]GOTO20
GOTO10
N20 G0G40Z10M9
#100=5.5
#130=#130+21.176
END1
G0G40Z300M9
M98P0002
G91G28Y0
M30
%
O0002
(CENTROBKA 2)
#100=9(Z 0)
#130=10.588
G90G54G0 G43H1 Z100
X0 Y0 A0
Z24
M3S1200
G0Z10
WHILE [#130LT370.58]DO1
A#130
G0Z10
N10 G1X#100 Y0 F4000
Z3
Z-1.5 F100
Z3 F4000
#100=#100+7
IF[#100GE72]GOTO20
GOTO10
N20 G0G40Z10M9
#100=9
#130=#130+21.176
END1
G0G40Z300M9
G91G28Y0
M99
Не то что бы я хочу, чтобы у Вас кукуха слетела))) Хороший наладчик - это наладчик с развитым мышлением. Это задачка на развитие мышления.