
Закрывайте форточку перед запуском 3D-печати — вот почему
Ночью ферма не спит.
Двадцать четыре принтера работают в сорокаметровой комнате — гудят моторы, слой за слоем растут детали.
Владелец ушёл домой. Всё под контролем: слайсер настроен, температуры выставлены, G-код проверен.
К утру должна быть готова партия корпусов из поликарбоната. Крупный заказ. Дорогой заказ.
Утром — брак. Расслоения. Искривлённые стенки. Углы, оторвавшиеся от стола прямо в середине печати.
Клиент присылает фотографии и отказывается от товара.
Это не первый раз. Дефекты появляются непредсказуемо: одна деталь выходит чистой, следующая с тем же кодом трескается. Всё перепроверено — температура сопла, скорость, ретракция, прошивки, пластик.
Ничего не помогает. Форумы молчат. Мануалы не объясняют.
А потом, ночью, когда провальный цикл запускается в третий раз подряд, замечается кое-что. Форточка. Приоткрытая. Она и была причиной.

Невидимый участник каждого слоя
Люди думают о печати как о трёх вещах: экструдере, материале и движениях головки.
Воздух в этой схеме — пустота.
Принтер работает — воздух ни при чём. Это ошибка. И она стоит денег.
Воздух внутри камеры принтера — активный участник каждого слоя.
Он забирает тепло от только что выдавленного жгута пластика.
Он переносит влагу, которая разрушает материал прямо в сопле.
Он создаёт перепады температуры, которые скручивают крупные детали.
Он несёт частицы, которые вдыхают люди, сидящие рядом с принтерами.
Начнём с тепла.
Когда пластик выходит из сопла, он сцепляется с предыдущим слоем.
Скорость остывания определяет, насколько крепким будет это сцепление.
Если воздух у принтера холодный — жгут остывает слишком быстро. Сцепление слабое. Слой ложится, но не прилипает как надо.
Сквозняк от форточки, кондиционер, открытая дверь — всё это меняет скорость охлаждения в конкретной точке.
Одна зона остывает быстрее, другая медленнее. Материал в этих зонах ведёт себя по-разному. Деталь ломается там, где расчёт поломки не предполагал.
Инфракрасная термография открытых принтеров фиксирует вертикальный температурный градиент: 5,4 °C на каждый миллиметр высоты детали.
Деталь высотой сто миллиметров накапливает 540 градусов перепада между основанием и вершиной.
Нижние слои держатся на горячем столе.
Верхние остывают и тянут материал вверх.
Не выдержала адгезия первого слоя — угол отрывается от стола.
Не выдержало межслойное сцепление — деталь расслаивается посередине.
Владелец фермы называет это случайными дефектами, а физика следствием воздушной среды.
Катушка убивает деталь изнутри
Температура — только половина задачи.
Вторая половина — влажность. И с ней серьёзнее.
Пластики впитывают влагу из воздуха. Не за дни — за часы.
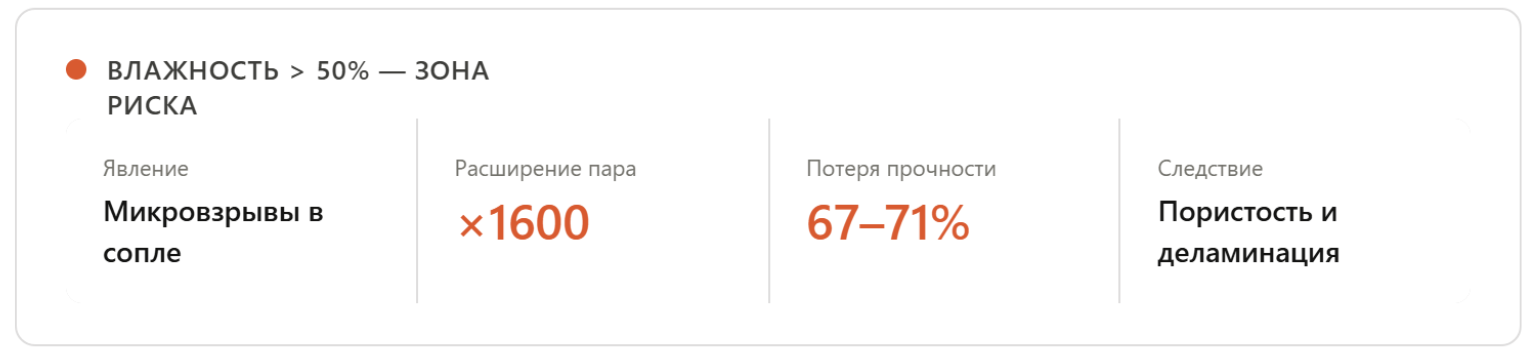
Катушка нейлона, оставленная на ночь в помещении с влажностью выше 50%, к утру уже насыщена водой. Поглощённая влага меняет структуру материала: снижает массу, нарушает поведение расплава в сопле.
Когда влажный пластик доходит до горячего сопла, вода мгновенно превращается в пар. Расширение — в 1600 раз.
На поверхности детали — пузыри и шероховатость. Внутри — микропоры, снижающие прочность на разрыв на 67–71%.
Деталь выглядит «напечатанной».
Ночная печать опаснее дневной.
Ночью температура в помещении падает, и относительная влажность резко растёт — это базовая психрометрия, не теория заговора.
Катушки в открытых держателях активно впитывают влагу.
Не каждый пластик прощает
Пластик ведёт себя по-своему:
PLA — усадка 0,3–0,5%, чувствительность к воздуху низкая, терпит умеренные колебания среды.
ABS — требует окружающей температуры 40–60 °C, усадка вдвое выше, кратковременный холодный поток срывает углы модели.
Нейлон — без защиты даёт усадку до 3%.
Поликарбонат — требует 60–90 °C в камере и реагирует на колебания температуры и влажности.

Для PLA на открытой раме жизнь более-менее терпимая.
Для ABS, нейлона и поликарбоната открытая рама — это систематический источник брака. Слайсер это не исправит.
Именно поликарбонат уничтожил тот крупный заказ. Корпуса для промышленного оборудования. Пластик, который не прощает отклонений.
Заказ потерян. И только после этого начинается системная работа с воздухом.
Ферма под наблюдением
Первый шаг — понять, что происходит на самом деле.
Гигрометры с записью минимума и максимума — у каждой группы принтеров и у катушек.
Оптимальный диапазон для стабильной печати: 30–45% относительной влажности.
Ночью на ферме показатели уходят за 60%. Это происходит каждую ночь.
Дымовой тест. Ароматическая палочка ставится на печатную платформу, принтер выключен, наблюдение за дымом.
Дым поднимается вертикально — норма.
Резкое отклонение — источник потока.
В нескольких точках дым уходит в сторону. Щели в перегородках и вентиляционная решётка под потолком. Источники сквозняков найдены.
Тестовые кубы. Полый куб со стороной 100 мм из ABS на каждой машине, без обдува.
Норма — без трещин.
На восьми принтерах из двадцати четырёх трещины есть. Восемь машин систематически давали брак.
Акустическая проверка пластика. Сопло нагревается до рабочей температуры, 50 мм пластика выдавливаются в свободном падении.
Норма — ровный непрерывный звук.
На трёх катушках щелчки и пар.
Нейлон, простоявший трое суток в открытом держателе, уже непригоден.
Просушка при 50–70 °C шесть часов возвращает его в норму.
Перестройка фермы, ноль рекламаций
Что сделано:
1. Принтеры под ABS, нейлон и поликарбонат получили закрытые корпуса.
2. Принтеры для PLA остались на открытых рамах, но с защитными экранами — для PLA избыточное тепло мешает, нужен баланс, а не просто закрытый корпус.
3. Принтеры для PLA остались на открытых рамах, но с защитными экранами — для PLA избыточное тепло мешает, нужен баланс, а не просто закрытый корпус.
4. Нейлон и TPU перевели на герметичные драйбоксы: подача пластика идёт из закрытого контейнера с осушителем, без контакта с воздухом помещения. Влага не попадает в катушку вообще.
5. Катушки на ночь убираются в герметичные контейнеры.
6. Гигрометры фиксируют данные. При превышении 45% влажности приходит оповещение.
Результат измеримый. Процент брака упал до минимума.
Заказ на поликарбонатные корпуса повторился — и закрылся без единой рекламации.
Человек рядом тоже платит
Есть ещё один фактор, о котором говорят реже всего. Он касается не детали, а человека рядом с принтером.
Пластик при нагреве выделяет летучие органические соединения.
ABS выделяет стирол, нейлон — капролактам.
Эти вещества не пахнут, но присутствуют в воздухе.
Самая высокая концентрация — в первые пять минут после начала. Обычная вентиляция разбавляет их, но не удаляет.
HEPA и угольные фильтры в закрытых корпусах снижают концентрацию твёрдых частиц вдвое и больше.
Единственная защита — форточка. Та что, была источником сквозняков и дефектов.
Физика сильнее G-кода
Воздух — не пустота. Теплоноситель, переносчик влаги, химическая среда.
На ферме из двадцати четырёх принтеров каждый из этих факторов умножается на двадцать четыре. Результат суммируется в браке и потерянных заказах.
Это справедливо и для одного принтера.
Катушка нейлона у окна за ночь набирает влагу.
Детали из ABS трескаются у принтера на открытой раме зимой.
Корпус, напечатанный в тёплой комнате, деформируется в холодном гараже.
Принтеры делают то, что им говорит код.
Воздух делает то, что ему говорит физика. Физика сильнее G-кода.
Форточка закрыта. Гигрометры стоят на местах. Нейлон идёт в экструдер из герметичного бокса.
Ночью дефектов больше нет.
Больше полезных инструкций в моём телеграм-канале https://t.me/spagetti3d