
Пугающая скорость Bambulab P1P
Данные аппараты работают на скорости до 500 мм/с благодаря карбоновым направляющим и точной системе калибровки.
Данные аппараты работают на скорости до 500 мм/с благодаря карбоновым направляющим и точной системе калибровки.
Да и не похоже оно на 500. Где-то 250, кажется мне... На такой амазинг спид я и так сам смотрю регулярно)))
Вот если бы он упомянул ускорения, а не линейную скорость холостого хода, т.к. хот энд дает где-то 24-25 мм³/с максимум, что с соплом ø0.4мм даст где-то 250 мм/с максималочки, то это бы был разговор)
Дома буду, покажу, пинганите через неделю)
Специально для вас поставлю максимально доступную скорость)
Так, я тут нашёл старое видео)
Амазинг спид, извините, не будет, это медленный рабочий профиль для прочных деталей: 4 периметра, гироид 40% (красивой тряски, как у вас, не будет - сетка мелкая, мне нужна от него прочность), инфил и внутренние периметры 200 мм/с при 0,8 м/с², внешние периметры и верхние поверхности 120 мм/с при 0,4 м²/с.
С удивлением узнал, что .mp4 на Пикабу нельзя загрузить, так шо в Ютубе... Который с какого-то перепуга сделал из него шорты.
Edit: а, забыл... Пластик ABS, так что он в закрытой камере сидит. Уж извиняйте за блики, это видео не для красивостей было снято)
Ага, сток ноунейм 120 мм/с на 0,3 м²/с, здесь таких движений вообще нет)
А так - линейная скорость хорошо, но если из-за неё не спекутся периметры - это плохо. Поэтому здесь, опять же, всего 200 мм/с, или если всё-таки в реальных единицах - 16 мм³/с материала, т.е. примерно чуть более половины предельной скорости машины (30 мм³/с - она же 375 мм/с, но... зачем?) или 2 мм³/с запаса для хорошего пропекания материала.
Так что да, не амазинг спид, а грёбаная рутина, т.к. если эта зараза сломается - у нас отвалится пара деталей на установке, а это сорвёт эксперимент на несколько часов, пока не приготовим новые растворы.
Да нет, внешнее качество сделать несложно - хотел бы только красивое, взял бы быстрый профиль. Сложно же - сделать печать ABS так, чтобы он имел коэффициент запаса прочности по Z не менее 1.75, лучше 2, и при этом работал в условиях температур до 80°С без деформации (для чего необходимо максимальное отсутствие внутренних напряжений). Я же обещал медленный профиль?) Воооот. А для амазинг спид нужно брать PLA - его я вообще на 35 мс³/с мог бы выкрутить.
А ABS - капризная зараза, если хочешь не просто красиво, но ещё и прочно. Поэтому здесь и камера с рабочей температурой 70°С, и рециркуляционный фильтр, и дорохобохато экструдер. Поэтому обдув ограничен (хотя он у Стелсбернера и так, если честно, слабоват - слишком длинные воздуховоды с большим количеством изгибов теряют давление), скорости маленькие, ускорения порезаны...
А хотел бы красиво и быстро, таким выпендрёжем можно было бы не заниматься, но хочется прочно и не очень медленно, а то на работе Пикассо вообще даёт по ABS прочные детали всего при 5 мм³/с.
З.Ы. и тут я понял, что зажрался, 16 мм³/назвав медленным. Извините.
У p1p максимальное ускорение головы 20мм/с^2 и скорость объема максимум около 22мм^3/с (без специальных пластиков и прочих модификаций) Но по факту тут сильно зависит от материала. Тот же TPU медленно печатается из-за свойств материала.
Я ABS не печатаю, мне лень стенки ставить. Да и если надо прочности использую PLA-CF. Но он и печатается медленнее, чем PLA.
Мне, в свою очередь, лень разбираться с композитами, особенно с учётом возможности делать детали прочнее с имеющимся материалом. Да и стальное сопло я так и не распаковал, сопла-делители слишком уж удобны, но их медная вставка и латунный корпус будут сожраны композитами очень быстро - скорее всего, их уйдёт пара штук на катушку того же PA-GF30. Так что настройки, настройки и обучение свойствам полимеров - наше всё.
А скорость потока - это без спецпластиков и прочей ненужной мишуры, ABS на видео - вообще весь дешёвый FDPlast, кроме кассеты экструдера и каретки X (если её вообще видно): там, емнип, уже ESun ABS+, он заметно более жёсткий - хотя, может, это был ещё FDPlast, я уже не помню. Это просто Рапидо, который стоит, как вся башка того же кастомного Эндер 3, наверное, но и лупит на все деньги, с соплами-делителями и настроенными профилями)
И да, при установке Рапидо с хорошим фидером - такую же максимальную эффективную скорость потока смогут развить Ворон v2, Ворон "Нолик" или Трайдент, Ратриг, VZBot, Восток, Ультистил, HevORT, теоретически Эндер 3, если разгонится (лень считать)... И если его каким-то образом приколхозить на X1C или P1P, то и они прекрасно разгонятся до таких потоков, но у Бамбулабов несколько нестандартный подход к конструкции экструдера. Честно сказать, я бы хотел там видеть разгруженный барьер, чтобы снизить риск банально оторвать хот энд от колда при столкновении на холостом ходу, а то на забугре уж очень часто проскакивает такая картина:
Мне пришлось поменять шестерни экструдера и сопло на закаленную сталь чтобы печатать композитом. Хреново, что производитель не ставит их по умолчанию.
Вы печатаете abs в жилом помещении?
Я печатаю ABS в закрытой камере, с использованием фильтра. Пробы воздуха на GLPC даже непосредственно из подвала показывали уровень VOC в пределах ПДК.
Шестерни-то у меня закалённые. Зачем мне обслуживать фидер, который можно сделать бессмертным?
Разгруженный барьер - термобарьер, не являющийся структурным (несущим) элементом экструдера. Достигается, монтажом нагревательного блока на винты или штифты. Позволяет применять очень тонкий материал барьера, снижает риск его повреждения. Примеры: Phaetus Dragon и Rapido, SE Mosquito, VZBot Goliath (ещё бы, такая-то дура), стоковые от Creality.
Нагруженный барьер - является структурным элементом экструдера, соединяющим его половины. Более простая и дешёвая конструкция, но требует более толстого барьера и уязвима к повреждениям при нагрузке на излом. Примеры: E3D V6 и Revo, Phaetus Dragonfly, Bambulabs X1, VZBot Nova.
Так, Рапидо выдерживает не то, что удар сбоку, а таскание по столу с такой силой, что завальцовывается латунное сопло, сдирается PEI, и царапается пружинная сталь стола. Если забыть поставить на место концевик по Z, 4 мотора с редукторами 4:1 развивают очень высокое усилие)
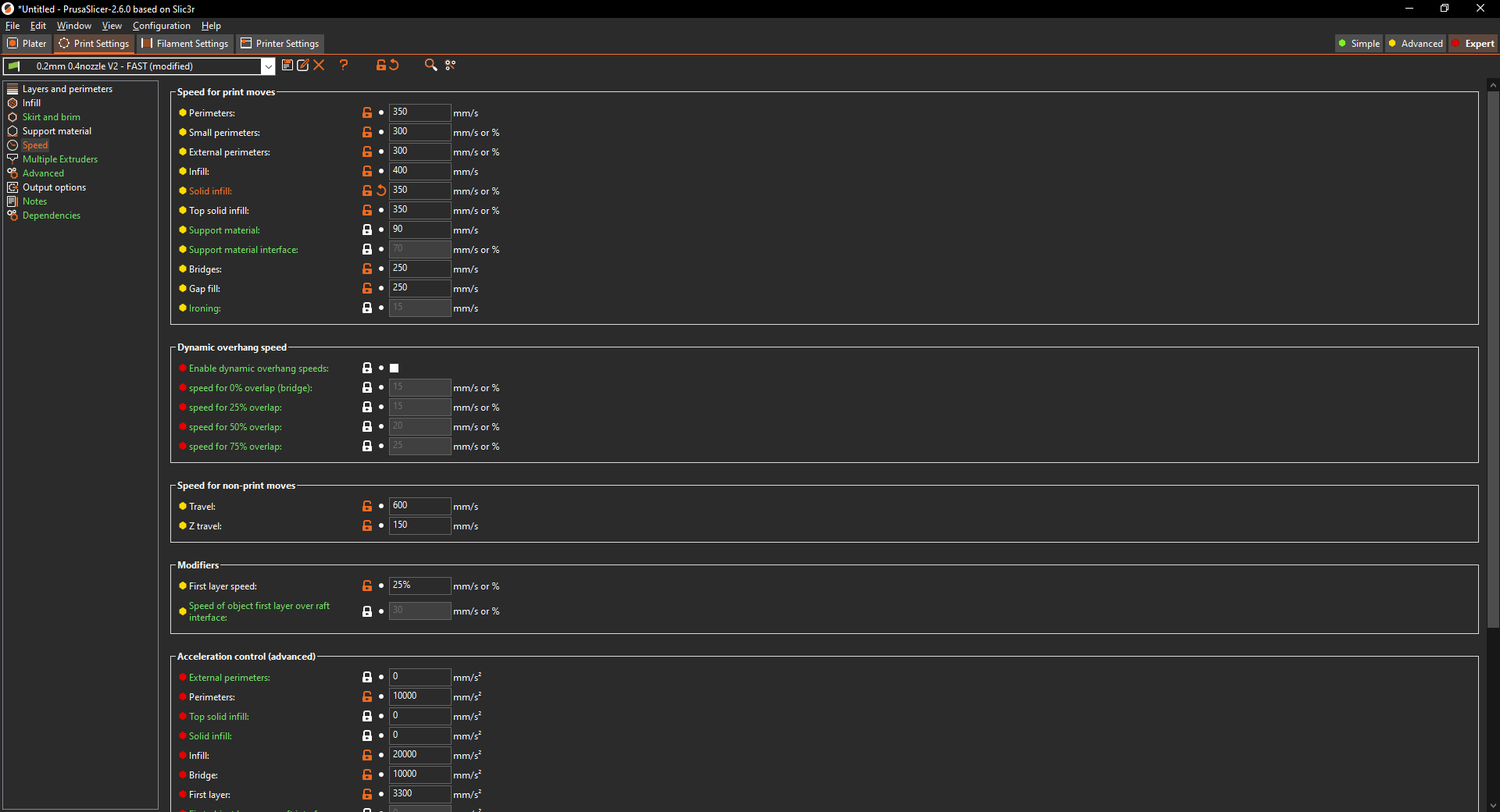
Ну, раз бенчи похож на бенчи, то я и поставил скорости, максимальные для собственно экструдера) Как я ранее говорил, у Стелсбёрнера проблемное охлаждение из-за длинных гнутых воздуховодов, что на Бенчи и видно - это можно было бы решить игрой с настройками, но... Мне было лень. Пластик на видео парит - вам не кажется, он и правда очень мокрый) Сушить его мне тоже было лень, т.к. он сейчас снова отправится на полгода на полку. Гремит Unclicky в доке, снимать её мне, да, было лень. 2 периметра, 3 слоя перекрыш, 10% Cubic заполнение. Настройки скорости и видео прикладываю) G-code, к сожалению, грузиться не хочет.
17 минут, с самыми медленными движениями на пределе вашего хот энда? Ну тогда жду от вас быстрее)









Лига 3D-принтеров
3.6K постов14.7K подписчика
Правила сообщества
Запрещено хамство и оскорбления, уважайте чужой опыт и труд