Неординарный инструмент - где же мастера найти
Я всегда верил в силу коллективного разума, поэтому настал тот момент, когда пришла пора обратиться к нему за помощью в одном важном для меня вопросе. Далее проследует относительно долгий рассказ, как же я до жизни такой докатился, и собственно, описание сути моей проблемы.
Так уж получилось, что периодически я озадачиваюсь проблемой создания несколько нестандартного для наших широт ручного инструмента - маклаудов, в различных их вариациях.
Это такая помесь грабель с широкой мотыгой на длинной ручке, там используется для прокладки минерализированных полос в лесу, и при прокладке пеших/велосипедных и прочих рекреационно-спортивных троп. Инструмент довольно удобный для своих задач, но совершенно не представленный на российском рынке, вот вообще никак. Заказывать с ebay/amazon или у отдельных производителей - стоимость такого инструмента будет составлять от 6-7 т.р. и выше. Поэтому логичный шаг - попытаться произвести его здесь, благо, ничего сверхсложного в техпроцессе нет.
Самый первый вариант был сделан в относительно большом тираже (порядка 30-40 штук), у каких-то знакомых жестянщиков одного моего друга. Неплохое качество изготовления при весьма небольшой цене (по 800 р за штуку) - вполне себе НРЖ (нормрабочийжги) инструмент, свои задачи у некоторых владельцев выполняющий и по сей день (изготовлены они были в 2013м году). Единственным минусом была посредственная термообработка - металл был довольно мягким.

Позже они же изготовили еще с десяток инструментов похожей конструкции, только в меньшем размере - на 4 зуба и меньшей ширины.
Спустя некоторое время я открыл для себя продукцию компании Rogue Hoe, которая специализируется на изготовлении различного рода мотыг, грабель, маклаудов и пуласки из отработанных дисков для бороны. Выглядит довольно неплохо, функциональность, по отзывам - на высоте.

Есть лишь одно, очень большое "Но" - хрен просто так купишь, это раз, два - цена в 70 баксов только за саму насадку, без ручки. Доставка двух кг железа через Атлантику будет стоить еще порядка 40-50$. Я, конечно, уважаю чужой труд, но пока не настолько. Тем более моей задачей было приобрести инструмент не только для себя, но и для остальных таких же особо увлеченных личностей (у нас своя особая секта есть, по лесам с лопатами да граблями шаримся).
Между делом, я наткнулся на еще один весьма оригинальны и достойный образец, на этот раз родом из Новой Зеландии, под названием Warlord Battleaxe Mk2. Настоящее оружие геноцида зеленых насаждений в лесополосе, полюбуйтесь сами:

6 мм оружейная сталь какой-то местной марки, ручка из ореха и открывашка для пива на одной из косынок. Но, 180 NZD и 160 за доставку - это уже вообще за гранью. Хотя и чисто эстетически от одного лишь вида приходишь в экстаз, все таки постобработка тут шикарная.
Собрав все мысли в кучу, я применил технику реверсивного инжиниринга "на глаз", и отрисовал себе модели того, что я хочу изготовить. На картинке ниже - один из самых первых вариантов, в итоге были внесены определенные коррективы - добавлен радиус лезвию малого маклауда, добавлены скругления между зубцов, а большая мотыга получила 3-градусный загиб по краям (по типу оригинала). В качестве материала была выбрана сталь 10ХСНД либо Hardox, толщиной в 6мм, впоследствии уменьшенной до 4мм. Окончательные на момент изготовления чертежи можно глянуть тут.

Поскольку в реальности я всего лишь офисный работник полукреативной IT-специальности, то мне нужно было найти того, кто изготовит нужное количество (выходило порядка 15 малых и 6 больших). Это оказалось весьма нетривиальной задачей. Либо не было нужной стали, либо не представлялось возможным изготовить столь малую партию, либо менеджеры по заказам тупо игнорили по итогу переписки.
В итоге, нашел некий портал для размещения заказов на металлообработку. Спустя некоторое время, отозвался мастер из Новочеркасска. Обговорили нюансы, сошлись на том, что он делает два пробных образца, высылает мне, я при необходимости вношу коррективы в ТЗ, так сказать, и он делает остальное. Материалом в итоге выступила сталь ст45.
Два пробных образца делались около двух недель (при том, что изначально срок на изготовление всей партии был обозначен им в 15 рабочих дней). Ну да ладно, я в курсе всяких производственных трудностей, всякое может произойти.

По результатам опытно-конструкторских работ были сделаны замечания на тему того, что заточка вообще не в ту сторону, и должна быть 30 градусов, а не 60. Плюс внесено уточнение относительно толщины металла - решили уменьшить до 4мм, и диаметра отверстий под болты в трубке для черенка - увеличить с 5 мм до 6мм. В остальном, качество вполне устраивало. Все изменения обговорили, запустили в работу.
И начались долгие недели ожидания. В итоге, заказ, размещенный в начале марта, окончательно был готов только в середине мая. И когда я открыл коробку, я очень долго и смачно матерился.
Во-первых, из всех замечаний полностью было учтено только замечание относительно угла заточки. Направление заточки было правильным только на 5 из 6 больших мотыг, а на всех маленьких маклаудах оно было в другую сторону. Впрочем, это оказалось не столь критичным багом, на использовании, по отзывам парней, получивших свой инструмент чуть раньше, это не особо отразилось.
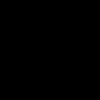
Во-вторых, на всех больших мотыгах были приварены косынки в два раза больше, чем должны были быть по чертежам. Сравните фото сверху, и фото ниже:

Размер косынок в случае с большими мотыгами сказался на качестве сварки. Дело в том, что помимо отверстий под болты, на трубе имеется прорезь, расположенная в перпендикулярной к отверстиям плоскости. В итоге, на одной мотыге косынка пришлась аккурат в нижнюю дырку под болт, на другой чуть в сторону от прорези. Хотя чертежи в этом плане были максимально понятны, да и на пробных образцах такой проблемы не было. Выглядит крайне неэстетично, в одном случае еще и на функциональность влияет - придется сверлить новые отверстия, судя по всему.
Далее, отверстия как были на пробных образцах, так и остались - под 5мм
Не так критично, но тем не менее.
И самое главное, пожалуй, для меня - это все большие мотыги были без нужного изгиба. То есть абсолютно прямые. Что при их размере, скорее всего, скажется таки на удобстве работы.
Теперь, собственно, главный вопрос - где же мне найти того, кто сможет изготовить подобное, и несколько более качественно, чем то, что на последних фото. Возможно, вам известны адреса явки пароли небольших производств / больших производств / кустарей с ЧПУ-плазмой и печками для ТО, которые могут изготовить от 1 и более штук. Со своим доступом к металлу.
Как оказалось, инструмент все-таки востребован, и есть еще люди, которые хотят его получить. К примеру, к нам обратились ребята, участвующие в прокладке Большой Байкальской Тропы. Обращаться к человеку, изготовившему последнюю партию, с учётом озвученных выше нюансов, как то не хочется вообще совсем никак.
Публикую в Крафте, т.к. мастера вроде как должны быть в курсе подобных вещей. Алсо, вдруг кто то из людей знающих и умеющих в металлообработку подкинет пару советов, как подобные штуки сделать еще лучше.
Особенно остро встаёт вопрос, из какой стали все же лучше делать подобный инструмент, с учётом того, что использовать его планируется как на мягких лесных грунтах, так и на каменистых. ст45, даже закалённая, как то пока снов не особо хорошо показывает.
Надеюсь и уповаю на тебя, сила коллективного сознания Пикабу.