Фрезерные станки являются одним из самых важных и распространенных инструментов в металлообработке. Эти машины используются для создания сложных форм и деталей, которые невозможно произвести другими методами. В данной статье мы рассмотрим историю развития фрезерных станков, от их возникновения до современных технологий.
Ранние этапы развития
1. Начало XIX века
Первый фрезерный станок был создан в начале XIX века. Его изобретателем считается американский инженер Илай Уитни, известный своими разработками в области производства оружия. В 1818 году он представил первый фрезерный станок, предназначенный для массового производства деталей огнестрельного оружия. Этот станок использовал вращающийся режущий инструмент для удаления материала с поверхности заготовки, что позволяло создавать детали с высокой точностью.
2. Средина XIX века
В 1848 году Элиас Хау придумал первый автоматический фрезерный станок. Его изобретение позволило значительно ускорить процесс обработки металлов и повысить точность производства. В этот период фрезерные станки начали активно использоваться в различных отраслях промышленности, включая машиностроение и производство инструментов.
Переход к массовому производству
1. Конец XIX - начало XX века
С развитием промышленной революции потребность в высокоточных и эффективных станках возросла. В этот период были созданы первые универсальные фрезерные станки, которые могли выполнять широкий спектр операций. Одним из ключевых событий стало изобретение компании Brown & Sharpe в 1861 году горизонтального фрезерного станка с линейными направляющими, который стал стандартом для большинства фрезерных операций.
2. Введение ЧПУ
В 1950-х годах произошел значительный прорыв в развитии фрезерных станков с введением числового программного управления (ЧПУ). Первые ЧПУ-станки были разработаны компанией MIT (Массачусетский технологический институт) и использовали перфокарты для программирования. Эти станки позволяли автоматизировать процесс обработки, что значительно увеличило производительность и точность.
Современные технологии
1. Компьютерное числовое управление (CNC)
В 1970-х годах на смену перфокартам пришли компьютеры, и появились первые CNC (Computer Numerical Control) фрезерные станки. Они использовали компьютеры для программирования и управления движением инструмента. Это позволило значительно упростить процесс программирования и сделать его более гибким.
2. 3D фрезерование
Современные фрезерные станки могут выполнять трехмерное фрезерование, что позволяет создавать детали сложной формы с высокой точностью. 3D фрезерование используется в авиационной, автомобильной, медицинской и других отраслях, где требуется производство высокоточных деталей.
3. Аддитивные технологии
Одним из последних достижений в области металлообработки является интеграция аддитивных технологий с традиционным фрезерованием. Такие гибридные станки могут не только удалять материал, но и добавлять его, что открывает новые возможности для производства сложных деталей.
Заключение
История развития фрезерных станков для металлообработки насчитывает более двух веков. С момента создания первого станка Илаем Уитни до современных CNC и 3D фрезерных станков, эта техника прошла долгий путь развития. Современные технологии позволяют создавать детали с невиданной ранее точностью и эффективностью, открывая новые горизонты для различных отраслей промышленности.
Фрезерные станки продолжают развиваться, и можно ожидать, что в будущем они станут еще более совершенными, гибкими и универсальными, способными удовлетворить самые сложные требования современного производства.
От маленького зернышка до мягкой пены в бокале — рассказываем, как мы готовим безалкогольное пиво!
Вот так выглядят здоровые колосья, из которых мы получаем зерна для безалкогольного пива
Этап 1. Подготовительный
Мы начинаем с отбора семян
Из них вырастет ячмень. Из ячменя будет сделан солод, из которого мы приготовим безалкогольное пиво. Чтобы получить большой хороший урожай, важно выбрать правильные сорта. Наши сорта «Грэйс», «Гузель», «Евгения» и «Фатима» устойчивы к болезням, вредителям и внезапным майским похолоданиям :) Из таких семян вырастут крупные колосья с большим количеством зерен.
И выбираем место для посевов
Ячмень — это не петербуржец! Ему важно солнце и чтобы температура была выше 10 градусов минимум 150 дней в году. Такие условия есть в 17 регионах России, включая Тульскую, Рязанскую, Липецкую и Воронежскую область, а также Приморский край. Для своих полей мы выбираем земли, которые богаты черноземом — самой плодородной почвой.
Также почву нужно подготовить
В лаборатории мы тестируем почву на уровень кислотности и других показателей, которые влияют на растения. Это помогает подобрать правильные экологичные удобрения, которые ускоряют рост зерна и повышают урожайность. После этого можно переходить к посеву.
Этап 2. Выращивание и сбор урожая
Контроль на каждом этапе роста
Спутниковые снимки ячменных полей «Балтики»
Разве может человек уследить за полями в несколько тысяч гектаров? Может, если на помощь ему приходят современные технологии! Мы наблюдаем за ростом ячменя со спутника: каждую неделю наши сотрудники получают фотоотчет, на котором виден прогресс.
А вот так выглядит созревший урожай — можно собирать!
Сбор и хранение
Урожай собирают с помощью уборочных комбайнов и отправляют на хранение в элеваторы. Это здания с подходящей температурой и влажностью, чтобы зерно в них не испортилось. В одном таком элеваторе помещается до 10 000 тонн зерна!
Элеватор для хранения изнутри, на фото сотрудница открывает специальный люк для проветривания
Этап 3. Соложение
Это когда зерно превращается в солод. Из элеваторов ячмень поступает на солодовню. Здесь он проходит контроль качества, очистку. Далее зерна замачивают в воде в течение нескольких циклов. Затем ячмень проращивают в специальных ящиках — обычно на это уходит от пяти дней. Из этих ростков вполне может развиться новое растение. Но это не наша цель! Поэтому отправляем пророщенный ячмень на сушку, а если нам нужно получить карамельный солод, то на обжарку. Теперь — это солод!
Солод для безалкогольного пива — то же самое, что виноград для вина или яблоки для сидра. От условий сушки и обжарки зависит, какой цвет, аромат и вкус будет у готового напитка.
Этап 4. Варка
Готовый солод отправляется в варочный цех. Здесь его измельчают, смешивают с водой, нагревают, фильтруют и кипятят. На этапе кипячения в получившуюся смесь добавляют хмель для вкуса и аромата.
Добро пожаловать в варочный цех!
Для приготовления безалкогольного пива часто используют два вида хмеля: горький и ароматический. Их добавляют в начале и в конце кипячения соответственно.
Этап 5. Брожение
Думаете, что после варки безалкогольное пиво уже готово? А вот и нет! Далее оно отправляется в бродильный цех, в котором расположены цилиндро-конические танки из нержавеющей стали. Там в будущий напиток добавляют дрожжи. Процесс брожения б/а пива занимает от 7 до 14 дней в зависимости от вида дрожжей. Но получившийся продукт — это еще не безалкогольное пиво. Перед тем, как попасть в бутылку, напиток должен созреть.
Вот так выглядят бродильные танки
Этап 6. Созревание
Этап особого творчества для пивоваров, когда будущее безалкогольное пиво приобретает свой окончательный вкус и аромат. На этом этапе за счет использования специальных дрожжей мы получаем безалкогольное пиво, в котором присутствует менее 0,5% спирта.
Этап 7. Фильтрация
Как только безалкогольное пиво созрело, приступаем к фильтрации. Это многоуровневый процесс. Сначала напиток попадает в сепаратор, где отделяются крупные взвеси и дрожжи. Далее проходит через кизельгур — фильтрующий материал, который помогает хорошо отделить оставшиеся дрожжи и белковую взвесь. Последний стадия — тонкая фильтрация. В результате фильтрации пиво осветляется, становится прозрачным. По окончании фильтрации безалкогольное пиво поступает в специальные накопительные емкости — форфасы. Здесь оно ожидает своей очереди поступления на линию розлива.
Нефильтрованное безалкогольное пиво не проходит стадию фильтрации и содержит небольшое количество дрожжей, придающих характерные особенности вкусу напитка.
Этап 8. Розлив
Напиток готов! Теперь его можно разливать по упаковкам. Но, перед тем как разлить, в зависимости от сорта, следует процесс пастеризации. Это кратковременный нагрев, который замедляет жизнедеятельность микроорганизмов, чтобы увеличить срок годности напитка.
Для розлива мы используем стеклянные бутылки, алюминиевые банки и кеги для ресторанов. А еще сами производим ПЭТ бутылки из компактных заготовок. Упаковка перед розливом проверяется специальным оборудованием — инспекторами. Брак не пройдет!
Выбор упаковки не влияет на вкус напитка: один сорт может разливаться по бутылкам и банкам
Теперь вы знаете больше о пивоварении! Ищите безалкогольную «Балтику» в любимых магазинах и на маркетплейсах.
Реклама ООО «Пивоваренная компания «Балтика»» 18+, ИНН: 7802849641
Что ж, это было... долго. Дисклеймер: написание данной статьи состоит не только из исторически проверенных фактов, но и, в значительной степени, из моих домыслов. Огранка как искусство очень сильно теряется в веках, и доподлинно установить некоторые временные рамки, а также определенное применение технологий невозможно.
Для начала будет некоторое количество риторики: а можно ли отнести к огранке процесс отбивания одного камня другим для получения острой режущей грани? Если так, огранка – буквально, самое историческое и значимое ремесло в истории человечества, которое привело к появлению первых орудий труда, без которых не могло бы быть дальнейшего прогресса. Но это уже прям совсем утрировано, вернемся с высот философских рассуждений на грешную землю.
Первые достоверные попытки огранки камней можно отнести к эпохе Двуречья (Египет, ок. III в до н.э.). Вряд ли это можно назвать огранкой в прямом смысле этого слова – мастер просто приполировывал, в меру своих сил, природные грани камня, достигая какого-никакого блеска и прозрачности. Ни о какой задаче формы речи не идет, как и о качестве изделий – камни просто немного открывали свой природный цвет.
Примерно такие же камни, кстати, использовались до XVII в. в украшении икон – камни располагались на окладе в довольно хаотичном порядке, закрепленные по одному, обычно, в глухую закрепку. Помимо этих отполированных природных кусков, использовались еще и кабошоны – и на них мы остановимся отдельно.
Кабошон – огранка камня, как правило, в полусферу (с вариациями, но общий смысл вы поняли). Верхняя полусфера камня «закатывается» в выпуклую или другую криволинейную поверхность, которая, в зависимости от камня, может проявлять разные интересные оптические свойства. Характерные примеры – «кошачий глаз», астеризм – особенности структуры камня образуют причудливую игру света, проявляющую светлую (реже – темную) полосу по оптической оси камня, а во втором варианте – многоконечную звезду. Этот рисунок образуется, в первую очередь, благодаря различным игольчатым включениям в камне и их ориентации по оптической оси.
Слегка нетипичный кабошон. Разница заключается в том, что этот – прозрачный , а на дне рисунок вырезами
Кабошоны также появились в глубокой древности, но уже требовали определенного мастерства и использования некоторых подручных инструментов. Ввиду того, что действительно дельные ограночные приспособления еще не были изобретены, в ход шел плоский камень, посыпанный песком. Песок, как абразивный материал, помогал добиться большего съема и сократить время работы, но все равно обкатка одного камня занимала большое количество времени.
Следующей важной вехой для огранки было, вероятно, изобретение гончарного круга. Посмотрели на эту вращающуюся платформу огранщики, сыпанули туда песочка, плеснули водички, да и начали полировать. Более высокая скорость движения поверхности относительно грани камня давала не только бóльший съем, но и лучшую чистоту полировки. Предположительно, примерно одновременно с этим появились и первые зачатки огранки в современном ее понимании – мастера заметили, что определенные камни с определенными углами граней выдают куда более приятную игру света, что начали использовать. Правда, эксперименты были прям на все деньги, так что каких-либо значительно качественных камней не предвиделось до XV века.
А теперь самое интересное. В 1454 г. некий голландский мастер Людовик ван Беркен в процессе своих изысканий обнаружил, что при соблюдении определенных углов и количества граней, алмаз приобретает неожиданно хорошую игру света. Впоследствие результаты его наблюдений назовут «бриллиантовой» огранкой.
Ремарка: абсолютно достоверных сведений по поводу изобретения ван Беркеном чего-либо нет, как нет и абсолютно точного отрицания его вклада в огранку. Известно наверняка лишь то, что мастер занимался огранкой, гранил алмазы и памятник ему находится на одном из домов в Амстердаме – на нём Людовик ван Беркен держит в руке ограненный алмаз
"Нельзя просто так взять и сделать хорошую огранку". А вообще в руке он держит ограненый алмаз, а не делает жест Боромира из Властелина Колец. Фото с Википедии
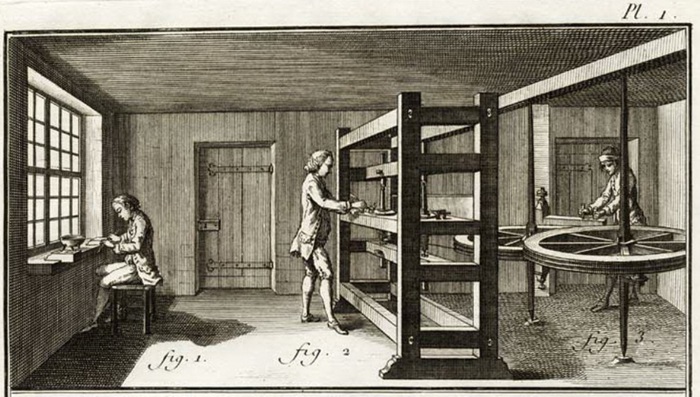
Мало того, ван Беркен еще и придумал концепцию ограночного станка в том виде, в котором он, с некоторыми современными дополнениями, дошел до наших дней. В широком смысле это шпиндель с приводом, на который крепится сверху ограночная поверхность – планшайба. Само собой, за века привод станка менялся от старинного ручного до современных электродвигателей, позволяющих не только исключить из процесса тяжелый физический труд, но и весьма точно контролировать скорость вращения планшайбы.
Первые ограночные станки. Гравюра из интернета, изначальный источник неизвестен
В 1919 году Марсель Толковский – бельгиец русского происхождения, воспитанный в стае волков семье ювелиров – оценил качество огранки от современников, поморщился, да и вывел куда более совершенную с точки зрения игры света огранку алмаза, в настоящее время называемую Кр57 – круглый, 57-гранный камень. Эта клиньевая огранка, собственно, используется и по сей день не только для алмазов, но и для множества других камней.
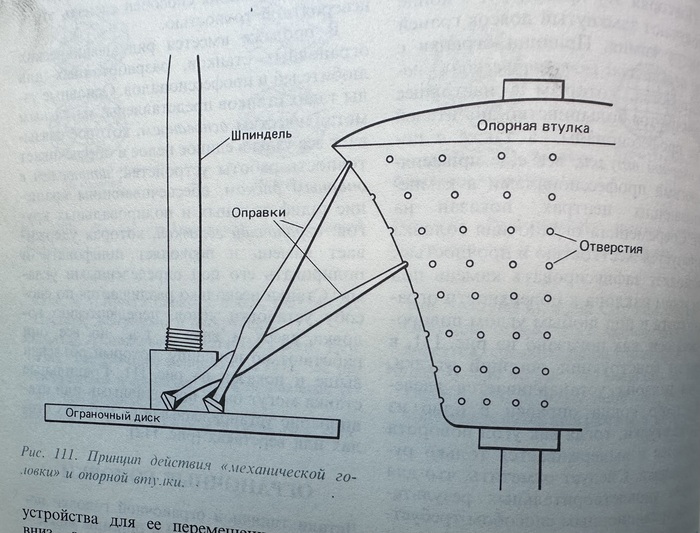
Весьма интересна еще и тема, связанная с закрепкой камня. Как мы узнали из предыдущих абзацев, на игру света и насыщенность камня сильно влияют углы, под которыми устанавливаются на него грани (то есть, под каким углом камень прислоняют к плоскости абразивного покрытия). Самые первые попытки огранки делались, понятно, «на руках», что фактически исключало возможность точного подбора углов и направлений. В дальнейшем появились палочки, на которые крепился камень, и которые, в свою очередь, устанавливались на вертикальную стойку с отверстиями под разными углами. Словами это конструкцию описать немного проблематично, проще посмотреть на картинку и понять всю примитивность этого устройства.
Те самые палочки и принцип их работы в сочетании с опорной втулкой. Иллюстрация из Руководства по обработке драгоценных и поделочных камней (Дж. Синкенкекс, издательство «Мир», 1989 г.)
Отдельный уровень треша заключается в том, что эта простейшая система не только не была вытеснена более современными и точными устройствами, но и широко используется по сей день. Качество, как вы понимаете, зависит от нереального скилла мастера, но обычно все равно так-сяк.
После того, как огранщики в край задолбались заниматься такой ерундой, начали появляться первые подобия квадрантов. Квадрант – фактически, высокотехнологичный аналог палочек, позволяющий контролировать не только угол, но и поворот камня относительно центральной оси. Для чего это нужно? Симметрия в камне позволяет улучшить впечатление от него и дает более правильную, приятную глазу игру света. За правильное и симметричное выставление граней отвечает специальная шестерня на квадранте, которая, в зависимости от требуемой сложности и количества граней, может иметь от 8 до 96 позиций (меньше смысла не имеет, а больше встречается весьма редко).
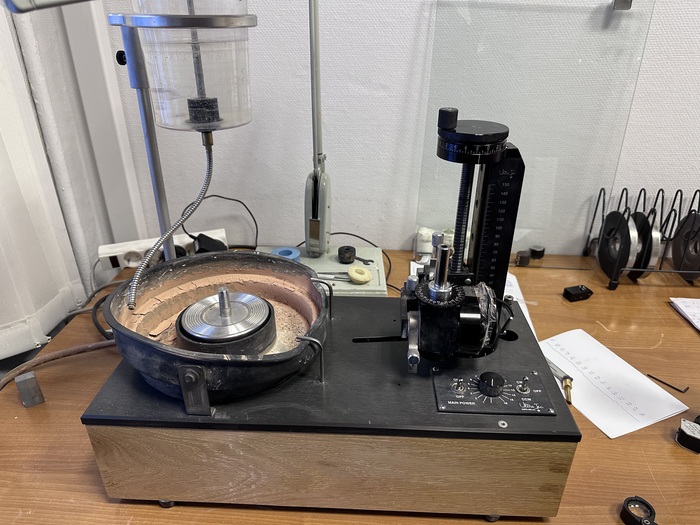
Современный ограночный станок (технически, портативный). Электропривод позволяет регулировать обороты, квадрант – угол и симметрию граней
Суровый японский станок IMAHASHI. Совсем не портативный, но, благодаря станине весом в 300 кг, очень стабильный и плавный. Квадрант снят потому что конь в ванной в огурцах. В силу своей массивности выглядит и правда как советский – они, кстати, т
Отдельным уровнем развития квадранта можно назвать ручное приспособление «малютка» (она же «универсальное ограночное приспособление»). Это, по сути своей, переносной квадрант, ставящийся ножками на опору и позволяющий быстро делать большое количество камней. Его преимущество – в портативности, как и недостаток: отсутствие жесткого крепления требует куда больше внимания к работе – хотя, будем честны, куда чаще речь не о внимании, а о банальной механической памяти, многие огранщики делают огромные количества камней под типовую огранку, глядя при этом не на то, что делают, а куда-нибудь в телевизор. На качество работы, при выработанных рефлексах, это совершенно не влияет, а вот тупая монотонная работа сильно угнетает.
«Малютка». Видите, сколько у нее регулировок? Надо очень четко осознавать, какие за что отвечают и уметь работать на ней точно и быстро. По сравнению со стационарными ограночными квадрантами – и правда малютка, хотя едва помещается на лист А4
А что же у нас стало за века с поверхностью для полировки? Конечно же, на смену плоскому камню и песочку пришли более современные («ха-ха» сказали гончары) виды оборудования. За редким исключением, ограночный станок комплектуется планшайбами разных степеней абразивности. Планшайба – это такая тяжелая (часто оловянная) штука, которая ставится сверху на шпиндель станка и, благодаря вращению, «стачивает» камень. Подразделяются они, в зависимости от типа и размера абразивного материала, на обдирочные (задать условную форму всего камня в несколько быстрых касаний), ограночные (установить грани на камень и «подтянуть» их друг к другу) и полировочные (как понятно из названия, чтобы отполировать грань до отсутствия дефектов). Предвосхищая возможные вопросы – да, можно сразу полировальной планшайбой и форму задать, и грани установить – вот только ввиду износа отполировать начисто ей уже не получится. Полимер, содержащий в себе абразив (обычно, корунд или алмаз, а вот состав полимера производители планшайб держат в секрете) наберет в себя огромное количество шлама – отходов обработки, тонкозернистых микрокристаллов – и будет вместо чистой, гладкой поверхности выдавать дефекты огранки: царапины, т.н. «седину» (множество микроскопических царапин, образующих бело-сероватую поверхность), сколы и прочее-прочее. Так что тут как с наждачной бумагой – чем мельче абразив, тем тоньше съем и чище поверхность.
Планшайбы. Слева – для полировки, справа – ограночная
Ремарка: вообще, планшайбы – очень капризные барышни. Они имеют свойство менять форму поверхности (камень прогрызает борозду при неаккуратной работе), забиваться всякой летящей гадостью, плавиться (в случае с некоторыми особо изощренными видами) и делать еще шайба знает что, лишь бы не работать как надо. У хорошего огранщика планшайбы подчиняются его воле и делают то, что от них нужно, начинающий же вынужден вести непрерывный неравный бой, цена поражения в котором – основательно запоротый камень.
Теперь стоит упомянуть и о самых современных технологиях огранки. Конечно же, глядя на цех, забитый индусами с палочками (я не могу перестать угорать с этой сверхтехнологии будущего), можно вполне себе справедливо представить один ограночный станок с ЧПУ, который будет выполнять всю ту же самую работу, но без перерывов на обед и сон. Да, такое есть… вот только помните анекдот про автоматический бритвенный станок? У всех лица разные, но только до первого бритья. Вот и с камнями то же самое. Геммолог и огранщик (бывает, что это один и тот же человек) работают в паре, находя оптические оси, примечая включения и предполагая форму, которая будет наиболее выгодна при огранке каждого конкретного камня. Без этой сложной и кропотливой работы можно забыть о большом «выходе» веса, и, следственно, выгоде. Кроме того, огранщик на всех стадиях работы постоянно контролирует процесс – ведь в процессе стачивается, как мы уже знаем, не только камень, но и планшайба.
Еще прикол ЧПУ-станка: для ускорения процесса, обрабатывается одновременно не один камень, а несколько десятков. И может случиться такое досадное недоразумение, что один-единственный камешек вдруг отклеивается, и пиши пропало всей партии, несчастный, не удержавшийся на своем законном месте, сработает как абразивный материал и превратит всех своих товарищей по несчастью в бесформенных уродов.
Именно необходимость контроля процесса (прям постоянного контроля: сидишь, камнем коснулся, чуть полирнул – посмотрел в лупу, все ли чисто и аккуратно выходит, потом еще раз, еще… и так каждую грань, зачастую, по несколько раз) фактически исключает возможность получения качественной огранки различных камней на ЧПУ-оборудовании. Если с какой-нибудь фрезой все более-менее ясно – либо режет, либо не режет, результат и качество работы видно/ сразу – то тут станок сам в лупу не посмотрит и критически качество своей работы не оценит. Так что, господа огранщики, бунт машин и превосходство искусственного интеллекта нам пока что не грозит, сидим, работаем.
Еще одно новшество, пожалуй, достойное упоминания – лазерная огранка. Сразу оговорюсь, вещь сложная, дорогая, как титановый самолет, очень узкоспециализированная, большая редкость и вообще индусы дешевле обойдутся. Да и вообще, в интернетах пишут, что машинка-то грани лазером нарезает, а вот полировать их – опять ручками индусов. И подходит только для алмазов, и делает только бриллиантовую огранку, зато с большой скоростью. В общем, резюмируем, штука узкопрофильная, большинству не по карману, да и толку от нее не сказать, чтобы прям совсем много.
Заключение
Подводя итог, можно смело сказать одно: с древних времен процесс огранки фактически не претерпел изменений, и основная технология дошла до нас, по сути, в первозданном виде. Все дело в том, что огранка – не столько технология, сколько ремесло, зависящее от умений мастера. Эволюция ограночного оборудования никак не повлияла не сам основной принцип, применяемый для огранки камней: мы все так же трем камнем об абразив и получаем тот же камень с более чистой и красивой поверхностью. Конечно, с использованием современного оборудования можно получить качество, недостижимое в прошлом за минимальный промежуток времени, но сама профессия огранщика – человека, который знает не только технику
P.S.: статья носит исключительно общеобразовательный характер. Все детали современной огранки, как правило, являются коммерческой тайной фирм. Очень прошу не задавать вопросы про конкретику – какие именно планшайбы, какой абразив, какие станки, приемы и техники мы используем. В предыдущем посте уже задавали подобные вопросы, и получали на них односложный ответ: «секрет фирмы». Без шуток.
P.P.S.: весьма вероятно, что я упускаю какие-либо вехи становления огранки в плане оборудования, технологий, а также некоторые неточности в датировании. За это заранее прошу простить, и, если возможно, писать в комментариях уточнения (пожалуйста, уточнения, а не «быдло, ты бесишь, забываешь про *название события*). Если таковые будут – соберу пост с замечаниями и правками со ссылками на оригинальных комментаторов. Заранее спасибо, срач прошу не разводить, читайте правила Лиги и ресурса.
Для всех поклонников футбола Hisense подготовил крутой конкурс в соцсетях. Попытайте удачу, чтобы получить классный мерч и технику от глобального партнера чемпионата.
А если не любите полагаться на случай и сразу отправляетесь за техникой Hisense, не прячьте далеко чек. Загрузите на сайт и получите подписку на Wink на 3 месяца в подарок.
Приехал я тут в гости к родителям в Пензенскую Область. Решили шашлыков купить. В Пятерочке на прилавке нашёл вот такое чудо изделие Тамбовского производителя ""ООО Тамбовский Бекон". Раньше не было. Брал обычно Мордовский или Мираторг. Хороший такой шашлык был. Скажу Я Вам что хуже шашлыков не ел в жизни. Предостерегаю от покупки и тем более еды. Шашлык на вкус напоминает мясное безе, которое взбили, накачали воздухом и водой. Колбаски такие же жестокие получились...как на этикетке с дымком. В процессе жарки потрескались, в руки не взять. На вкус...вообще о вкусе мяса можно забыть...
Короче бежите как увидите сей продукт. С мясом имеет общее только название. Как супруга подметила - соя галимая .
Вот купили пластиковый сарай российского производства. Простоял ровно лето и осень и наверное зиму... Весной же приехали и это чудо развалилось. Ужасная жалкая подделка на пластиковые сараи импортного производства. Собрать вдвоём нереально нужно минимум четыре человека.
В машине ехали молча. Слишком сильны были впечатления от резкой смены обстановки, от отпевания, да и в целом, от близости смерти. В обычной жизни редко сталкиваешься с подобным (если только не работаешь в морге, в полиции или в бюро ритуальных услуг) и, конечно, это вызывает некоторый ступор и навевает размышления о вечном.
Но Сане не было грустно. Скорее наоборот – появилось какое-то спокойствие и даже какой-то слегка неприличный азарт. Захотелось дышать полной грудью, почувствовать жизнь, немедленно вступить в бой с неприятностями. Ведь жизнь коротка, а вокруг ещё столько всего, что нужно сделать. Да плевать он хотел на этих главных инженеров, падл и прочий спам! У него есть его жизнь, семья, здоровье. И до этого им никогда не добраться. «Я им ещё покажу!» - думал Саня. – «И производство в порядок приведём, и с Батыем подружимся, и будущее сделаем светлее некуда…»
Его размышления прервал Батый.
- О чём думаешь? – спросил он.
- Да так… - Саня оторвался от своих мыслей. – О своём.
- Подумаем о моём. – громко засмеялся Батый, радуясь довольно дебильной шутке. Однако, смех у него был такой заразительный, что настроение у Сани поднялось ещё выше. Он тоже засмеялся.
- Давай заедем кофейку купим, – предложил Антон. – Мы всё равно быстрее наших приедем. Дорогу я знаю.
Он остановился у небольшой сетевой кофейни в спальном районе города. Они зашли в помещение, отделанное в лучших традициях современного крафт дизайна. За стойкой скучали трое работников – бариста разговаривал с одной из официанток, вторая сидела, уткнувшись в телефон. Больше в кафе никого не было.
Батый заказал 2 капучино и пошёл в туалет. Он пробыл там довольно долго, но, когда вышел, напитки всё ещё не были готовы. Ребята за стойкой суетились, сталкивались и мешали друг другу. Наконец, кофе был готов. РОП попытался расплатиться карточкой, но терминал никак не устанавливал связь. Пришлось копаться в поисках наличных. Когда всё-таки удалось расплатиться, Саня забрал оба стакана, и они пошли к выходу. В машине Антон отхлебнул из своего стакана и выругался.
- Блядь. Ну как так можно? Ещё и кофе говно – горчит, как на вокзале. Помяни моё слово – скоро здесь будет другое заведение.
- Почему?
- Как почему? Тебя что, ничего не напрягло? Кофе готовили чёрт знает сколько, оплатить – хрен оплатишь, в туалете нет горячей воды, кнопка смыва отлетела, какой-то штырёк торчит, плитка в двух местах отлетела, хотя заведение явно новое. Ещё и кофе – не кофе, а помои какие-то. Куда только хозяин смотрит?
- Ой, да ладно, - начал защищать хозяина Саня. – Ты представляешь какой у него Рой проблем. Ещё побольше, чем у меня на производстве. И закупку организовать, и аренду платить, и налоговая с бухгалтерией, и сантехника вызывать, и мусор вывезти, и персонал нанять и миллион других вопросов. У нас всё это специально обученные люди делают, а здесь ему всё самому организовывать нужно. Ясное дело – он везде не успевает.
- Херня это всё!
- Почему херня? У нас в цеху тоже Рой – ещё тот. Как с ним бороться – это вопрос вопросов. У меня даже наставник появился – Рыскарь. Обещает научить. Он меня, кстати, к тебе и послал.
- Херня – потому что херня. Как говорил мой хороший знакомый: «Если не знаешь с чего начать разгребать хаос – начни с клиента». Узнай - чего ему не хватает, и дай ему уже это, блядь! Вот давай на примере этой кофейни – зачем туда приходит клиент? За кофе. Поэтому в первую очередь кофе должен быть вкусным. Порви жопу, а сделай так, чтобы он вкусным был всегда – следи за периодичностью чистки, тайных покупателей организовывай, рецептуры стандартизируй и так далее. Это вопрос выживания. Если кофе вкусным не будет – на хер никому твой вывоз мусора и бухгалтерия с сантехниками не понадобятся.
- Согласен в принципе.
- Идём далее, - Батый явно оседлал своего любимого конька. – Кофе с собой – это что значит? Значит, что должно быть быстро. Если не торопишься, то тоже хорошо, чтобы быстро, так? Так. Пока ждёшь – в туалет сходил. Туалет – это вообще можно сказать лицо. У меня один из клиентов по туалетам серьёзность организации оценивает – стоит с ними работать или нет. Значит там всё идеально должно быть. И вода, и салфетки, и кнопки рабочие. Ничего этого нет в этой кофейне – поэтому скоро закроются.
- Жалко, конечно, хозяина. – Саня был согласен с доводами Антона. - Небось ночами не спит, суетится, вопросы решает.
- Жалко – это да. Но сам виноват. Нужно на правильные вещи время тратить. Вот твой наставник – Рыскарь, говоришь – обещал тебе помочь с Роем разобраться. Правильно я понял?
- Правильно.
- Почему он тебя ко мне послал? – спросил Батый.
- Ну немного по другой теме. Но, чувствую, что они связаны. – задумчиво ответил Саня.
- Я когда это услышал – прям сразу его зауважал. Всё он правильно делает. Потому что хаос ваш производственный нужно начинать разгребать с продаж. Я, если честно, рад, что ты пришёл. Вас производственников, как алкоголиков - лечить бесполезно. Пока сами не захотите понимать – ничего не получится. Ладно. Вот и приехали.
Они остановились перед воротами кладбища. У входа стояли многочисленные палатки с цветами, венками и прочей атрибутикой. Саня подумал, что пластиковые цветы на могилах – это какой-то неправильный символизм. Как будто жизнь умершего была ненастоящей. Искусственной. Кто вообще любит пластиковые цветы? Сомнительно, что человек при жизни покупал себе эти пёстрые куски пластмассы и любовался ими дома. Так зачем их приносить на могилу? Уж лучше совсем без всего. Ну или ёлочку какую-нибудь посадить.
Саня решительно вышел из машины и подошёл к бабушке с живыми розами в небольшом ведре. Купил две штуки и сел назад в машину. «Хоть они теперь и мёртвые, но, по крайней меры, были живыми» - подумал он и мысленно кивнул самому себе. – «Как и зав. кафедры…».
В этот момент подъехал автобус, в котором было заметно больше народу, и въехал на территорию. Антон поехал за ним. Они остановились возле свежей могилы на окраине большого городского кладбища. Вокруг были свежие бугорки земли со вновь приставленными. Зрелище было бы чрезвычайно грустное, если бы не яркое солнце, заливавшее всё своим слепящим светом.
Все вышли из автобуса. Теперь здесь было много коллег с кафедры и, в целом, из университета. Ещё подъехало несколько машин с преподавателями, и все собрались возле последнего пристанища Петра Семёновича.
В этот раз все уже знали – что делать: быстро достали гроб, установили его на табуретки, приготовили длинные полотенца. Коллеги заведующего начали произносить прощальные речи, и в это момент начался дождь. Прямо среди ясного неба. Большие сочные капли сыпались сплошной стеной, блестя на солнце. Все моментально промокли, но никто не двинулся с места.
«Видно, человека был хороший» - сказал один из землекопов, стоявших рядом и готовившихся засыпать могилу. – «Дождь – он про это…»
Когда закончили говорить, дождь прекратился, изрядно смочив всё вокруг. Это было, и вправду, довольно необычно. Студенты, Саня и Батый подхватили полотенца, подняли гроб и начали заводить его над могилой. Батый с двумя студентами заходили со стороны, на которой большой горкой была навалена земля. Когда гроб оказался над могилой, Антон поскользнулся на раскисшем грунте и начал падать в яму. Он одной рукой судорожно продолжал сжимать полотенце, другой опёрся на отвал и встал на одно колено, удерживая равновесие. От падения его отделял одно неверное движение. Все ахнули и попытались ему чем-то помочь. Однако, Батый мужественно завершил начатое – медленно, сантиметр за сантиметром, гроб нашёл своё пристанище.
После того, как вытащили полотенце, землекопы начали закапывать яму, формируя аккуратный холмик сверху. Поставили крест, собрали лопаты и молча удалились. Все ещё постояли в нерешительности некоторое время и начали расходится по машинам и к автобусу. Саня взял свои две розы и аккуратно положил их на холмик.
Батый стоял со слегка потрясающимися руками и весь бледный. К нему подошла Нина Васильевна и протянула пакет.
- Спасибо вам, ребятушки. Очень помогли. Не знаю – как вас благодарить! Хотите – поехали на поминки. Они в университетской столовой будут проходить. Я вам очень рада буду.
- Спасибо, Нина Васильевна! Но мы, наверное, отдельно помянем Петра Семёновича. Вы езжайте.
Нина Васильевна ещё раз всех поблагодарила и пошла к ожидавшему её автобусу. Батый раскрыл пакет – там было 3 бутылки водки и какая-то закуска. Он, недолго думая, достал одну бутылку, открыл крышку и сделал несколько больших глотков. Задумчиво посмотрел вдаль и продекламировал:
«— Стоишь на берегу и чувствуешь соленый запах ветра, что веет с моря. И веришь, что свободен ты и жизнь лишь началась. И губы жжет подруги поцелуй, пропитанный слезой…
— Я не был на море…
— Ладно, не заливай! Ни разу не был на море?
— Не довелось. Не был.
— Уже постучались на небеса, накачались текилой, буквально проводили себя в последний путь… А ты на море-то не побывал…
— Не успел. Не вышло.
— Не знал, что на небесах никуда без этого? Пойми, на небесах только и разговоров, что о море. Как оно бесконечно прекрасно… О закате, который они видели… О том, как солнце, погружаясь в волны, стало алым, как кровь. И почувствовали, что море впитало энергию светила в себя, и солнце было укрощено, и огонь уже догорал в глубине. А ты?.. Что ты им скажешь? Ведь ты ни разу не был на море. Там, наверху, тебя окрестят лохом…»
- Что-то вспомнилось, - Батый начал успокаиваться. – Поехали в бар. Машину здесь оставлю и завтра заберу. Надо со сторожами договориться. Вы с нами? – обратился он к студентам.
- Не, спасибо. Нам ехать пора. А что это ты читал? —спросил один из них.
- Эээээх, молодёжь. Нате, держите, - Антон протянул им пакет. – Помяните Петра Семёновича. А цитировал я «Достучаться до небес». Домашнее задание – посмотреть к понедельнику. Приеду – проверю. Бывайте!
Он махнул рукой и забрал бутылку, из которой пил. Протянул её Сане. Тот тоже сделал большой глоток. Водка жаркой волной прокатилась по всему телу. Стало лучше.
Они сели в машину и поехали искать сторожей. Договорившись о парковке, они вызвали такси и поехали в город, в любимый бар Батыя, куда он часто водил клиентов.
Когда при разработке изделия ориентируешься на готовые решения, это значит, что, теряется уникальность задуманного, не говоря о том, что нужно сначала добыть интересующий элемент и конструировать, отталкиваясь от него. Что порой не интересно.
Ещё одна небольшая партия изделий для бытовой утвари, созданная при помощи 3D печати, отправилась к заказчику. Кажется, что банальные накладки на ручки, это проще простого, и почему бы не подобрать и купить в том же Китае. Пожалуй, ключевым является слово "подобрать", где и кроются те самые моменты о которых не говорят начинающие или небольшие производители:
Ручки для прибора изготовленные с помощью 3D печати.
Минусы традиционных подходов
1. Время + Деньги. Пробные варианты для определения функционала и эстетической составляющей, порой слишком долго ждать, и нужно приобрести несколько вариантов для определения подходящего. 2.Изначальная конструкторская идея, будет проектироваться вокруг доступных вариантов, что влияет на уникальность изделия и некоторые конструкторские решения. 3. Мелкая серия и единичные исполнения слишком затратны и не приветствуется производителями, использующими традиционные методы изготовления.
При помощи 3Д моделирования и последующем использовании технологий 3D печати желаемых прототипов или готовых изделий, плюсы очевидны:
1. Будущее изделие проектируется и изготавливается исходя из задуманного. 2. Можно внести изменения в конструкцию по мере проектирования, изменить материал исходя из фактических потребностей. 3. Производство пробного изделия не требует больших финансовых вложений и временных затрат 4. Можно заказывать то количество изделий, которое необходимо на текущий момент, и не переживать за то, что их не будет в наличии у поставщика. 5. Уникальность это наше ВСЕ! Цвет, материал, текстура логотип или маркировка все это можно изменить в считаные минуты. 6. Время не постоянно так же, как и предпочтения, тренды и преференции. Поменялся концепт изделия, а вместе с ним поменялись и комплектующие в считанные минуты вместо дней, недель, месяцев.
Как мы видим, плюсы применения аддитивных технологий очевидны, особенно для начинающих предпринимателей и субъектов МСП. Ведь сэкономив время и деньги, можно достичь большего, перенаправив свободные ресурсы на другие важные аспекты начатого дела.
«Чат на чат» — новое развлекательное шоу RUTUBE. В нем два известных гостя соревнуются, у кого смешнее друзья. Звезды создают групповые чаты с близкими людьми и в каждом раунде присылают им забавные челленджи и задания. Команда, которая окажется креативнее, побеждает.
Всем привет. Несколько лет назад, собирая информацию о том, как открыть свое дело, подобной инфы я не нашел. Да, много написано как регистрировать ИП, ООО или самозанятость, как сдавать налоговые отчеты, а вот куда, о чем и кого уведомить - это так, где-то на задворках интернета и в обширных статьях нет. А может плохо искал...
Специально пропустим пункты о необходимых документах для регистрации юридического лица, не будем говорить о покупке оборудования, выбора места осуществления деятельности и помещения – это тема для отдельного разговора. Сегодня поговорим про разрешительные документы и организации, которые надо уведомить о начале своей производственной деятельности. Да-да, хотим официально? Читаем ниже.
Варианты работы.
Начнем с того, что есть два варианта официальной работы. У них есть свои нюансы в производстве продукции и необходимой для этого документации:
– Как самозанятый только по индивидуальным заказам;
– Как ООО или ИП не только изготавливая по индивидуальным меркам, но и на продажу в своем шоуруме, передачу на комиссию и производство для дальнейшей реализации в цепочке Изготовитель (Вы) – Покупатель-продавец – … – Конечный покупатель.
Рассмотрим подробнее второй вариант работы и дальнейшей продажи своих изделий.
Для начала регистрируемся в качестве ООО или ИП в налоговом органе по месту жительства. Для ателье или мастерской лучше всего регистрировать ИП, так как это избавит вас от обязанности вести огромный бухучет. Особенно если вы хотите на начальном этапе работать без сотрудников. Необходимо выбрать систему налогообложения. ОСНО даже не стоит рассматривать. Лучший вариант – это УСН или ПСН. Если в вашем регионе ПСН распространяется на ателье, то можно перейти на патент. В любом случае необходимо для начала проанализировать запланированные доходы и расходы, а затем выбрать ту систему налогообложения, где налог будет минимален.
Уведомления и разрешительная документация.
И дальше начинается самое интересное. Написанное ниже будет актуально для ООО и ИП, а с Самозанятыми определимся чуть ниже.
- Необходимые для работы ОКВЭД по производству одежды и ремонту в том числе, попадают под «Постановление Правительства РФ от 16 июля 2009 г. N 584 “Об уведомительном порядке начала осуществления отдельных видов предпринимательской деятельности”, поэтому перед началом работы необходимо уведомить Роспотребнадзор о начале своей деятельности и разработать Программу производственного контроля. Да, даже для себя одного она необходима. Уведомить можно как через Госуслуги, так и принести лично на бумажном носителе в местное отделение. Вся необходимая информация указана на официальном сайте ведомства.
- Так как продукция попадает в перечень товаров, подлежащих утилизации после утраты ими потребительских свойств: «Распоряжение Правительства РФ от 31.12.2020 N 3721-р (ред. от 15.07.2022)», то необходимо еще встать на учет в Росприроднадзоре. Даже многие офисы "встают на учет", так как отходы в работе будут всегда (та же бумага или контейнеры, стаканчики для воды и еды). На официальном сайте вы найдете всю необходимую информацию. И не забудьте, что для Росприроднадзора необходимо заранее будет вести массовый расход изделий. То есть сколько килограмм продано платьев, джемперов, свитеров и пр. Не актуально если будете заниматься только ремонтом.
- Вся изготавливаемая продукция как вязаная, так и сшитая попадает под Технический регламент таможенного союза ТР ТС 017/2011 «О безопасности продукции легкой промышленности». А это значит, что на КАЖДЫЙ сырьевой состав ткани или пряжи необходимо получить декларацию соответствия ТР ТС 017/2011. Например шерсть, полушерсть, хлопок, хлопок/шелк, вискоза и пр. – на это все испытательные лаборатории делают отдельные протоколы испытаний и в дальнейшем в Федеральной службе по аккредитации регистрируется декларация соответствия. Можно в одну декларацию объединить несколько протоколов, лишь бы ГОСТ, в соответствии с которым будете изготавливать свою продукцию, был один. При чем стоит упомянуть о том, что если мы делаем одежду второго слоя (например, по ГОСТ 31409-2009 Изделия трикотажные верхние для женщин и девочек или ГОСТ 31410-2009 Изделия трикотажные верхние для мужчин и мальчиков), то это декларация о соответствии, а если это одежда для детей или одежда первого слоя – обязательна сертификация. Отличия декларации от сертификата в том, что декларация выдается на 5 лет, а для сертификата надо проходить лабораторные испытания каждого состава ежегодно, что приносит дополнительные затраты, если у вас будет широкая линейка пряжи или тканей. Не актуально если будете заниматься только ремонтом.
- Честный знак. В 2023 году было опубликовано Постановление Правительства России от 13.11.2023 № 1899, распоряжение Правительства России от 16.11.2023 № 3223-р. Согласно Постановления, Правительство России расширило список маркируемых товаров легкой промышленности. В этот список попала почти вся одежда второго слоя: джемперы, платья, юбки, брюки и пр. То есть если изготовить по индивидуальному заказу и продать вы можете, то выставлять в шоуруме или продавать для дальнейшей реализации конечному потребителю просто так уже не получится. В этом случае самозанятость уже не подойдет, только ИП или ООО. Для продажи конечному потребителю из своего шоурума, необходимо будет приобрести онлайн-кассу и докупить программное обеспечение для работы с маркированной продукцией, если оно не включено в ваш пакет обслуживания. Вот тут-то нам и пригодится декларация соответствия или сертификат, так как без них работа в системе Честный знак невозможна. Более подробнее про маркировку и штрафы, а ее отсутствие можно узнать на сайте честныйзнак.рф. Не актуально если будете заниматься только ремонтом.
За что надо будет отчитываться.
Помимо налоговой отчетности готовьтесь к тому, что необходимо будет ежегодно предоставлять отчет в Федеральную службу государственной статистики о количестве произведенной продукции и суммах реализации, а также отчитаться в Росприроднадзор. В последний необходимо еще заплатить экологическийсбор. Не пугайтесь, он не большой. Например, при объеме в 100 кг изготовленной и проданной продукции по коду ТН ВЭД 6110 Свитеры, пуловеры, кардиганы, жилеты и аналогичные изделия трикотажные или вязанные, надо заплатить не более 120,00 рублей. А вот при отсутствии оплаты и отчетов в ведомство, штрафы они выставляют не маленькие, доходят до полумиллиона рублей не зависимо от оборота. А при небольших доходах они могут очень сильно ударить по карману предпринимателя.
Но не все так страшно, как кажется на первый взгляд. Для заполнения отчетов имеются свои веб интерфейсы, которые весьма удобны в пользовании. Кстати, если будете нанимать бухгалтера или отдавать на аутсорсинг, то всем этим может заняться он.
А как же самозанятые?
А что же с самозанятыми? Самозанятым нет необходимости уведомлять Роспотребнадзор о начале деятельности, не надо сдавать отчеты в Росстат и Росприроднадзор. Единственный минус – могут работать только по индивидуальным заказам, а выставить на продажу с ценником уже нельзя. Даже если вы зарегистрируетесь в качестве индивидуального предпринимателя но с налоговым режимом НПД (так называемы самозанятый ИП). Это потому, что ИП на НПД не вправе заниматься производством и реализацией товаров, подлежащих обязательной маркировке (ст.4, п.2 Федерального закона от 27.11.2018 г. № 422-ФЗ). Если вы будете оказывать услуги по ремонту и/или изготовлению по индивидуальному заказу, то самозанятость для вас отличный выбор, который избавит от необходимости заниматься отчетами и вести обширную бухгалтерию. Все делается в мобильном приложении Мой налог.
Незнание законов не освобождает от ответственности. Как мы видим, сначала надо немного «побегать», чтобы работать официально. Зато в случае, допустим, жалобы клиента в Роспотребнадзор, у Вас будут все необходимые документы, чтобы минимизировать свои риски попасть на обширную проверку. Поэтому регистрируемся, работаем и ни о чем не беспокоимся.
П.С. Кстати, сам могу привести много примеров тех, кто годами работает и никуда не отчитывается кроме налоговой. Надеяться на "авось пронесет"... Или не знают. Хотя грамотный бухгалтер производственник это должен знать. Есть коллеги, которые так же работали, а потом залетному клиенту что-то не понравилось и полетела жалоба в Роспотребнадзор. Вот тут и пришлось им потом побегать, собирая и делая недостающие документы. Это же касается и охраны природы.