



Глобальное производство стали в мае заметно ухудшилось, но зато Россия показывает феноменальные результаты

🪨 По данным WSA в мае 2023 года было произведено 161,6 млн тонн стали (-5,1% г/г). По итогам же 5 месяцев: 786 млн тонн (-1,2% г/г). Положительную динамику выплавки стали в мае показали страны Африки (18,6% г/г, но доля слишком маленькая в общей добыче), Ближнего Востока (4,3% г/г, опять же доля несущественная) и Россия+СНГ (11,5% г/г). Основной же вклад в ухудшение глобального производства стали внёс Китай — 90,1 тонн стали (-7,3% г/г, безусловный лидер выпуска продукции), похоже постепенное снятие ковидных ограничений не дало такого мощного эффекта, как бы хотелось. Отмечу чувствительные падения: Япония — 7,6 тонн стали(-5,2% г/г) и Турция — 2,9 тонн стали (-10,4% г/г), падение в Турции до сих пор связанно с печальными обстоятельствами в виде землетрясений и остановки заводов. На 63 страны, включённые в данный отчёт, приходилось ~97% от общего мирового производства сырой стали в 2022 году.
🇷🇺 Как обстоят дела с выпуском стали в России? В мае было выпущено 6,8 млн тонн стали (8,8% г/г). По итогам же 5 месяцев: 32,1 млн тонн (1,9% г/г). С начала года акции российских сталеваров чувствуют себя неплохо, а в последний месяц и вовсе показали ошеломительный рост (ММК, НЛМК, Северсталь), отыграв немного тот крах в котировках, который творился в 2022 году. Во многом это случилось благодаря ослаблению рубля по отношению к другим валютам, возросшему внутреннему спросу и новостях о стабилизации в металлургическом секторе (а значит подсчёту будущих дивидендов).
📌 Недавно Гендиректор Северстали рассказал о положении сталеваров, переговорах с ФАС и желании досрочно заплатить windfall tax. Главное, что нужно понять из этого интервью: металлургическая отрасль в России в этом году во многом уже адаптировалась к санкциям и восстановилась от шоков 2022 года. Сама же Северсталь ожидает сильные операционные результаты во II квартале, а дивидендная передышка не будет длиться вечно. Конечно, частные инвесторы подхватили данную новость и поверили в других металлургов, что дивидендная история для них тоже не чужда. А я отмечу, если конъюнктура внутреннего рынка останется достаточно благоприятной (благодаря строительной активности и промышленности), то стоит ожидать более впечатляющих результатов, чем сейчас, а во что это выльется в будущем, покажет только время.
С уважением, Владислав Кофанов
Рекомендую подписаться на мой Телеграмм-канал, чтобы не пропустить публикации. В нём я рассказываю про экономику, финансы, свои инвестиции и анализирую различных эмитентов. Становись финансово грамотным.
Показать полностью


Литье крышек люков и решеток для ливневок на корейской фабрике
Наткнулся на видео и дедушку вспомнил своего, уже 7 лет его нет, а сейчас интересно было бы с ним поговорить о литье, он на заводе работал, литье алюминия, различные изделия делал, мне игрушек наделал из алюминия (разные статуэтки). Брал, например, самолет, делал формы, отливал и потом полировал до зеркала, и постамент делал. Много чего делал, даже медаль мне большую сделал на день рождения. Эх, скучаю я по нему. Если у Вас дедушка и бабушка живы - позвоните им просто так, узнайте, как дела.
Показать полностью

Вы буквально почувствуете жар печи и крепость стали!
В 1973 году фильм "Люди, огонь, металл" был удостоен приза жюри 5-го Всесоюзного фестиваля телефильмов в Ташкенте.
Эта удивительная картина даёт наглядное представление о том, как варится сталь, как работают мартеновские печи, как прессуется металл мощным паровым молотом. Всё это можно увидеть на примере работы Героев Социалистического Труда сталевара Ивана Белова с завода “Красное Сормово”, кузнеца Горьковского автозавода Арефия Огнева и вальцовщика Александра Магрычева с завода “Красная Этна”.
Использована музыка Сергея Прокофьева.
Горьковское телевидение 1972. Источник: канал на YouTube «Советские фильмы, спектакли и телепередачи. Гостелерадиофонд», https://www.youtube.com/channel/UC7FDlGcSUqeSZHh1LRMM1OQ?sub_confirmation=1

Дол на ноже. Компенсационный дол
С узким долом на ноже более-менее понятно: он служил для удержания заготовки и фиксации ее формы во время пластической деформации. (О технологии изготовления клинка с узким долом здесь: Кавказский кинжал. Долы и геополитика 2)
С узким долом на саблях все немного сложнее. Попробуем разобраться.
Многие видели узкий дол на сабельных клинках. Многие видели – не многие понимают для чего он там. Для чего он не нужен - в прошлых статьях по теме.

Начну издалека – это необходимо, чтобы представить условия, в которых работал древний мастер. Многие представляют мастера оружейника как человека, в одиночку кующего свои клинки в каких-то примитивных условиях. Это совершенно не так.
К началу первого века разделение труда в производстве уже полностью сформировалось. Тут можно вспомнить про производство Древнего Рима. Там, на римских шахтах, могло одновременно трудиться по нескольку тысяч человек. И организация производства была на большой высоте: рабочие обеспечены жильем, едой, одеждой и орудиями труда. Производился своевременный вызов продукции и подвоз материалов. Обеспечивался фронт работ и разведка недр. Можно вспомнить египетские пирамиды – там тоже рядом с ними откопали жилища для строителей.
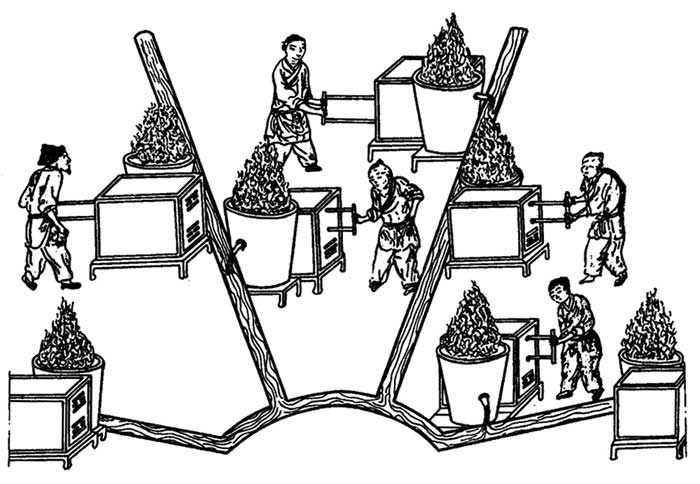
Но если речь идет о металле, то уместнее здесь рассказать о самом крупном цельнолитом памятнике из чугуна – китайском чугунном льве из Цзанчжоу. Вес его 44 тонны. Отлит был предположительно в 954 году. Для того чтобы залить такую огромную форму необходимо было согласованное действие сразу множества мастеров-литейщиков работающих у разных печей и обеспечивающих непрерывную заливку формы. Представляете уровень производства того времени?

Во втором веке в Риме была отлита конная статуя Марка Аврелия примерно в два раза больше натуральной величины. Уровень исполнения – высочайший. Такие статуи в то время лили десятками, к сожалению, дошла до нас только эта. Остальные ушли в переплавку. То есть, древнее производство - это именно производство, а не одинокие кустари.
Второй момент, - это монополия государства на производство оружия. По И. В. Сталину - государство есть диктатура правящего класса. Чтобы что-то диктовать нужно оружие. Много оружия. Оружие производилось по выдаваемым государством лицензиям, причем не всем. На захваченных территориях вообще свободное ношение и производство оружия запрещалось. И ничего с тех пор не изменилось, если пришли захватчики, то оружие под страхом смерти - сдать. Так что некий абстрактный мастер просто по закону ничего не мог сделать. А если бы и сделал, то понес наказание.
В Японии, в средние века, государство как-то даже ограничивало выпуск оружия, чтобы сохранить высокие цены на него. Сохранились документы, в которых указывается, что один мастер за 25 лет сделал 1600 катан - это в среднем 5 катан в месяц. Я вот не знаю никого из современных мастеров, кто даже с современным оборудованием мог бы выполнить работу такого объема за месяц. Это значит, что за тем японским мастером стояла целая мастерская. Действительно, сталь Круппа лил не сам Крупп и демидовское железо варил не Демидов. Даже известные у нас с 19 века ножи Самсонова, которые он делал из английских каретных рессор, Самсонов делал не один – у него подмастерье был и жена, вроде, помогала.
Понятно, у государства монополия на производство оружия и даже на добычу полезных ископаемых. Это еще с Древнего Египта повелось – там монополия на добычу руды была и госприемка. Да, госприемка в прямом смысле этого слова, да еще и со своими стандартами. Железо поставлялось в слитках определенной формы стандартного размера. А специально обученный человек мог проверить на качество и свариваемость.
Государство – это еще и армия. А армия – это стандартизация. Для выполнения определенных задач и действий требовалось определенное оружие. Совсем не хорошо, когда в строю один воин стоит с длинным копьем, справа от него воин с коротким, а слева вообще с мечом. Так много не навоюешь. Без стандартизации невозможна была бы непробиваемая одно время фаланга Александра Македонского. Да и вообще ведение боя сильно бы затруднилось, недаром римские легионы легко прошлись по варварской еще Европе, кроша более многочисленного противника. Стандартизация оружия еще хороша тем, что один человек мог обучить владению им любое количество человек.
Да взять те же луки: стрелы делались стандартными – это естественно, иначе одна стрела улетит далеко, а вторая рядом упадет. И даже в производстве обычных стрел разделение труда присутствовало: кто-то делал древки, кто-то клеил перья (кто-то эти перья добывал), кто-то прилаживал наконечники. Да и в производстве калибровочных досок для стрел тоже было разделение труда. Почему? Да потому что на чем больше операций разделялся процесс изготовления, тем выше получалось качество изделия и тем сильнее увеличивалась производительность.
Качество улучшалось за счет того, что с разделением труда стало возможным проконтролировать качество изделия на всех этапах его изготовления. Вторая причина – это появление узкоспециализированных мастеров. Если мастер делал одну операцию, то делал он ее хорошо и быстро. И, самое главное, одной операции легко было обучить новичка. А в те старые суровые времена это было очень важным моментом – случись какой катаклизм - и нет мастера. А так, если кто-то и выбывал из процесса, его всегда можно было скоро заменить новым человеком. Более того, включение новых операций, как это случилось с нашим долом, в случае разделения труда не уменьшало производительность, а увеличивало ее. Чем больше производительность мастерской, тем проще получить госзаказ. Госзаказ еще со времен Древнего Египта существовал. Был он и в Древнем Риме, да и в любом государстве тоже.
Пример: в 19 веке 250 человек из деревни Харитоново Шуйского уезда Ивановской области за год производили 50 тыс. кос. В процесс было включено все население деревни, включая женщин и детей. В деревне работало 60 кузниц, в кузницах было по два-три горна. Такая производительность была достигнута за счет большого разделения труда. Процесс изготовления косы был разбит на семь-восемь отдельных операций, выполняющихся разными людьми.
Допустим, получила некая мастерская заказ на 1000 сабельных полос определенной формы, которые нужно сделать за определенное время. Как увеличить производительность? В нашем случае поможет включение дополнительной операции – нарезки компенсационного дола. На практике это выглядело так. Мастерская закупилась на рынке полосой или сделала заказ в другой мастерской. Получив полосу, поставила человека на раскройку по длине и человека (двух-трех) на нарезку-набивку дола. Обычно дол выстругивали или штамповали подмастерья – это операция не требует высокой квалификации, как и нарубка полос по размеру. А вот уже оттяжку лезвия делал квалифицированный мастер. Дело в том, что при оттяжке лезвия течение металла выгибает полосу дугой. Если оттягивать лезвие ничего не предпринимая, мы получим нечто вроде шамшира или серп с острым выгнутым краем.

Кстати, в Сети есть очень интересное видео, где снято разделение труда в одной современной и в то же время очень примитивной индийской мастерской: пять или шесть человек куют стальные крюки сидя, как и принято на востоке. Куют они на каких-то бобышках - обрезках то ли рельс, то ли каких-то деталей. Выглядит это так: один раздувает меха, второй греет заготовки и метает их в сидящих в помещении мастеров. Те ловко ловят поковки и перекидывают друг другу или швыряют обратно «горнисту». Смотрится это уморительно: сидящие на заднице мужики метко и быстро швыряются друг в друга раскаленными железками. Нагрел – кинул. Поймал – загнул – кинул другому. Расплющил – кинул «горнисту». Нагрел – метнул третьему. Смотрится покруче циркового номера. А дел-то - загнуть и прошить какой-то крюк. Поищите...
Чтобы сабля или нож получился прямым нужно аккуратно сводить на клин обух. Это довольно сложно и один неточный удар может испортить всю геометрию и свойства клинка. Мастера, кующие ножи полностью, зачастую сначала выгибают полосу в обратную сторону, чтобы при оттяжке лезвия она выровнялась, но даже это требует сноровки и умения.
А вот выструганный дол у обуха играет роль своеобразного демпфера или компенсатора – полоса хоть и изгибается, но не так сильно - металл при ковке течет и заполняет собой компенсационный дол. Это уже позволяет снизить себестоимость, так как труд квалифицированного мастера стоил дорого. И теперь, с долом, на операцию по оттяжке лезвия можно нанять почти любого, особенно если фиксировать клинок клещами за дол. (Об этом рассказано в статье про кавказский кинжал). После того, полоса с оттянутой кромкой шла на следующую операцию – рихтование и придание окончательной формы по шаблону.
Оказывается, что широкой полосе с долом даже на холодную легко придать любую форму: выгнутую просто сделать вогнутой даже без нагрева, что не получится с широкой полосой без дола. Долом мы разбиваем широкий клинок на сегменты: вспомните притчу о венике, который не согнуть и о составляющих его прутиках, которые по отдельности легко гнутся.
То есть, выстругав или проштамповав дол, мы можем нанять любое количество малоквалифицированных кадров, которые обеспечат нам почти любое количество клинковой полосы почти в любые сроки. Тут можно вспомнить про самый массовый, наверное, нож своего времени пчак – именно на нем часто присутствует этот компенсационный дол.

Обратите внимание на обух этого ножа - он совершенно прямой.
Сабли на вальцах в ручьевых формах начали делать в 16 веке. Полосу рубили на длину, затем формировали в вальцах. Заготовка в вальцах тоже изгибается, поэтому после придания сабле формы, ее отправляли рихтовщику, который на холодную выправлял изделие по шаблону и передавал дальше на шлифовку, сборку и заточку.
Подытоживая, можно с уверенностью сказать, что узкий дол – это след от технологии многократно повышающий производительность труда.
В настоящий момент этот дол не несет каких либо полезных функций кроме маркетинговых. На вопрос для чего дол на современном ноже можно смело отвечать: «Для вас, дорогие покупатели!».
А вот широкий дол служит совершенно для другого. Если интересно, о нем в следующих статьях.
Показать полностью
6
Кавказский кинжал. Долы и геополитика 2
Написав порядочно текста в первой части я всего лишь подошел к самой сути – технологии изготовления оружия в примитивных условиях древней мастерской. Однако именно в таких условиях и было изготовлено несчетное количество кавказских кинжалов – оружия для всех слоев населения.
Технологии - это то, что не переваривает в большинстве своем современный читатель - ему становится скучно. Другое дело - читать глупейшие мифы о том или ином ноже, той или иной детали.
Поэтому прежде чем что-то написать, приходится разбираться с тараканами в чужих головах. Иначе не получится - информация не усваивается.
Чтобы разговаривать о необходимости долов нужно не только понимать нюансы технологий, но и представлять экономическую обстановку на Кавказе того времени. А, как я уже писал, народ был беден. Хотя, для изготовления кинжала инструмента нам потребуется не так уж и много: клещи, молоток, наковальня, ну, может еще что из железа. Кстати, у вас есть наковальня? Знаете, сколько она стоит приличная?
Даже сейчас не всякий «умелец» может позволить себе в хозяйстве наковальню, а что тогда говорить о кавказцах, которых Пушкин собирался приобщать к цивилизации с помощью самоваров? Кстати, у вас есть самовар? Нет? Тогда что с вами, дикими, разговаривать?
Только упомянули наковальню и кузнецов и сразу наткнулись на еще один миф. Кто по-вашему изображен на картинках? По-вашему - кузнецы. По-моему - какие-то неадекватные личности - потенциальные калеки. Так ручником не машут, не говоря уже о других ошибках на картинках...
Цены, конечно, на картинке с наковальнями конские. Всегда можно найти средненькую по качеству наковальню тысяч за 25-30 или убитую бэушную тысяч за пять-десять. Но десять тысяч - тоже деньги. За эту цену кинжал купить можно.
Кстати, старые якутские кузнецы тоже деньгами не швырялись и наковальню, обычно, носили с собой, как и весь остальной инструмент. Кавказцы из-за природных условий и месторасположения были немного побогаче, но не намного. Я не нашел свои фото из Санкт-петербургского этнографического музея, но любой желающий может туда зайти и посмотреть на традиционную якутскую наковальню – вбитую в бревно стальную болванку. Частенько кузнец и сидел на этом бревне работая. На фото ниже уже "продвинутые" якутские кузнецы в стационарной мастерской.

Заметили какого размера у кузнеца наковаленка? Вон она, размером с ладонь, на пне закреплена.
Такие болванки в качестве наковальни до сих пор используют в Азии и Индии. В Сети полно роликов и любой желающий может посмотреть на работу современных кузнецов из тех краев. Условия, в которых мастера изготовляют свои изделия, часто нисколько не отличаются от средневековых.

Непальский деревенский кузнец работает над серпом сидя на корточках у горна-ямки.
Для изготовления кавказского кинжала нам тоже не потребуется большая наковальня, достаточно будет бабки для отбивки кос. Я как-то изготовил клинок на болванке размером 2 на 4 см.

Вам, если возьметесь ковать кинжал, этого тоже хватит. Более того, на такой небольшой бабке ковать кинжал зачастую удобнее, чем на массивной наковальне. Удобнее, но с одним условием – если на полосе из которой мы куем кинжал сделаны узкие долы.
Итак, у нас есть полоса стали и нам нужно оттянуть у нее лезвие. При оттяжки лезвия полоса будет изгибаться и приобретать форму полукольца или серпа - законы физики.

Выправить ее можно тремя известными способами.
1. Придать полосе изначально изогнутый вид (предварительно выгнуть ее в обратную сторону). Так поступают некоторые современные кузнецы.
2. После оттяжки лезвия или одновременно с этим отстукивать обух, уменьшая его толщину. Обух в этом случае примет форму клина. Это требует определенного опыта. Поэтому клин по обуху довольно редок, хотя и наиболее историчен.

3. Выправлять полосу в процессе ковки.
Первые два способа требуют определенного навыка и всегда есть риск испортить заготовку неточным ударом. Третий способ недоступен по причине дороговизны необходимого инструмента.Третий способ самый простой, если сталь качественная и наковальня достаточно большая – больше длины клинка. (См. фото выше)
На маленькой бабке так выпрямить нельзя и что делать, если приобрести большую наковальню не позволяют возможности? Кавказцы нашли выход: в качестве оружия они выбрали обоюдоострый кинжал с асимметричными долами. Конечно, делались кинжалы и с другим типом долов и без них, но кинжал с асимметричным долом оказался наиболее простым в изготовлении.
Для современного мастера изготовление асимметричных долов на клинке сопряжено с большими трудностями. Во-первых, нужно как-то закрепить клинок, во-вторых - подобрать нужный инструмент, в-третьих, этим инструментом необходимо владеть на достаточно высоком уровне, так как всегда сохраняется опасность испортить плоскость клинка при изготовлении дола. В-четвертых, выточенный дол необходимо еще обработать и придать ему аутентичный вид. В общем, нанесение долов на клинок порой занимает больше времени, чем изготовление самого клинка. Кому это надо?
Однако, в современном историческом оружиеведение распространено мнение, что в старину долы так и делались – выстругивались после изготовления клинка для красоты или «облегчения» клинка. В доказательство приводятся работы современных мастеров. Попробую показать что это все не так.
Нанесение долов на полосу - простейшая операция, выполнять которую могут люди первый раз взявшие в руки молоток и клещи. Долы наносились чтобы облегчить получение клинка и значительно уменьшить время необходимое на его изготовление. В общем, долы увеличивают производительность труда и позволяют изготовить качественный клинок в самых примитивных условиях. И вам, если вы решитесь отковать кинжал, потребуется сделать на полосе долы. Вы можете сделать это болгаркой за несколько минут. Древним мастерам требовался другой инструмент.
В древности долы на полосе или выстругивались, или набивались. Выстругивать, конечно, дольше, но в этом случае не требуется вообще никаких сложных приспособлений. Достаточно иметь обломок сверла или кусочек хорошо закаливающейся стали.
Инструмент для выстругивания пазов называется дорожник, шпунтубель, пазник. Простейший, можно сделать из двух досочек, более сложный с регулируемым расстояние от края - требует винтов.


Сделанный за несколько минут инструмент из подручных материалов
Полоса закрепляется на столе и дорожником выстругивается паз нужной глубины.

Работа таким инструментом и определило известное нам расположение дола - слева от оси. Дол выстругивался всегда от рукояти к острию. Так гораздо удобнее, потому что не нужно ничего размечать и можно не опасаться испортить заготовку.
Металл в древности очень часто строгали, посмотрите ролики изготовления японскими мастерами оружия по традиционным японским старинным технологиям.
Для более быстрого нанесения дола на полосу используется кондуктор. Его тоже несложно изготовить. Дол набивается на одной стороне, а потом на другой.
Набивка дола в простейшем штампе-подкладке.

Набитый на заготовке дол.
Рассмотрим необходимые операции для изготовления кавказского кинжала.
1. Отрезается полоса нужного размера. Конец полосы для увеличения производительности и облегчения труда отрезается под углом.
2. Выравнивается. Кончику клинка придается необходимая форма.
3. Наносится дол. Выстругивается или набивается. Начинать дол нужно с будущей рукояти, но у начала сужения клинка его закончить. Для этого можно поставить простой упор или сделать разметку.
4. Размечается рукоять. Если дол зашел на рукоять ничего страшного – все скроется накладками.
5. Формируется головка. В принципе ее можно формировать и в самом конце после оттяжки лезвия – это не принципиально. Часто головку клинка делают равной по ширине с клинком. Для этого ее немного расковывают и клинок приобретает такую вот форму по толщине.
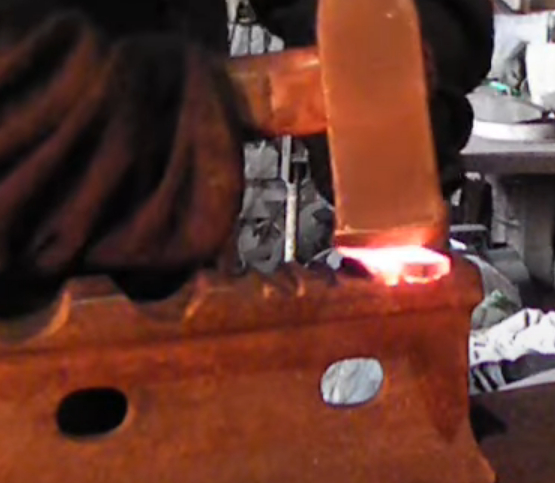
6. Оттяжка лезвия. Для облегчения работы мастер прижимает клещи к бобышке и легкими ударами молотка оттягивает лезвие, передвигая клещи по долу в случае необходимости. Губки клещей предохраняют центр клинка от неловкого удара.

Поэтому толщина клинка очень плавно изменялась от рукояти к острию. Чем шире клещи, тем быстрее работа.
Часто дешевые клинки делались из малоуглеродистой стали и нагревались только для снятия напряжений. Работа шла как с медью. Но лезвие клинка приобретало прочность за счет наклепа. Такие клинки даже не закаливались. Широкие клещи не позволяли клинку изгибаться во время ковки – работа существенно облегчалась.
Во время ковки кинжала на обычной наковальне он изгибается сразу в трех плоскостях. Выпрямить его бывает очень сложно. А для того чтобы избежать закручивания винтом, клинок приходится ковать перекладывая «с острия на рукоять». Долы же позволяют «заневолить» заготовку и избежать ее деформации. Откованный таким образом клинок почти не нуждается в правке. Работать может мастер любой квалификации. Даже человек ни разу не бравший молоток в руки сможет отковать из полосы с асимметричным долом отличную заготовку под кинжал.

Оттяжка лезвия.
7. Обточка. Обдирались клинки напильниками или на кругах различного вида, часто самодельных. Дол шлифовался каким-либо абразивом с помощью деревянных палочек.
8. Закалка.
- Вы все врете, - скажут мне приверженцы долов как декорации. - Все современные мастера дол вырезают, и нет никаких доказательств, что его делали на полосе.
Конечно, делали долы и на готовых клинках. Но в более позднее время, когда клинки уже массово штамповали на заводах или тупо точили из полосы.
В примитивных условиях это делалось следующим способом. Клинок сгибали дугой и на этом полукольце не спеша напильником выпиливался дол. Таким способом дол можно вытачивать и на обычных ножах.
Хотя, даже если клинок вырезать из полосы, а не ковать, все равно удобнее нанести дол заранее, он будет служить разметкой. Кстати, неглубокие разметочные долы тоже встречаются. Если выбросить из головы постулат что дол – это красиво, сразу открываются дали и перспективы его всевозможных предназначений.
Давайте поищем доказательства того, что дол наносился на полосу, а не на клинок. Сейчас Интернет предоставляет нам такие возможности, которых не было даже у историков написавших много умных книжек. Вот взять те же топоры, что только про них не пишут в книжках. А попробуешь отковать, и выходит… Ой, опять я увлекаюсь. Топоры – совсем другая тема.
Смотрим на фото.

Что вы видите?
Думаю, большинство увидело старый кинжал без рукояти. Я вижу совсем другое. Обратите внимание на рукоять. Видите, что дол заходит далеко за ее середину. Это значит, что изготавливался он не на клинке, а на полосе. Никакой мастер не стал бы мучиться, выстругивая или выбивая дол в совершенно не нужном месте. Но допустим, этот клинок делал как раз мазохист. Смотрим на острие.
Видите, как дол сходит на нет? Это возможно только в случае если мастер применял специальный инструмент, сводя на нет кончик дола, или просто оттянул лезвие клинка ковкой. Знаю мастера, который имитировал такой аутентичный дол, вытачивая его конец гриндером. Сейчас часто так делают. Вернее, почти всегда. Уже не знаю никого, кто режет долы на полосе для дальнейшей ковки.

Набитый на поковке дол и его окончание до оттяжки лезвий.

Кончик дола после оттяжки лезвий.

Современная работа. Обратите внимание на дол.

Старый клинок. Сравните дол с долом на фотографии выше.
Возвращаемся к рукояти. Видите что дол на ней шире, чем на клинке? Это возможно только в одном случае – если лезвие оттягивалось, а дол уже имелся. Дол работал как компенсационный, уменьшаясь в ширине за счет течения металла.
Таких фотографий я могу предоставить множество.

Дол проходит через всю рукоять - одно из доказательств того, что он делался на полосе. Обратите внимание на грубое начало дола.

Видны следы от штамповки. Мастер,возможно, раздавал головку и рукоять в ширину.

Отверстие сделано после изготовления дола.
Вообще дол может заходить за рукоять или не доходить до рукояти – как сделали, ГОСТа – нет. Нет ни кавказских ГОСТов, ни непальских, ни якутских. Однако в основе изготовления клинка, да и любого другого предмета лежала целесообразность.
Дол для облегчения работы – это целесообразно. Дол для красоты – глупость не способствующая выживанию кузнеца. Красота – это серебро на рукояти и ножнах. Будете спорить?
Надеюсь, я убедил вас в том, что асимметричный дол это не «хохлома» у воинственных горцев, а технологическая необходимость, помогающая выживанию народа.
Когда и где появился ассиметричный двусторонний дол, пускай разбираются историки, фактического материала для этого хватает. Однако с уверенностью можно сказать, что на Кавказе эти долы нашли свою вторую родину, если не были первой.
Показать полностью
22
Дол на ноже. Мифы. 2
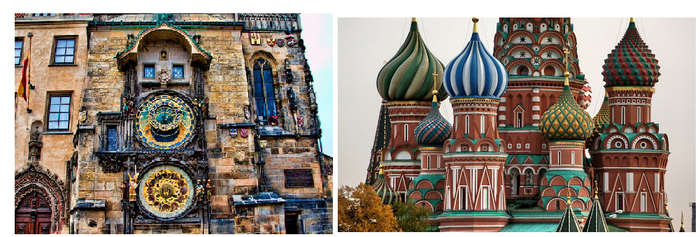
Не буду оригинальничать и начну вторую часть разговора о долах, а в данном случае о кровостоке, с мифа. Мы живем в век мифов, которые сами и создаем. Почему? А так нам легче жить. Взгляните на картинку внизу. Слева Пражские куранты, справа Храм Василия Блаженного (Покровский собор) и найдите между ними общее.
Уверен, большинство ответит так:
- Не знаю, но оба сооружения красивы.
Это будет отчасти правильный ответ, так как объединяет эти два сооружения очень похожая легенда. Вернее, легенда одна и та же, только о разных объектах. И главное в этой легенде - красота и ее последствия. Если будете гулять с гидом по Красной площади, он обязательно расскажет вам, как царь Иван Грозный, пораженный красотой строения приказал ослепить мастеров создавших его. Даже стих плаксивый про это написали.
И, окинувши взором
Его узорчатые башни,
"Лепота!" — молвил царь.
И ответили все: "Лепота!"
И спросил благодетель:
"А можете ль сделать пригожей,
Благолепнее этого храма
Другой, говорю?"
И, тряхнув волосами,
Ответили зодчие:
"Можем!
Прикажи, государь!"
И ударились в ноги царю.
И тогда государь
Повелел ослепить этих зодчих…
Дмитрий Кедрин, 1938
Возводили этот собор зодчие Барма и Постник Яковлев. Яковлев, который участвовал в восстановлении Казанского кремля несколько позже, не мог бы этого делать будучи слепым. В общем, версии об ослеплении давно разобрана и опровергнута, кому надо тот найдет. Интересно другое: если будете в Праге у Пражских курантов, гид расскажет вам точно такую же плаксивую историю, как злые люди из мэрии, пораженные красотой курантов, приказали ослепить мастера их сделавшего.
Однако, свой нынешний вид куранты приобрели не сразу – они реставрировались и дополнялись. Да и по документам Микулаш из Кадани соорудивший куранты, получил не шилом в глаз, а дом у Гавельских городских ворот, 3000 пражских грошей единовременно и регулярное ежегодное пособие в 600 пражских грошей.
Уверен, наши архитекторы (есть версия, что архитектором Покровского собора вообще был иностранец) тоже заработали не мало. Калечить приглашенных мастеров – это калечить свою репутацию. Не один здравомыслящий человек больше бы не нанялся к такому работодателю. Поэтому давить на эмоции – это обычная практика туристических гидов. Если поедете к какому-нибудь пейзажному водопаду или озеру, будьте уверены, что услышите правдивую историю о несчастной любви невинной девы, которая это озеро и наплакала, будучи разделенной с любимым. Мы, конечно, в это не поверим, но все равно всплакнем всей группой и грустно вздохнем, сочувствуя… а кому сочувствуя-то? Вот и я не буду никому сочувствовать и расскажу притчу о долах. Потому, как говорил раньше, что устал бороться с тараканами в чужих головах. Но раз взялся, то придется. Я люблю притчи и у меня их много.
Сидел как-то старый оружейный Мастер на камне рядом с мастерской и щурясь от солнца смотрел в небо, выискивая сокола, чтобы посмотреть на его крыло. Много чего сделал этот Мастер, но вот только ножа в форме крыла сокола не делал. Крыло крикливого чибиса делал, крыло флегматичной совы делал, даже крыло шустрого воробья изобразил в металле... Ой, это из другой притчи, о кукри. Виноват.
Итак, сидел мастер на камне у мастерской и увидел спешащего к нему могучего воина. Ну, как спешащего - ковылял воин помаленьку, истекал потом и кровью - сразу видно из сечи вышел по неотложным делам.
- Привет железячникам, - склонился в почтительном поклоне подошедший воин.
- Я плющила, - вежливо отмахнулся Мастер. - По делу или так, помереть заглянул? - оценил он внешний вид богатыря.
- По делу, конечно, - тяжело вздохнул воин, поскрипывая сломанными ребрами. - Знаешь, зае..., простите, устал я что-то очень в этой сече, спасу нет. Вот и...
- Ну, так рубиться - не мешки ворочать. Пришел-то зачем? - перебил его Мастер.
- Облегчи мне палицу мою двухпудовую, - решился, наконец, богатырь, бросив к ногам мастера свое оружие. Грамма на три-четыре - тяжела она что-то стала.
- Так, небось браги перебрал вчера, вот и тяжела. Не? - ехидно прищурился Мастер. - Возьми не двухпудовую, а пуда на полтора.
- Понимаешь, взять-то чуть полегче не проблема, но привык я к своей, сроднился почти, из рук не выпускаю, - пожал воин плечами, поморщившись от боли.
- Ладно, уговорил, - хлопнул Мастер себя по коленке. - Я тебе дол на палице выпилю, а то и два - сразу полегчает.
- Дол? - почесал репу воин, соскребывая при этом засохшую вражью кровь.
- Кровосток по-другому, понял? Долы на палицах последний писк сезона. Усёк? Еще могу дол на древке копья выпилить, - Мастер потер руки, предвкушая новые заказы. - Чем глубже дол, тем крепче древко! Запомни это.
- Нет, - проговорил побледневший воин - ему явно поплохело от умственного напряжения.
- А еще дол усилит твою палицу, сделает ее жестче. Два в одном, как говорят басурмане. Будешь долж...
Договорить Мастер не успел. Воин упал и умер от осознания своего невежества.
Мораль: многие знания умножают печали.
О предназначениях узких долов я скажу чуть ниже, ведь предназначения эти могут быть совершенно разными. Говоря о кровостоке, я ни в коей мере не утверждаю, что узкий дол на ноже мог выполнять только эту функцию. Нет, конечно. Нигде в моих текстах вы не найдете такого категоричного утверждения. Наоборот, я буду рассказывать о тех предназначениях узкого (пока о нем) дола, о которых большинство и не догадывается.
Корректно ли говорить, что иногда на некоторых ножах некоторых людей дол выполнял функцию кровостока? Да, корректно. Во-первых, я сам был свидетелем такого его назначения, о чем выше написал, а во-вторых, само название «кровосток» откуда-то взялось и утвердилось в обществе у вполне взрослых людей. Понимаете? Давайте еще раз: дол мог выполнять функцию кровостока. А мог и не выполнять.
Посмотрите на этот узбекский пчак. Узкий дол проходит у самого обуха. Предназначение этого дола совершенно иное. Это не прихоть мастера – это своего рода необходимость, которая к кровостоку не имеет никакого отношения. Для чего он нужен, расскажу в других статьях, когда перейду к этому типу долов. Если перейду, потому как периодически набегают какие-то люди и кричат, что всем известно для чего на клинках дол и писать тут ничего больше не надо.

Еще один дол. Кавказский кинжал кама. Этот дол на кинжале тоже к кровостоку не имеет никакого отношения. У него свои строго определенные функции. Были. Сейчас дол перешел в разряд ритуальных, то есть, выполняется на клинке только потому, что так принято. У этого дола тоже есть одна особенность: исполняется он почти всегда слева от от оси клинка, если клинок лежит острием от наблюдателя. Полистайте картинки в Сети – посмотрите. Если очень повезет, то найдете редкий экземпляр с долом справа. Уверяю, повезет не всем, только смотрите старые кинжалы, а не новодел.

А теперь взгляните на этот штык-нож. Предназначение этого дола тоже явно не для обескровливания противника, потому как это - штык нож: ударил - сбил с ног – побежал дальше. Для чего? А тоже есть свое предназначение, о котором мог бы рассказать и сейчас, но так как уже начал про тараканов в чужих головах, то ими и закончу. А о узких долах продолжу уже в следующей статье.
Говорят, что узкий дол на ноже что-то облегчает. Давайте посмотрим что...
Берем клинок длиной 130-140 мм и толщиной 3,5 мм и выпиливаем на нем дол. Дол при таком размере клинка будет длиной мм 90-100 не больше. Максимальная глубина пусть будет в половину клинка. Берем гвоздь длиной 90 мм и толщиной 3,5 мм и укладываем его в наш дол. Половина гвоздя будет возвышаться над плоскостью клинка и эту половину уберем. Взвесим оставшуюся. Она зависла на 3 грамма. Теперь вспоминаем мою притчу.


Более того, укладываем половинку гвоздя у обуха клинка. Таких половинок, чтобы растянуть металл до мысика нужно будет три, а если бы сделать половинку гвоздя квадратной, то и четыре.

Теперь делим 3,5 на 4 и получим. Чтобы облегчить свой нож на три грамма, нам достаточно уменьшить его ширину на 0,8 мм. И кто-то говорит, что стоит пилить узкий дол? Кто-то говорит, что три грамма повлияют на некий баланс ножа? Может проще рукоять подстругать?
С облегчением ножа закончили, перейдем к «входит-выходит». Тут все просто. Можно купить кусок грудинки и потыкать в него разными ножами. (Более того, есть клинки с долом никак не предназначенные для уколов). Понимаю, многим это делать лень, поэтому просто картинка. Если принять эту версию за аксиому, то кинжалом на картинке проткнуть кого-то вообще будет невозможно. Однако, многие штык ножи, предназначенные колоть противника, тоже не имеют дола. Да как и многие кавказские кинжалы.

Жесткость. Думаю, этот миф вечен. Конечно. Лучше бы рассказать о том как дол не влияет на жесткость в другой статье, посвященной долу широкому, но да ладно. Версии о том, что узкий дол укрепляет клинок были? Были. Имею полное право…
Итак, цитата из «Вики» которой сторонники укрепления клинка долом громят своих оппонентов:
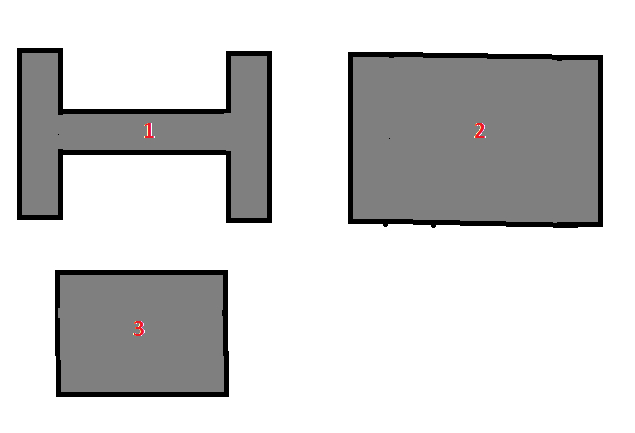
«Балка двутаврового профиля в тридцать раз жёстче и в семь раз прочнее балки квадратного профиля аналогичной площади сечения, что превосходит прочность швеллера…».
Что нужно понимать в этой цитате. Понимать нужно то, что нагрузка на двутавр и швеллер может быть разная – с одной стороны или с другой. Но нам это не нужно - курить «сапромат» гиблое дело, говорить о моментах инерции сечения вообще бесполезно, поэтому кошерно рассказать все простыми словами, показывая все на пальцах.
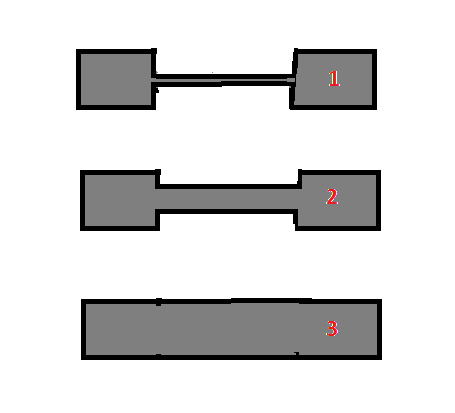
Смотрим на рисунок на фигуру номер 1. Всем почему-то кажется что ее прочность и жесткость будет выше чем у фигуры номер 2. На самом деле речь идет о фигуре номер три, так как она имеет одинаковую площадь сечения с фигурой номер 1.
Смотрим на рисунок ниже. Говорят, что фигура номер один схожа с фигурой номер два, однако, фигура номер два, схематично изображающая незаточенный клинок с двусторонним долом, схожа только с фигурой номер три и имеет с ней примерно одинаковую площадь сечения.
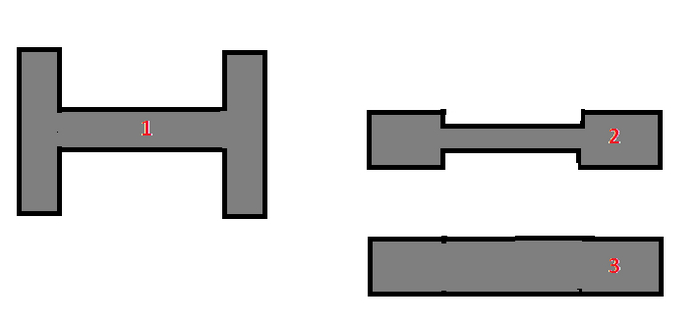
Чтобы фигура номер два. Стала похожа на фигуру номер 1, нужно, по логике, углубить дол. Но возникает вопрос: а точно, что «чем глубже дол, тем крепче древко»? Если точно, то максимальная жесткость клинка достигается при минимальной толщине стенки остающейся между долами. Так? По логике приверженцев упрочнения клинка долами – так. Но мы пойдем дальше и укрепим клинок еще больше – сделаем на месте долов сквозную дыру. Не надо? Хотя есть такие клинки с дырами, по идее они - самые прочные. Нет?
Тогда скажите, какая глубина дола на клинке толщиной, допустим, 5 мм самая оптимальная: 0, 5 мм., 2 мм., 3 мм? Да никакая - такой дол никак не упрочняет клинок.
Смотрим дальше. Какой клинок на этой картинке самый прочный? Просто, на глаз. Тот, который больше всего похож на двутавр или нижний, который похож на целый еще брусок? Все еще верите в упрочняющие свойства выточенного дола?
Ладно, зайду с другой стороны. Буду использовать бытовую логику, по которой две доски сбитые вместе крепче одной. Смотрим на рисунок. На позиции 1 швеллер. На позиции 2 тоже, но чуть поменьше. Берем его и вставляем в первый. Наша конструкция точно укрепилась. Берем еще один швеллер и вставляем внутрь швеллера 2. Делам так, пока остается место. Получили позицию 7. Она точно крепче швеллера с позиции 1. Берем полосу и заполняем оставшееся пространство. Получили… брусок. Неужели в самый последний момент, добавив металла мы все испортили?
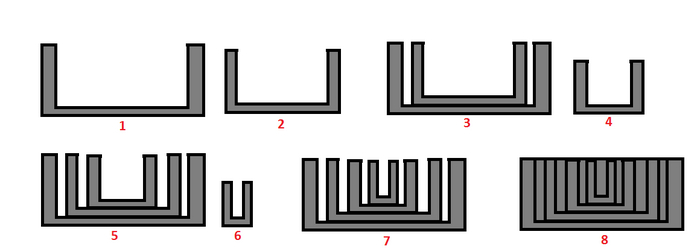
То есть, швеллер с позиции один, это некая часть целого бруска. Часть не может быть прочнее целого в данном случае. Выходит, клинок с долом, это всего лишь часть такого же клинка без дола. Однако, я еще продолжу эту тему в других статьях. Кто хочет посмотреть видео, где проводится эксперимент по определению жесткости клинка с долом и без, пусть найдет в Сети ролики замечательного мастера Марата Ахмедова. На одном из них он измеряет жесткость клинка до нанесения дола и после. Кто смотреть не хочет и так догадается чем все закончилось.
Короче, откуда же взялось мнение, что дол укрепляет клинок? Тут нужно различать штампованый дол и выточенный дол. Если мы возьмем две одинаковые полосы и на одной выточим дол, а на другой его проштампуем, то, конечно, полоса со штампованным долом будет немного жестче. Но в то же время площадь ее сечения будет уже больше чем площадь сечения полосы, где мы выбрали и выкинули металл. Полоса со штампованным долом будет даже немного жестче полосы до штамповки – это верно. Но если мы на готовом клинке выточим дол – то никак его не усилим, потому что мы уменьшили площадь его сечения.
Но это все ерунда не стоящая внимания, потому как у нас есть термическая обработка. Жесткость клинка после термической обработки – избыточна. И ее не усиливают, а уменьшают за счет отпуска. Более того, в древние мечи, чтобы уменьшить хрупкость и сделать клинок менее жестким в середину вставляли полосу вязкой стали или железа. Выглядит бредом : сначала уменьшить жесткость вставив в середину полосу мягкой стали, а потом увеличить ее выбив на ней дол. Дол здесь совершенно для другого. Усиливать клинок долом не нужно. Он и так избыточно жесткий после закалки. Повторюсь, в нем можно пропилить сквозной широкий паз вместо дола и жесткости будет хватать за глаза. Что и делают некоторые...
Спросите у любого мастера, для чего на его клинке дол. Если скажет про красоту или традиции – очень хорошо. Даже кровосток пойдет. Но если начнет рассказывать про наклеп и усиление, можете ответить примерно в таком духе:
- Ты чего, мужик, какой наклеп? Твой нож не закален что ли?
- Закален, на 60 единиц.
-Тогда какой, в жопу, наклеп?
Как с вами, так и вы… Дело в том, что при нагревании до температуры закалки наклеп снимается. Его уже не может быть в стали. Перед закалкой обязательно проводят:
"Рекристаллизационный отжиг — нагрев до температуры на 100—200 °C выше температуры рекристаллизации, выдержка и последующее охлаждение. Вследствие процесса рекристаллизации происходит снятие наклёпа, и свойства металла соответствуют равновесному состоянию".
Иначе наклепанная сталь может просто растрескаться. Я уже писал про звенящие клинки после закалки.
Или такой вариант.
- Зачем тут эта канавка?
- Дол выполнен для упрочнения.
- Мужик, ты что за шнягу мне втюхать хочешь? Вон, на соседнем прилавке такие же ножи и без канавки для упрочнения. Ты его из какого говна сделал, что его упрочнять надо? Он у тебя что не закаливается?
Продолжу эту тему в следующей части – буду медленно продираться сквозь дебри мифов, окружающих нож.
Показать полностью
10

Сможете найти на картинке цифру среди букв?
Справились? Тогда попробуйте пройти нашу новую игру на внимательность. Приз — награда в профиль на Пикабу: https://pikabu.ru/link/-oD8sjtmAi
Кому война, а кому... или снова о железе #1
Что на войне главное? Воин? Оружие? Сложно сказать. Без оружия и воина нет, а оружия без воина – бесполезно.
«Потеря оружия - преступление перед родиной». Газета «Красная звезда» 12 мая 1942 года, вторник.
«…Посылая своих сынов на бой с врагом, советский народ вручает им грозное боевое оружие. Всемерно сохранять это оружие, беречь его, как зеницу ока, — первейший долг воина Красной Армии, обязанность его перед народом. Именно в этом проявляется, прежде всего, преданность бойца отчизне, именно этим определяются, прежде всего, его моральные, воинские качества... Наше оружие служит теперь самой возвышенной, благородной цели, какую только знала история… Как же в этих условиях может быть расценено небрежное, халатное отношение того или иного бойца к своему оружию? Только как преступление. Родина вручает оружие воину для того, чтобы он уничтожал им гитлеровских мерзавцев, отстаивал с его помощью честь и независимость родины, жизнь советских людей. А если вместо этого человек по собственной вине, в результате разгильдяйства, лишился оружия, оставил его неведомо где, он не выполнил своего долга перед народом, перед родиной…».
"Дни и ночи у мартеновских печей, не смыкала наша Родина очей… ", - эти слова из песни мы, точно, помним все. Производство оружия требовало огромных затрат: финансовых и людских. А в прошлые века не просто с ресурсами было, особенно с ресурсами людскими. Это сейчас человечество из эры недостатка людских ресурсов, шагнуло в эру их избытка. А в недалекие еще времена шла постоянная охота за рабами – основной производительной силой. Так было в Ассирии, так было в Риме, так было в США, так было в России. Хотя в России государственным рабочим и приписанным к заводам крестьянам деньги все же платили, но гонялись при побеге, как за беглыми рабами…
В 1622 году воеводы пытались устроить завод рядом с Томском, работающий на найденных там железных рудах. Осуществить задуманное не удалось по причине нехватки финансов а, точнее, дармовых рабочих рук – не хватило крепостных, а нанимать вольных людей было слишком дорого.
Насильственная приписка крестьян к заводам вызывала бунты и бегство крестьян в другие места. Наладить строительство заводов и выпуск продукции удалось лишь в начале 18 века с помощью рабочих с заводов центральной полосы и усиления эксплуатации крестьянства.
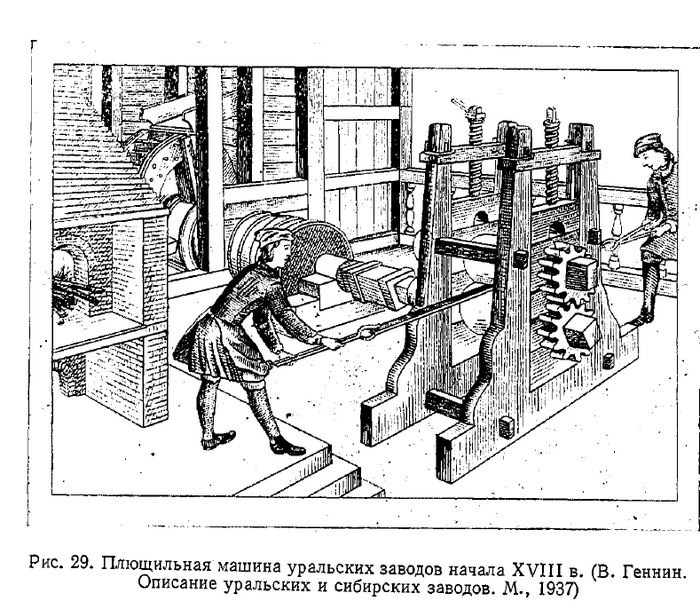
Вильгельм де Геннин (управляющий казенными уральскими заводами) писал в сообщение адмиралу Апраксину: «… Также ныне выдумал я и сделал новую машину водяную: стоя точу пушки 24 фунтовые по две вдруг, да третью сверит, почитай, без людей. Только ко оной машине надобно три человека, а прежде сего было на работе у оного точенья и у сверленья по сорок человек»; «… в четвертой (машине) – сталь делать против саморского из здешнего плохого карельского уклада, который прежде всего к такому делу (на стволы)был негоден. Будет вместо сваривать водою без людей… прежде сего многолюдно работников было».

Георг Вильгельм де Геннин, российский военный инженер немецкого происхождения, генерал-лейтенант, друг и соратник Петра Великого, специалист в области горного дела и металлургического производства. Строитель и управляющий уральскими железными заводами.
Геннин понимал, что без механизации производства заводы будут приносить убытки – приписными крестьянами и заводскими рабочими управлять феодальными методами становилось все сложнее.
К 1725-1727 годам к Уральским казенным заводам было приписано 25 000 крестьян, но и этого не хватало. В 1727 году начинается массовое бегство крестьян из-за жесточайшей эксплуатации. О размерах проблемы рассказывают финансовые документы тех лет. В табелях-отчетах де Геннина по каждому заводу имелась графа «о зачете денег за крестьянские работы. В ней отмечалась сумма денег, которую засчитывали приписным крестьянам в уплату подушной подати за работу, сделанную в течение года по заводу.
В 1724 году эта сумма крестьянского зачета по всем заводам составляла 22391 рубль. В 1725 – 21164 руб. в 1726 - 9726 руб. в 1727 году - 777 руб. На некоторые заводы крестьяне не явились вообще: сумма зачета – ноль. Приписные бежали целыми семьями: бросали все и подавались в бега.
Подряжали ловить крестьян и солдат, и башкир, причем башкирам разрешалось грабить крестьян полностью: «а за поимку оных брали бы у них все их пожитки себе…», и вывозить их в Екатеринбург. И это при том, что от тех же башкир при строящихся заводах возводили крепости: «для безопасности от набегов неспокойного народа башкирского». Здесь в борьбе с народом феодальное государство объединилось со своими, считай, врагами. Но даже такими методами полностью решить проблему не удалось.
Работать по 14 часов никто не хотел и не мог. «На работу и с работы бить в колокол… Марта с 10 по сентября по 10 число по утру – полпята, ввечру в марте и апреле – семь часов… в ыюне , июле по утру- полпята, ввчеру - в восемь… Токмо по утру на работу бить всегда до указанных часов за полчаса перед работою, чтоб мастеровые люди могли убратца и в работы вступить с начала самого указанного часа, а не позжее».
Однако феодализм уже изживал себя. Геннин бился за созданную им систему и построенные государственные заводы, но правительство Анны Иоановны хотело приватизации и передачи заводов в частные руки, чтобы повысить их прибыльность. Но если в 1629 году казана выписала 25 тыс. пудов прутового железа из Швеции, по цене за пуд по 21 алтыну четыре деньги. То в середине 18 века Россия уже сама продавала качественное железо за рубеж.
Производство железа требовало все больше и больше рабочих рук, с боем отрывая их от крестьянства. Считайте сами: на единицу железа на уральских заводах в 1723 году сжигалось 13,74 ед. угля. Если учесть, что выход древесного угля это 1/3 от объема древесины, то получим, что на 1 ед. железа требовалось более 40 ед. древесины. Это значит что вокруг «железных заводов» создавались смежные производства со своей структурой и логистикой… и оплатой труда.
Помните как в сказах Бажова барин гнобил крепостного мастера за то, что дети мастера ходили в сапожках, а барин не мог себе такого позволить?
Одним из основных потребителей железа в то время был ВПК. В Древнем Риме в конце V века до н.э. участник Вейентинской и Галльской войн Марк Фурий Камилл провел военную реформу, в соответствии с которой устанавливалось жалованье воинам, выдавалось казенное вооружение и продовольствие. То есть, с тех пор воин не сам приобретал оружие (и еду?), а оно ему выдавалось государством. Поэтому потребовалось ужесточение законов. А может, наоборот, потребовалось ужесточить законы и стали выдавать оружие… Кто его знает?
С юридической точки зрения продажа или утеря оружия стала считаться тяжелым преступлением и приравнивалась к дезертирству. Правда, только в том случае, если было продано все оружие. Если же была продана только часть, то наказание устанавливалось в зависимости от количества проданного. Если подследственный продал поножи или нарукавники, то его подвергали телесному наказанию. Если он продал панцирь, щит, меч, шлем, то это приравнивалось к дезертирству. В военное время (в походе) – это смертная казнь. Хотя иногда она заменялась переводом в другую часть по соображениям гуманности.
Если вы помните из прошлых статей как делалась сталь в то время и сколько стоила, то сразу становится понятным и суровые наказания за утрату оружия.
Понятно, что оружие - это инструмент воина. А как всякий инструмент оно должно быть функционально и надежно. Как там в «Тихом доне»: «Человека руби смело. Мягкий он, человек, как тесто, - поучал Чубатый, смеясь глазами. - Ты не думай, как и что». «Не думай, как и что» - это, вероятно, относится и к опасению сломать клинок. В древних трактатах прямо говорилось о таком исходе при неправильном ударе.
«И удар наносится острием. И на какую бы глубину оно ни проникло, кончик меча сломается. Раны, нанесенные в пределах одной или двух пядей, колотые. И куда бы ни попала остальная часть меча она ничего не порежет, не разорвет и не ударит».
Тут, вероятно, очень корявый перевод, что отмечают многие. Логично понять это так, что самым кончиком меча удар наносить нельзя -сломается. Кончиком нужно колоть, а рубить - местом, расположенным на расстоянии двух пядей от него. А если бить нижней частью (ближней к рукояти) рубящего удара не получится.
Поэтому не стоит думать, что проблемы с качеством стали были только в России – они были везде, где не было руд достаточно чистых от серы и фосфора. Как только такие чистые руды нашлись за Уралом, и заработали уральские заводы, качество стали в России сразу улучшилось.
Холодное оружие ломалось всегда и требовало навыка обращения с ним. Это сейчас мы можем смело стучать по рессоре рихтуя ее, а несколько веков назад все было иначе. Технологии не позволяли сделать из любой руды качественную сталь, поэтому качество стали в большей степени зависело от места изготовления, а не от технологии получения стали. Тот же самый уклад в России тоже делили по месту производства: новгородский, тихвинский, карельский. И это было правильно: технология одна и та же, а руда, а значит качество стали – разное.
Качество стали влияло не только на прочность оружия, от качества иногда зависел сам смыл существования этого оружия. Еще один источник. Мансур Мубаракшах. «Правила ведения войны и мужество». 12 век.
«Меч изобрел Джамшед, что было его достоинством и доказательством прозорливости. За это ему благодарно все человечество. Он трудился сто лет, чтобы извлечь из горной руды железо. И приказал изготовить из него меч, внушающий уважение и страх. Меч превосходит все виды оружия, он - оружие воинов и храбрецов. Но он же - оружие бездействующее. Пока им не взмахнешь и не приведешь в действие, нельзя пускать его в дело, так как он может ошибиться и сломаться».
Конечно, может сломаться, поэтому полосы и железа стали проходили «пробу». На уральских заводах железные полосы били об угол наковальни так, чтобы полоса согнулась. Потом ударом гнули в другую сторону. И так три раза. Со сталью поступали примерно так же, но готовое оружие уже били не об угол, а об круглый толстый чурбак или пень.
«Мечи (сабли) бывают разных видов "чини": (китайский), "руси" (русский), "хазари" (хазарский), "руми" (византийский) "фаранги" (европейский), "сулаймани" (соломонов), "шохи" (шахский), "хинди" (индийский), "кашмири" (кашмирский). Все они хорошо известны». Это понятно, ничего нового в этом абзаце нет, но интересно где в то время делали лучшие, по мнению автора клинки. В России? В Европе? В Азии?
«Но самые лучшие, наиболее ценные и острые - индийские сабли»

Тальвар. Индия.
Заметили? Как и Аносов автор упоминает остроту, хотя острота – понятие относительное. Я знал человека, который затачивал клинки до такой степени, что строгал на выставках волос из собственной бороды, держа его в пальцах. Проблема сейчас не в остроте: при наличии хороших камней и каменной задницы, можно заточить в бритву пятикопеечную «медную» монету.
Так почему одни клинки у Аносова и у автора этого трактата острые, а другие нет? Проблема в способности стали держать заточку или, если говорить научным языком, сопротивляться абразивному износу. Если ваш клинок имеет небольшую твердость то, конечно, он будет тупиться быстрее.
Однако закалить его на большую твердость древним мастерам не позволяло наличие фосфора. Чем больше твердость – тем больше хрупкость, а тут еще и хладноломкость…
Еще один момент. Современные мастера в подавляющем своем большинстве никогда не имели дело со сталью плохого качества. (Все современные стали делаются по ГОСТам). И мало кто знает, как крошится под молотком, как трескается под прошивнем сталь низкого качества. Такая сталь, даже если в ней достаточно углерода для закалки, и после термической обработки «тупа как пробка». Более того, мастера часто не знают, как делается сталь и, тем более, не знают, как она делалась раньше. Отсюда всякие «сногсшибательные» версии про происхождение того или иного вида ножей или оружия.
Вот, взять, например, «якутский нож».
Сам бренд появился не так давно, но породил вокруг себя множество оригинальных идей. Пишут, что якуты, еще до каменного века (!), пользовались расколотой трубчатой костью как ножом. И памятуя о своем давнем прошлом, перенесли эту форму ножа в нашу с вами современность. Перенесли через каменный, а затем бронзовый век - с ножами вполне обычными – ну, не делали они в каменном и бронзовом веке таких ножей, какие сейчас выдают за якутские. А, вот, в начале века 21–го, вдруг, вспомнили заброшенные кости… Ну, не бред ли? Бред. Но попробуйте переубедить кого из сторонников этой версии – заплюют.
Как-нибудь я расскажу о том, как появился этот нож и как его делали, поверьте, ничего близкого к тому, что вам показывают на Ю-тубе в этой технологии и близко нет - недаром столько написал про качество стали и способы ее изготовления. У якутов в производстве ножей все было прагматично до… минимализма, наверное.
Из-за загрязнения газами, механическими примесями, имея внутри себя закатанные многочисленные раковины каверны и пузыри, некачественная сталь крошится на кромке лезвия от малейшего усилия. Обидно: приложив массу труда вы заточили клинок, срезали пару прутиков и всё – нож не режет.
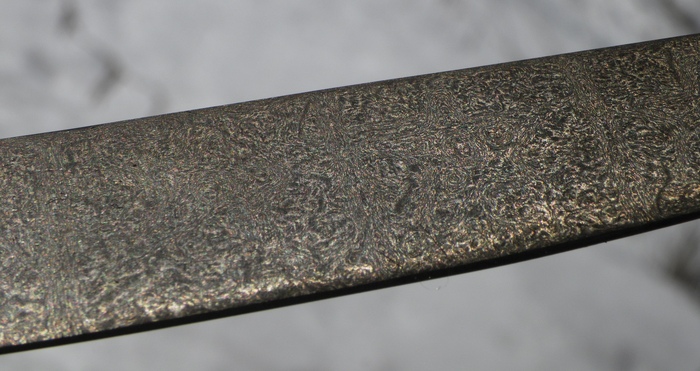
«Они имеют несколько разновидностей "барролук", "таравата", "рухния", "макбар", "пангавхар", "пармагас" (последний из-за обилия орнамента называют еще "мавджи даре" (речная волна). Он ценнее и изящнее всех мечей. Нет лучше него среди оружия да в войске, ни в казне, ни в шахской оружейной палате. [Имеется еще] "боджари", "сурман" и "турман". И ни в одной стране, кроме Индостана, нет таких мечей, как "теги баролук", "таровата", "рухния" и "мавджи даре". Они острее остальных, так как мечи эти жесткие (сухие), а остальные - мягкие. Если сделать их грубее, они будут ранить сильнее. В Хорасане и Ираке бытуют преимущественно "баджари". Они не очень ценные, зато мягкие (пластичные) и при нанесении удара и ран редко ломаются».
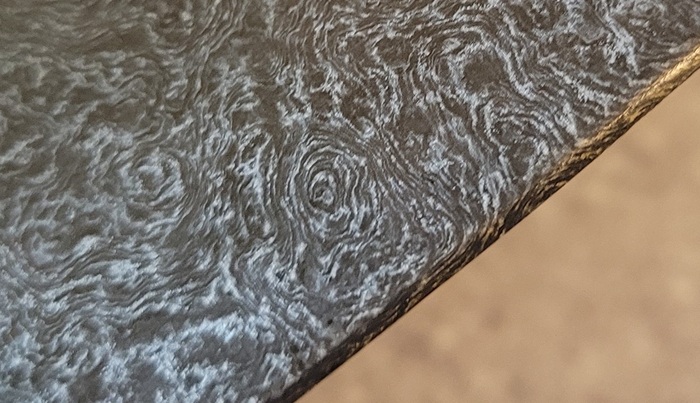
Режущая кромка булатного клинка. Современная работа.
Заметили, что дорогие сабли тоже ломались? Если нет, перечитайте последний абзац этой цитаты. А в абзаце ниже речь идет только о свойствах, а не о формах оружия, хотя перечисляются его названия. Вполне вероятно речь идет о сортах стали или индийского вуца (булата). «И ни в одной стране, кроме Индостана, нет таких мечей, как "теги баролук", "таровата", "рухния" и "мавджи даре". Они острее остальных, так как мечи эти жесткие (сухие), а остальные – мягкие».
Современный булат. Узор "Звезды Генсека".
«…Острие меча должно стать подобным ветке хурмы, висящей на дереве. Только так клинок делается изящным. Такие мечи сразу там же охотно раскупают местные жители и приезжие, увозя в другие места. Этот меч ранит хорошо».
К сути заголовка я вплотную подойду во второй части статьи, а эта часть нужна была для того, чтобы вы поняли, сколько труда и средств вкладывалось в то, чтобы «меч ранил хорошо» и чтобы у воина был этот меч.
Показать полностью
4