Стационарный электролизер для домашней мастерской – небольшой мощности, блочного типа – из отдельно стоящих частей-аппаратов. Общие положения касающиеся прибора мы уже обсудили, здесь, отчет об изготовлении главного и важнейшего модуля – реактора, где и происходит разложение воды на составляющие её элементы – газы. От конструкции реактора, числа входящих в него ячеек-электродов, материалов и компоновки во многом зависят главные характеристики электролизера в целом – производительность и количество потраченного на процесс электричества; а так же и надежность аппарата в вероятных аварийных случаях. Напомню – реактор заполнен горячим щелочным раствором значительной концентрации, представляющей опасность при разбрызгивании, в первую очередь для глаз.
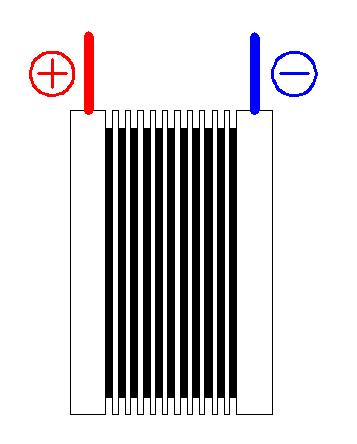
Реактор прибора – безбакового типа с пакетом стальных пластин-электродов между которыми зажаты резиновые прокладки. Это межэлектродная электрическая изоляция и герметизация пространства между пластинами. Реактор имеет простейшую конструкцию без разделения получаемых газов – в результате получаем т.н. «гремучий газ» - смесь водорода с кислородом в оптимальном для сжигания, стехиометрическом, соотношении. Наряду с достоинством – простотой, такое построение требует значительных мер по предотвращению проскока пламени внутрь прибора и/или принятия мер по предотвращению аварии.
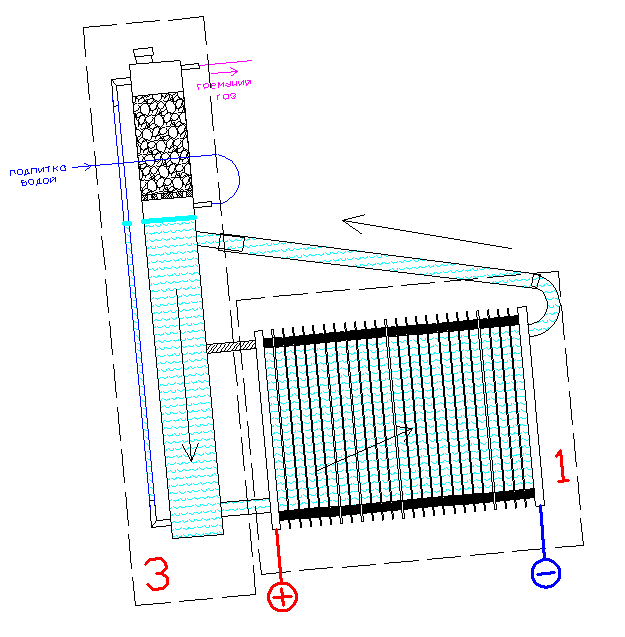
Рис. 2 Эскиз реактора (поз. 1) электролизера с жестко соединенным внешним баком и фильтром-отделителем (поз. 3). Конструкция показана упрощенно, без соблюдения масштаба и конструктивных подробностей. Наклон аппарата нарочитый. Нумерация соответствует [2].
Реактор электролизера (Рис. 2) построен подобно [1] но отличается внутренним объемом полностью заполненным электролитом, что позволяет лучше задействовать полезную площадь электродов и вероятно снизить их коррозию. Кроме того, предпринята попытка обеспечить естественную циркуляцию электролита в реакторе и соседним с ним баком, что должно улучшить вынос пузырьков газа из межэлектродного пространства и снижение газонаполнения электролита. Это уменьшит его сопротивление и общий нагрев, увеличит КПД прибора.
Электрическое питание реактора (на Рис. 2 показано условно) нетрадиционное – от ряда относительно маломощных импульсных источников, работающих каждый на свою группу электродов [3]. Такое построение БП позволяет резко его удешевить за счет применения бросовых компьютерных модулей, хотя можно применить и один источник – импульсный или низкочастотный. Здесь стоит сказать и о способе расчета количества ячеек – пар электродов. В отличии от обычной инженерной практики, в домашней мастерской часто проектируют электролизер обратным способом – не от требуемой производительности, а от имеющегося БП. Пользуясь простыми соотношениями [2] нетрудно подсчитать количество пар электродов и необходимый ток через них и приближенно выяснить получающееся количество газа. При имеющемся слишком сильноточном источнике, ячейки соединяют параллельно [3]. В небольших пределах корректировать рабочий ток можно и концентрацией щелочи в электролите.
Что потребовалось для изготовления.
Набор слесарного инструмента, в том числе и небольшой сварочный инвертор с принадлежностями, УШМ, расходные материалы, мелочи.
Все металлические детали электролизера из «чёрной» Ст45 – стандартный прокат из строительного магазина, резина листовая (пластина) марки ТКМЩ – тепло-кислото-морозо-щелочестойкая, толщиной 5 мм. Другой не было. Электроды – лист 1.5 мм толщиной.
К делу.
Торцевые пластины.
Мне пришлось сделать из имеющегося швеллера шириной 140 мм. Отсюда многие размеры. Вариант – стальной лист толщиной 6-10 мм нужного размера и формы. Последние, обычно зависят от применяемых прокладок (самодельные или готовые) и экономного раскроя железа, словом – по ситуации.
Собрав в кучу материалы для реактора, вычертив и повертев их так и сяк в AutoCad принял размер электрода 140х300 мм. Цифра ключевая для конструкции и невольно отсылает к пчеловодству, где в принятой «системе» главное - размер ульевой рамки. Итак, размер пластины реактора принят. Это и размер резинки-изолятора, и торцевых пластин, и некоторые важные характеристики электролизера. Для точного расчета площади электродов и зависящей от них производительности обращаемся к [4].
Свой кусок швеллера почистил проволочной щеткой, разметил с угольником и слесарной чертилкой, отрезал два одинаковых куска (Фото 3). Замыкающие пластины существенно длиннее ключевых 300 мм – оставлены дополнительные выступы - этакие ножки снизу и выступы для удобного крепления БП сверху.
У железок притупил острые кромки, разметил и просверлил на каждой ряд отверстий – для стягивающих пакет электродов шпилек и стальных патрубков для соединения с соседним баком-фильтром (Рис. 2). Отверстия для патрубков диаметром 3/4" разметил, накернил и просверлил по кругу ряд некрупных отверстий, выпилил надфилем перегородки и доработал напильником.
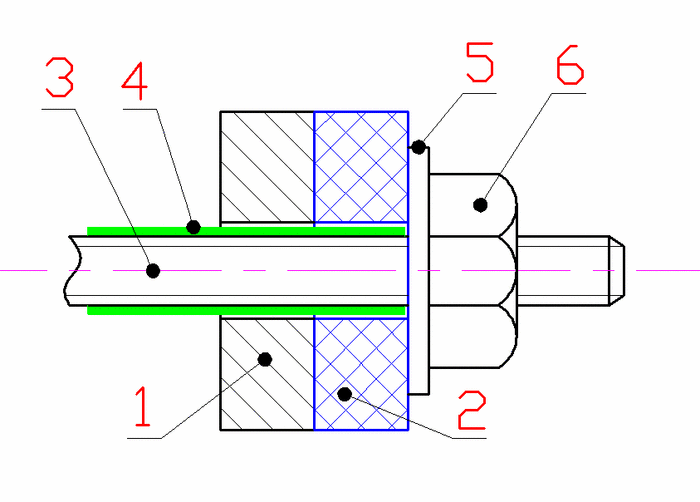
Мои стяжки - шпильки – 8 штук М10. Равномерно распределены по периметру пакета пластин и не должны электрически соединять торцевые пластины. Для этого на одной из торцевых пластин шпильки изолированы от металлических конструкций и крепятся через специальные мощные опоры-изоляторы (Рис. 4).
Ко второй торцевой пластине шпильки крепятся непосредственно. Стягивающие пакет электродов с изоляторами шпильки, в отличии от [1] расположены снаружи пластин, что экономит металл, но требует дополнительных мер для удержания резиновых изоляторов при потенциальной аварии. Электрическая изоляция шпилек (Рис. 4, поз. 4) может быть выполнена из шланга или термотрубки. Лучший вариант – обмотать резьбовую шпильку промазанной эпоксидной смолой стеклотканью. Такая изоляция прочна и надежна, а при необходимости удаляется леркой.
Для разметки мест установки внешних креплений шпилек-стяжек, заготовки из швеллера стянул струбцинами (Фото 5) и поработал с рулеткой, угольником и чертилкой.
Фото 5. Разметка мест установки стяжек.
На условно передней пластине, крепления представляют собой приваренные стандартные «соединительные» гайки калибра М10 (Фото 6).
Фото 6. Места крепления стяжек – 6 шт. из приваренных гаек, два оставшихся – отверстия, сверху и снизу пакета электродов.
Крепления на второй, задней замыкающей пластине реактора изолированные. Для них устроены специальные мощные площадки из квадратиков стальной пластины 6 мм и крупных (М14 ?) соединительных гаек (Фото 7).
Фото 7. Нарезка заготовок для опорных площадок торцевых изоляторов.
Фото 9. Импровизированное приспособление для сварки.
Фото 10. Сверление сквозного отверстия диаметром 14 мм в опорах.
Готовые опоры для изоляторов приварил к заднему торцевому швеллеру аналогично передним. Здесь же вварил и сложный выходной патрубок из двух готовых магазинных элементов – «угол 90ͦ из черной трубы Ø3/4" (Фото 22, 23) .
Электроды.
Весь комплект электродов (кроме торцевых пластин) делится на промежуточные - без контактных площадок и с этакими выступающими наружу язычками для удобного подключения клемм БП [3]. При этом язычки на части пластин расположены по разному, что позволяет несколько разнести их в пространстве на готовой конструкции (Фото 22) и удобнее орудовать гаечными ключами при подключении и уменьшить риск замыканий при эксплуатации.
Большой лист железа (Фото 11) разметил и распустил, сначала на полосы, а потом и на отдельные пластины (Фото 12). На точиле притупил острые кромки после «болгарки». Вырезал на больших пластинах языки-контакты, по шаблону разметил и просверлил отверстия на пластинах – для клемм, на язычках и ряды сверху и снизу для циркуляции электролита и выхода гремучего газа (Фото 21).
Фото 11. Лист стали – заготовка для электродов.
Фото 12. Вырезание отдельных пластин из полос.
Межэлектродные резиновые изоляторы-уплотнители.
Вырезаны из нескольких больших кусков листа. Прежде всего разметил резину – шариковой ручкой и рулеткой, нарезал полосы, а из них и отдельные прямоугольники – острым строительным ножом, со смоченным водой лезвием, под линейку (Фото 13).
Фото 13. Вырезание заготовок резиновых изоляторов. Конец лезвия ножа периодически макал в хомячью мисочку с водой на столе.
Для удобного вырезания внутреннего контура изоляторов сделал жестяной шаблон (Фото 14) – разметил подходящий кусок кровельной оцинкованной стали 0,5 мм толщиной, вырезал ножницами по металлу. Внутренний контур выпилил своим любимым инструментом – ювелирным лобзиком с рамкой увеличенной глубины.
Фото 14. Жестяной шаблон при аккуратной работе позволяет обойтись без линейки.
Фото 15. Готовый набор резинок для реактора.
Изоляторы торцевых пластин.
Это небольшие квадратики из нетонкого текстолита. Заготовку (Фото 16), разметил линейкой и слесарной чертилкой, распилил на торцевой маятниковой пиле на дольки (Фото 17).
Фото 16. Кусок толстого текстолита – заготовка для торцевых изоляторов.
Фото 17. Распил текстолита.
Квадратики-заготовки разметил, на пересечении диагоналей каждую тюкнул керном и просверлил отверстия диаметром 14 мм (Рис. 4, Фото 18).
Фото 18. Сверление текстолитовых заготовок. Чтобы при вероятном закусывании толстого сверла при выходе, не вырвало из рук заготовку – ставил ее в станочные тиски.
У изоляторов притупил кромки, снял фаски. Текстолит всем хорош, но как и все слоистые пластики – гигроскопичен из за своей мелкопористости. Для ответственных электрических применений стоит перекрывать его лаком, не повредит и здесь, тем более, что в моем распоряжении устройство для пропитки с разрежением – готовые изоляторы рыхленько сложил в рабочую емкость, чтобы лак омывал большую часть текстолита, заполнил подогретым разжиженным лаком (яхтный – отечественный, недорогой) (Фото 19), накрыл спецкрышкой и откачал воздух. На сутки поставил прибор в теплое место и периодически отсасывал натекший из текстолита и неплотностей воздух. На следующий день снял разрежение, выловил изоляторы проволочным крючком, дал стечь лаку и нанизал на палочку для просушки в теплом месте (Фото 20).
Фото 19. Текстолитовые изоляторы в лаке.
Фото 20. Сушка пропитанных изоляторов на печи мастерской.
Сборка реактора.
Здесь, это черновая сборка для примерки сварных соединений к следующему аппарату (Рис. 2), тем не менее, при желании реактор уже можно использовать в работе, озаботившись блоком питания и защитой от проскока пламени (плотная набивка выходного патрубка чрезвычайно тонкой медной проволокой без лаковой изоляции! или водяной затвор) или беспламенным применением гремучего газа. При этом электролитом наполняется только часть реактора [1].
Фото 21. Сборка пакета электродов согласно [3].
Фото 23. Вид сзади.
Фото 24. Вид на реактор спереди. Рядом стандартный ИБП РС - один из четырех, составляющих питание электролизера [3]. Для сравнения габаритов.
Продолжение следует.
Литература.
Бондаренко Ю.Н. Лабораторная технология. Изготовление газоразрядных источников света
Электролизер в домашней мастерской – установка весьма полезная. Сжигая полученную в нем кислородно-водородную смесь, «гремучий газ», в горелке, можно плавить, резать и сваривать металлы, в том числе и тугоплавкие вплоть до железа. Полученный гремучий газ, можно использовать для пайки мягкими и твердыми припоями, нагрева мелочей до высоких температур, для обработки стекла и кварца, для повышения температуры пламени бензо-воздушных и газо-воздушных горелок. Последнее, к слову сказать, позволяет заменить кислород в баллонах, что устраняет специфические проблемы с их, баллонами, транспортировкой и перемещением без грузоподъемной техники. Электролизёр всегда готов к работе, включается и выключается быстро, позволяет получить факел пламени разного размера, вплоть до самого малого, мощностью в десятки ватт.
Микрогорелка на гремучем газе, в комплекте с бензовоздушной (газовоздушной) горелкой или электрической печкой (для общего обогрева стеклянных деталей), позволяет даже неопытному стеклодуву проваривать сложные узкие стыки и полезна, в том числе и при работе с легкоплавкими стёклами.
Электролизёр даже небольшой мощности пригоден для мелких кузнечных работ. Двух с половиной киловатт достаточно, чтобы из обоймы шарикоподшипника сделать и закалить кухонный нож среднего размера, стамеску или зубило. Отковать и напаять рабочую часть резца для точения цветных металлов. Об отвёртках из старых вил или пружин, угловой гибки прутков тоже следует не забывать!
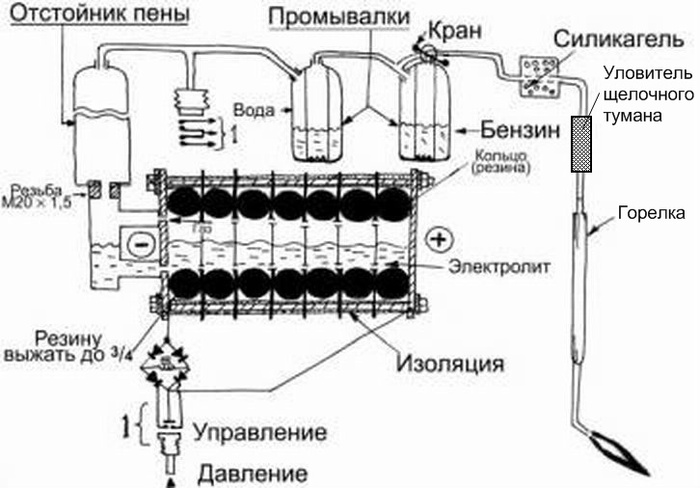
Самый совершеный самодельный лабораторный электролизер, конструкция которого описана в литературе [2] – Ю.Н.Бондаренко, ученого, стеклодува, астронома, изображен на рисунке.
Общее описание, прототип
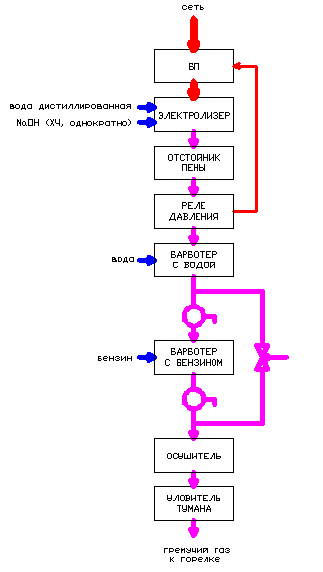
Электролизер работает по принципу разложения воды на кислород-водород постоянным электрическим током. После разложения смесь кислорода и водорода (гремучий газ) пропускается через ряд аппаратов для доведения его до «товарного вида» (осушение, обогащение нужными парами), предотвращение аварийных состояний (водяной барботер) и обеспечение удобной и безопасной работы прибора с высоким КПД (реле давления).
Обратная связь – самодельное реле давления, отключает выпрямитель БП при достижении в газовой магистрали 0,4 атм. Такой способ регулирования имеет несколько преимуществ – электролизер всегда работает в расчетном режиме, поддержание избыточного давления снижает вероятность обратных ударов, уменьшается газонаполнение электролита, нагрев электролизёра, растёт его КПД.
В качестве аварийного предохранительного клапана, работает специально подобранная резиновая трубка, которая при повышении давления, срывается с выходного штуцера электролизёра. Давление при этом сбрасывается. Работа электролизёра такой мощности «на помещение» в течении нескольких часов даже при полном отсутствии вентиляции безопасна, пока не будет выработана вся вода из электролита.
Мощности электролизера вполне достаточно для работы со стеклом «Пирекс» диаметром до 40 мм и (условно) с кварцем диаметром до 20 мм. К электролизёру можно подключить ресивер из одного или нескольких кислородных баллонов (рассчитанных на давление 150 атмосфер!). Это позволит на короткое время резко повысить мощность горелки, хотя для заполнения газом баллонов и вытеснением из них воздуха может понадобиться значительное время.
Описанный электролизер, лет двадцать работает в лаборатории Юрия Николаевича и со времени постройки был подвергнут ряду совершенствований. Учтем их, вместе с рекомендациями автора. Блок схема нашего прибора будет выглядеть так.
Итак, по порядку.
Блок питания
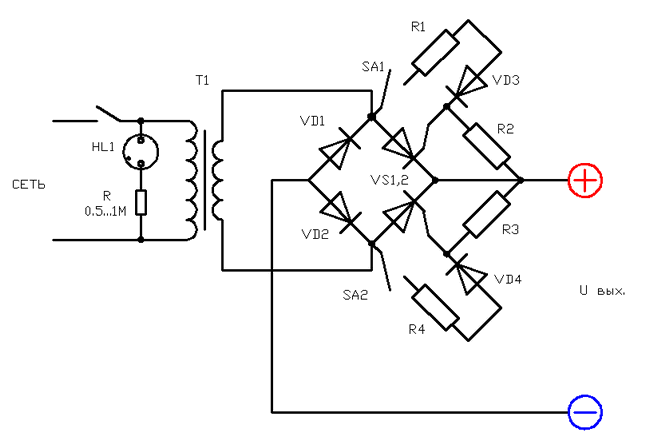
Авторский блок питания – однофазный, трансформаторный, с мостовым управляемым выпрямителем. Параметры его таковы – 70 В х 30 А, хотя пропускать через описанный электролизер можно до 50 А.
Схема принципиальная блока питания электролизера
Где: VD1,2, VS1,2 – низкочастотные диоды и тиристоры, подходящие по току. VD3,4 – маломощные защитные диоды, лучше применить высоковольтные на 800…1000 В. R2,3 – 50 Ом. R1,2 -560 Ом, SA1,2 – контакты реле давления .
Мощность резисторов - удобнее резисторы на 2 (МЛТ) или 3 (импортные металлопленочные) ватт, из-за размеров и толщины проволочных выводов – среди массивных элементов, навесным монтажом, их будет удобнее монтировать, меньше шансов разбить или сломать.
Юрий Николаевич свой блок питания снабжал соответствующим дросселем и балластом из трёх миллиметровой железной проволоки, намотанной на асбоцементную трубу, сопротивлением около 0,2 Ом и использовал блок питания, в том числе и как сварочный аппарат. Мощный дроссель обеспечивает хорошую стабилизацию дуги. Сейчас число ячеек увеличено и балласт не используется.
БП - несколько важных моментов.
При большом числе ячеек электролизера, ток протекает только на пиках напряжения, поэтому, например, трехфазный выпрямитель, пульсирующий в шесть периодов, при тех же выходных параметрах, производительней однофазного, с пульсацией в два периода. Из-за повышения скважности, значительная часть энергии расходуется на нагрев. Поэтому, сглаживающий фильтр выпрямителя, должен повышать КПД, уменьшать нагрев пластин и электролита. Сглаживающий фильтр может быть C, L, LC или даже CLC типа. Это зависит от возможностей – емкости и дроссель на такой ток – велики, дороги, тяжелы. Рассчитывается сглаживающий фильтр по обычной методике. Взамен его, можно просто увеличить размеры ячеек и при этом можно будет несколько увеличить и их число из-за меньшего падения напряжения на ячейке.
Да, из-за повышения скважности нежелательно ставить и фазовый тиристорный регулятор.
Следует помнить, что рабочий ток VD1,2, VS1,2 в мостовом выпрямителе, выше тока нагрузки.
Не повредит индикация состояния блока питания, повышающая удобство при настройке и грубую диагностику возможных неисправностей при работе устройства. Неоновая лампочка (она удобнее светодиодов при высоких напряжениях) – индикатор подачи сетевого напряжения, маломощная лампочка – во вторичной обмотке трансформатора и лампочка или светодиод с токоограничительным резистором – на выходе выпрямителя. При применении промежуточного реле (см. Реле давления, ниже), одну из его контактных групп, можно задействовать для индикации, включая ею светодиод с пометкой «ДАВЛЕНИЕ».
Электролизер
Устроен следующим образом - ряд пластин из железа или лучше никеля толщиной 1-1,5мм с небольшими (6-7мм) отверстиями для протока электролита и газа с проложенными между ними резиновыми кольцами, стянуты шестью шпильками диаметром 10 мм из железа. Шпильки изолированы с помощью гетинаксовых шайб от крайних пластин. Для изоляции от средних пластин шпильки обмотаны слоем пропитанной эпоксидной смолой стеклоткани. При сборке пакета, такая изоляция не протирается о края пластин, в то же время, при необходимости, ее можно удалить леркой. Никель, наверное, более стоек к электролизу в щёлочи, но он дорог, малодоступен и обрабатывается хуже, чем железо. Нержавейка не показала преимуществ перед железом. Поэтому оптимальным следует считать железные пластины.
Торцовые (крайние) пластины сделаны из железа толщиной 6 мм, на одной из них вварены два угловых патрубка, на который одевается хлорвиниловый шланг (видно уровень электролита, на эскизе не показаны), на второй приварена трубка для заливки электролита и выхода газа. Сверху к ней привинчена на резьбе 20х1,5 через прокладку ёмкость для отстоя пены и щёлочного тумана.
Практика эксплуатации показала достаточную безопасность такой конструкции. Даже подрыв самого электролизёра привёл лишь к смещению резиновых колец. Однако, электролизёр лучше ставить в отдельном помещении или прикрыть большим металлическим ящиком, наконец, поставить за перегородкой - щелочной раствор крайне опасен при попадании в глаза.
Размер пластин первого варианта электролизера Юрия Николаевича, был 200х200 мм, модернизированный - имеет пластины большего размера – 300х300 мм. Это позволило ощутимо увеличить выход газа, при том же блоке питания за счет роста КПД. При увеличении площади пластин, уменьшается плотность тока и снижается «газонаполнение», а с ним и сопротивление электролита, все это снижает падение напряжения на ячейках и заметно увеличивает КПД процесса. Кроме того, снижение плотности тока, продляет жизнь стальных пластин, снижает температуру и агрессивность электролита к резине.
Давление в самом электролизёре (настройка реле давления), вообще говоря, следует делать возможно большим (повышается КПД), но нужно помнить, что при возможном подрыве это давление возрастёт раз в десять. Электролизёр следует делать с возможно большим количеством шпилек для фиксации снаружи резиновых колец и рассчитывать на давление не меньшее, чем двадцатикратное рабочее.
Уплотнительные резиновые кольца – тем, что удается добыть, часто и определяется размер пластин. Конечно, хорошо бы использовать специальную резину, стойкую к щелочи, марки ТМКЩ (тепломорозокислотощелочестойкая), но с успехом применяют и обычные сорта. При применении готовых доступных колец, расстояние между пластинами, определяется конструкцией резинок. Юрий Николаевич рекомендует толщину резинок не менее 10 мм. В качестве прокладок, в первом варианте электролизера, с пластинами 200х200 мм применялись транспортные предохранительные кольца, от кислородных баллонов, во втором варианте, 300х300 мм – от пропановых баллонов. Удобнее резинки плоские, например, от больших молочных фляг.
Электролит. Электролизёр на половину своей ёмкости заполнен раствором едкого натрия концентрацией 15%. Все детали, на которые попадает электролит или его брызги, следует делать из чёрного металла, стойкого к растворам щёлочей. (Медь и алюминий щёлочами быстро разрушаются). С течением времени, в электролите постепенно накапливаются примеси вносимые питающей водой, поэтому, он готовится из чистой щёлочи (ХЧ, ЧДА) на хорошем дистилляте, который добавляется в электролизёр по мере разложения воды. Щёлочь при работе не расходуется, но весь электролит заменяется раз в два года из-за загрязнения органикой из резины и продуктами разрушения пластин. Их стойкость составляет около десяти лет.
Часто, для приготовления электролита применяют едкий калий. При этом следует помнить о различной, с NaOH концентрации (раствор едкого калия лучше проводит ток), кроме того, едкий калий менее удобен в работе – при вероятных протечках, он дает расплывающийся на воздухе поташ, а NaOH – соду, иметь дело с которой, удобнее и проще.
Отстойник пены, барботеры
Отстойник пены в авторском варианте сделан из кардана ЗИСа с вваренными вогнутыми донышками, но можно сделать и из «чёрной» водопроводной трубы, ø~70мм.
Барботеры, для безопасности, сделаны из 5л баллонов высокого давления (150 атм.) от углекислотных огнетушителей. Возможные проскоки пламени в барботеры полностью безопасны и не приводят к авариям.
Барботер с водой – водяной затвор предотвращающий попадание пламени в электролизер, с бензином – для обогащения пламени углеводородами при сварке металлов, пайке латунью и другими твёрдыми припоями. Кроме того, примеси углеводородов делают факел ярче и это весьма удобно для некоторых работ. Большое количество паров бензина снижает температуру пламени, что иногда полезно при обработке стекла [1], стр.12.
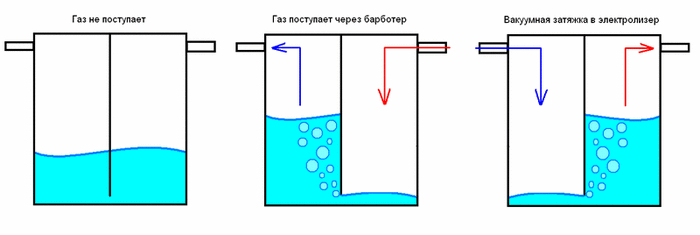
После длительной работы электролизера (нагрев), через некоторое время, после выключения (остывание), образующееся разрежение может затянуть рабочие жидкости в соседние емкости. Классические барботеры с тонкими трубками здесь заменены на более удобные – с перегородкой, на манер «склянки Тищенко». Их работа показана на картинке ниже.
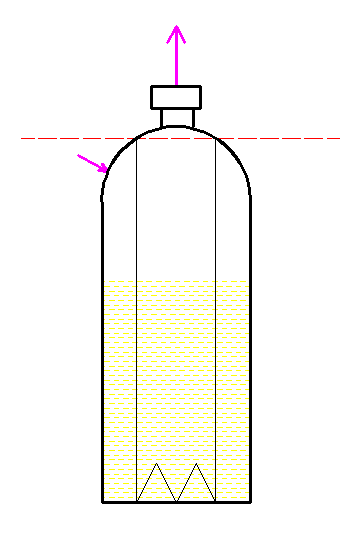
В практической конструкции, перегородка выполнена из водопроводной трубы, вставляемой в цилиндрический сосуд (баллон). Зубцы на торце трубы, позволяют заранее, удобно, установить отступ от дна баллона и разбить пузырьки газа на более мелкие.
Диаметр внутренней трубы подбирается, исходя из диаметра сосуда, и составляет примерно 0,7 внутреннего диаметра баллона, монтаж делался так – горлышко баллона отрезается в нужном месте на токарном станке или УШМ, вставляется труба и обрезается лишнее, вровень с поверхностью баллона. Крышка баллона протачивается до плотной посадки в трубу, детали складываются, шов тщательно проваривается, проверяется его герметичность, при необходимости, дефектные места разделываются и завариваются.
Объем рабочих жидкостей в 5л баллоне – около 2л.
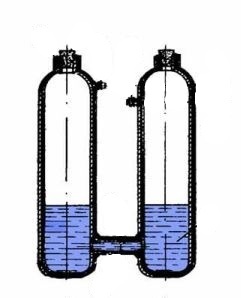
Существует также, более простая, хотя и более материалоемкая и громоздкая конструкция из двух сосудов [3]. Необходимо только позаботиться о достаточной прочности соединительной трубки.
Поскольку электролизер универсального применения - барботер с бензином, отключаемый (для резки металлов и работ с кварцевым стеклом, он не нужен). При работе же с обычным стеклом, яркий факел (с примесью углеводородов) очень полезен. Также примеси углеводородов не приемлемы, если паять открытым пламенем железо, медные сплавы, никель с флюсом из расплавленного едкого калия или натрия (углекислый газ из пламени, быстро превращает их в соду или поташ).
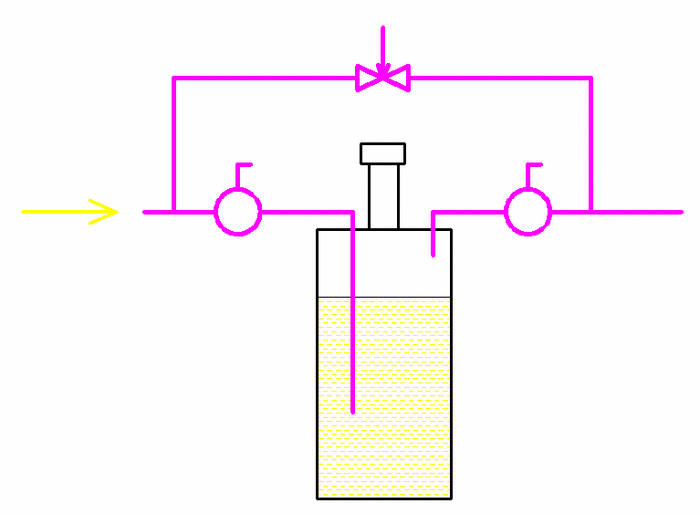
Концентрация паров бензина, в авторской конструкции регулируется его испаряемостью – при необходимости добавляется небольшое количество свежего или отработанного (из бензинового карбюратора) бензина. Вероятно, удобнее будет регулирование концентрации подмешиванием чистого газа через байпас. Пропорции газов, плавно регулируются игольчатым краником в байпасе, как это сделано в помянутом бензиновом карбюраторе. При необходимости, бензиновый барботер полностью отключается двумя шаровыми кранами, гремучий газ идет через байпас. Игольчатый кран в этом случае, должен быть полностью открыт.
Бензин для этого барботера, Юрий Николаевич использует частично отработанный – из карбюратора для стеклодувной горелки, с пониженным содержанием летучих фракций. После отработки в электролизере, оставшуюся тяжелую фракцию бензина можно использовать для растопки печи, как растворитель, для пропитки дерева от древоточцев. По свойствам она похожа на керосин.
Реле давления.
Оно самодельное, представляет собой небольшую емкость с мембраной, нажимающей на кнопки микропереключателей.
У Юрия Николаевича, это точёная из алюминия «баночка» с полостью ø40…50 мм и глубиной несколько миллиметров, с фланцем. С таким же фланцем и крышка. Между ними эластичная мембрана из медицинского «эластичного бинта» с наклеенной жесткой площадкой из стеклотекстолита. «Баночка» подключается к газовой магистрали до промывалок, а в крышку вставлены микропереключатели серии МП, с удаленными перекидными пружинками (иначе, перепад давлений слишком велик). Фланцы стянуты шестью мелкими болтиками. Следует добиться четкого одновременного срабатывания контактов. Можно одним микропереключателем коммутировать небольшое реле с двумя контактными группами. Применив промежуточное реле с тремя или более, контактными группами, свободные контакты, стоит задействовать для индикации (см. Блок питания, выше).
Кроме самодельного, применимы авиационные реле давления (близкий диапазон), контактные манометры. Можно попробовать применить реле давления – запасные части от бытовой техники.
Осушитель.
Осушитель представляет собой железную емкость с силикагелем. Крышка емкости должна быть съемной. Юрий Николаевич использует случайно найденный железный бачок – масляный фильтр от стационарного дизеля. Диаметр его ~120 мм, высота такая же. Толстая крышка крепится на шпильке, проходящей по оси цилиндрической емкости. Для герметизации - под крышку и под гайку подкладываются плоские резинки. Гайка используется заглушенная с одной стороны. Можно также применить конструкцию с фланцем. Объем пустого пространства, занимаемого газом, лучше минимизировать, это уменьшит хлопок при возможном обратном ударе. Силикагель такого объема, в электролизере Юрия Николаевича, приходится сушить (прокаливать при температуре примерно 200°С) раз в год.
Уловитель щелочного тумана.
Как это не странно, но мельчайшие частички щелочи, в виде тумана, изловчаются пробираться через два барботера и добираются до горелки. С электролизером работает набор простых горелок с разными диаметрами сопел-капилляров. Концентрированный раствор щелочи выпаривается внутри горячего капилляра и тот закупоривается. Признаком наличия такого тумана служит жёлтый «натриевый» цвет пламени. Сильнее всего, этот эффект проявляется в горелке с самым тонким капилляром.
От щелочного тумана, удалось избавиться, установив перед горелкой простой фильтр – дюймовую железную трубку набитую стеклотканью (хлопковая может воспламениться). Внутренний диаметр фильтра – 40…50 мм, ø 20…25 мм.
Горелки.
Стабильное давление газа позволяет использовать набор сменных горелок примитивной конструкции без кранов, в которых величина пламени регулируется диаметром сопел-капилляров из меди или нержавеющей стали. Эти диаметры могут быть от 0,9 до 0,1 мм. Непременным условием работы с такими горелками является режим работы, при котором ее можно легко задуть. Горелки большого диаметра гасятся быстрым прижатием к резине. При гашении погружением в воду возможны неприятные проскоки пламени.
Сопла в горелках сделаны из меди. Идеальным материалом является трамвайный контактный провод. Там медь твёрдая и её легко точить. Диаметр самого большого - 0,8 мм, в меньшей горелке - 0,5 мм - из капилляра от манометрического термометра и самый тонкий - 0,3 мм из хроматографического капилляра. Если сопла горелок делать из иглы от медицинского шприца, то ее стоит обмотать сверху медной проволокой и пропаять латунью или серебром, чтобы был теплоотвод, и плохо проводящая тепло нержавейка не перегревалась. Для прочистки капилляров, используется стальная проволочка либо то сверло, которым было просверлено сопло.
Под готовый электролизёр нужно подложить два деревянных бруска 50 на 50 миллиметров. Пол лучше застелить хлорвиниловым линолеумом, который не горит и легко чистится. Электролизер не стоит ни чем плотно накрывать - он требует охлаждения при работе. Практика показала, что такая конструкция работоспособна даже при слабом морозе, который не замораживает воду в промывалке и конденсат в трубках. Но из-за ухудшения проводимости холодного электролита, мощность при включении будет несколько ниже.
Всем привет, в рамках проекта Доморост я каждую неделю разбираю и тестирую светодиодные лампочки, чтобы потом аудитория экспертов оценила их и поставила в соответствующее место нашего рейтинга светодиодных ламп.
Сегодня в моих руках светодиодная лампа за 341 рубль. Почему такая дорогая 10-Ваттная лампа? Потому что диммируемая.
Что такое диммируемость - все просто, это возможность лампы менять свою яркость.
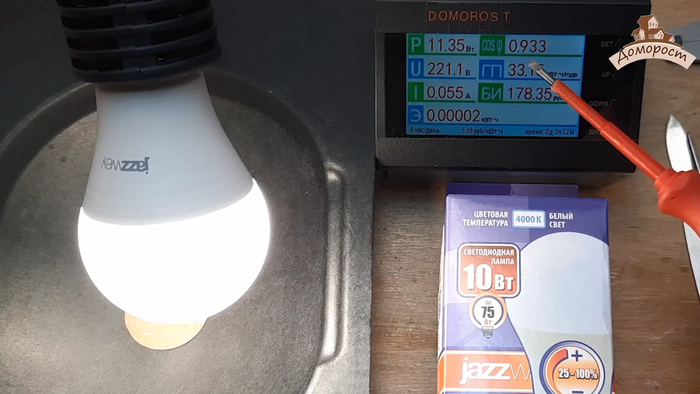
Джазвей обещает, как я уже сказал, 10 Ватт мощности. Проверим: 220 вольт в сети, включаю лампу. При первом включении 11,3 Ватта.
Очень хороший коэффициент мощности – 0,9. Редко встретишь такой коэффициент мощности у светодиодных ламп. Это благодаря сложной электронике, сложному драйверу (что такое драйвер), который стоит в диммируемой светодиодной лампе.
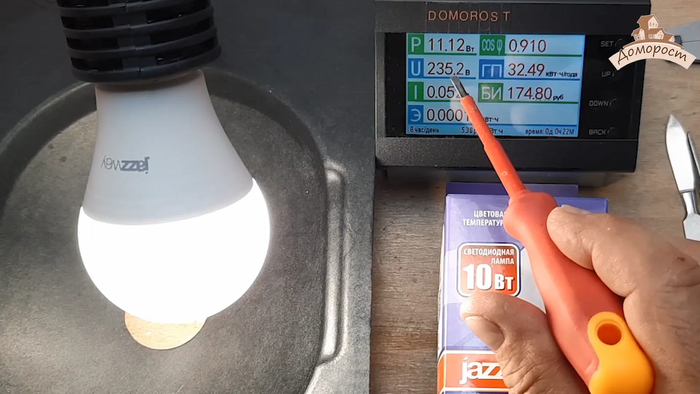
Расходы за год 177 рублей. При работе лампы 8 часов в день и при тарифе 5,38 рублей за киловатт. Если питание изменить на 230 вольт, как изменится мощность – 11.1 Ватта. Возвращаю 220 вольт, не сильно изменилась мощность при 230 Вольтах.
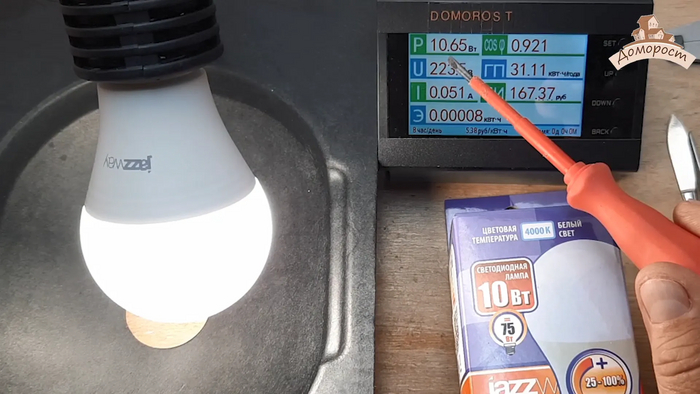
Через 15 минут прогрева мощность лампы – 10,6 Ватта. Отличный результат, джазвей обещает 10 ватт, реальная мощность 10,6 и прекрасный коэффициент мощности 0,9 сохранился. С мощностью Джазвей можно верить.
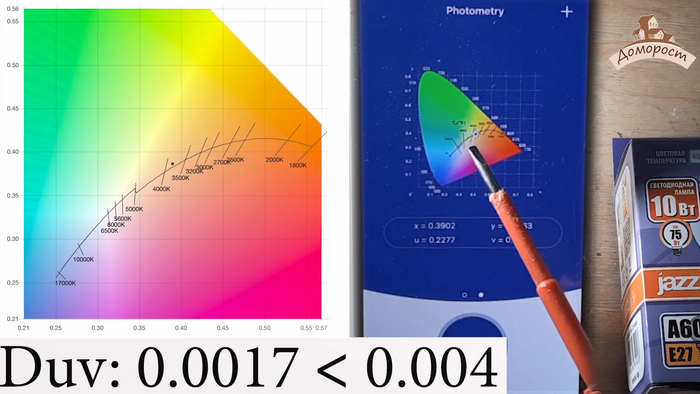
Чтобы правильно выбрать и использовать светодиодную лампу, надо знать её реальные характеристики качества света.
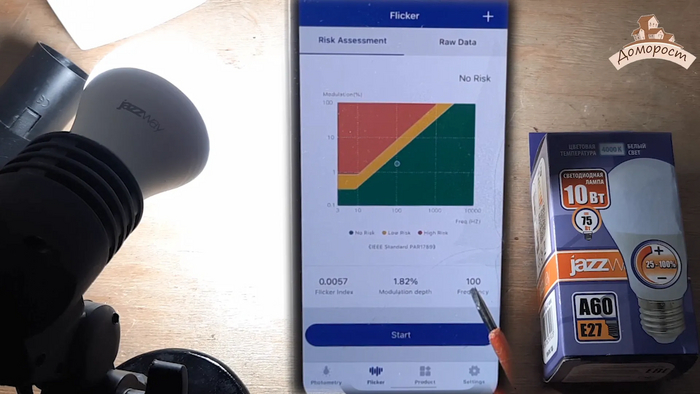
Лампа подключена без диммера, напрямую к сети 220 вольт. Включаю лампу и выключаю внешнюю подсветку.
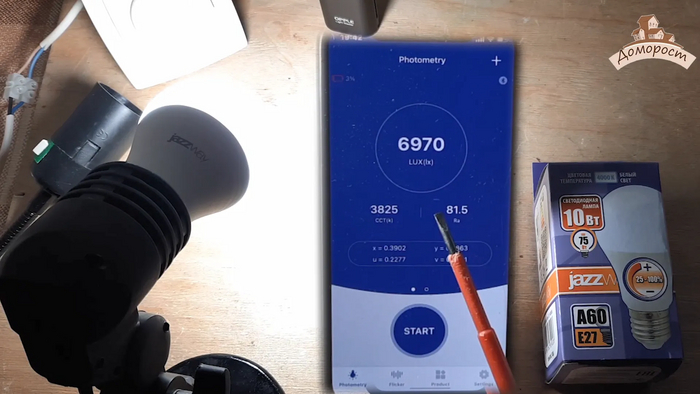
Цветовая температура 3825 К;
Индекс цветопередачи 81.5;
Смещение от кривой абсолютно черного тела минимально (дельта UV равно 0,0017), можно считать свет от лампы белым.
Пульсации 1,82% на частоте 100 Гц. Все прекрасно, никакого риска. Хотя хочется отметить, что я все же считаю что пульсациям неплохо быть менее 1%.
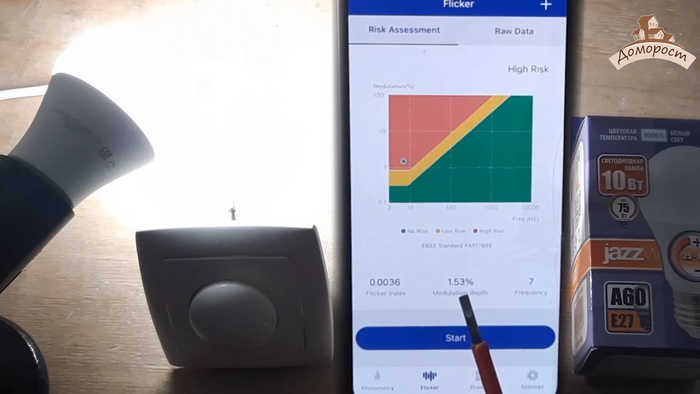
После я подключил лампу к диммеру Легранд. Первоначально ручка управления диммером стоит в таком положении когда лампа должна быть выключена. Подаю питание на диммер – лампа не светится. Уже хорошо, а то всякое бывает.
Включаю лампу. Как и обещал Джазвей, лампа сразу горит не на минимуме, а на каком-то уровне яркости. Предположим на 25%. Выключаю внешнюю подсветку. И включаю измерение характеристик качества света. Цветовая температура 3829К. Индекс цветопередачи даже стал немного лучше – 82,4.
А вот пульсации сразу выскочили в большой риск для нашего здоровья. 1,5% на очень низкой частоте 7 Гц.
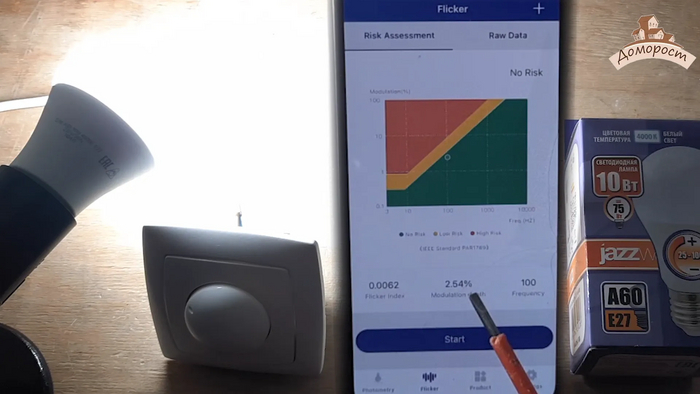
Максимум яркости. Цветовая температура 3871 К, индекс цветопередачи стал меньше – 80,8.
Пульсации 2,5% на частоте 100 Гц. Безрисковые пульсации. Тем не менее они выше, чем те пульсации, которые были при прямом подключении лампы к сети 220 Вольт без диммера.
Если не брать в расчет то, что лампа начинает диммироваться лишь с 25% яркости, то это достаточно удовлетворительный результат, нигде никаких дрожаний, миганий, все плавненько. Но конечно надо понимать, что очень влияет это диммирование на пульсации света.
Что с количеством света и стабильно ли будет освещенность с такой лампой при изменениях напряжения в домашних розетках?
Лампа в метре над столом включена и прогрета.
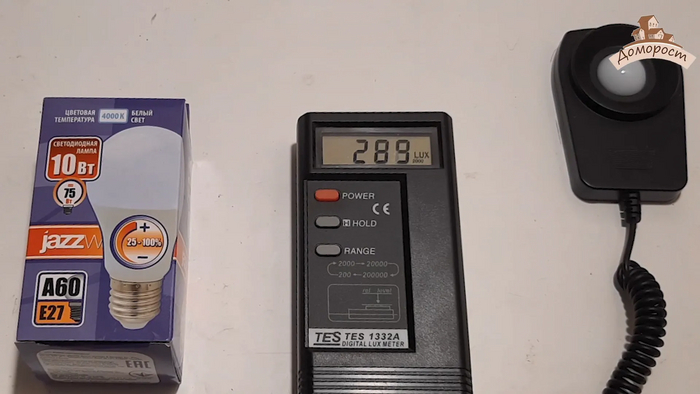
220В на входе. Убираю внешнюю подсветку. 289 Люкс.
250 Вольт – 290 Люкс;
170 Вольт – 254 Люкса;
30 Вольт на входе и только тогда полная темнота
Не самый устойчивый драйвер, но и не самый плохой. В общем — вполне себе нормальный.
Лампа адекватно работает с выключателем с подсветкой.
Размеры лампы, что указывает джазвей на упаковке 112 мм на 60 мм. Я перепроверил и был приятно удивлен — размеры лампы совпадают точно.
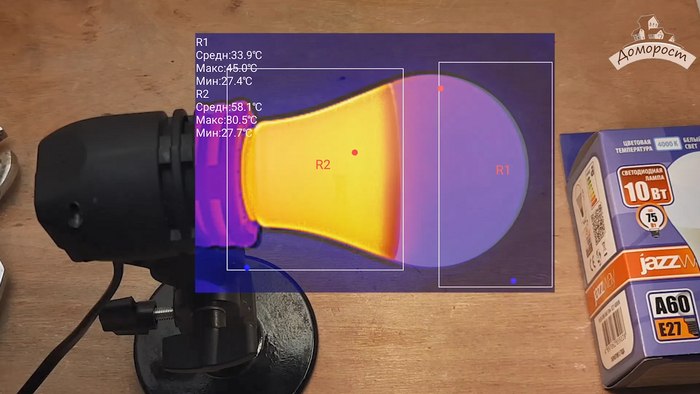
Корпус нагревается примерно до 80 градусов Цельсия. Колба нагревается до 45 градусов Цельсия.
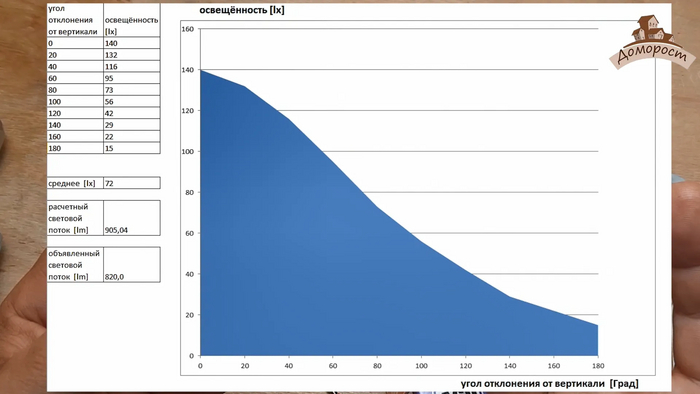
Перед тем как разбирать лампу, я снял диаграмму освещенности в темной камере и по 10 точкам измеренной освещенности посчитал для лампы световой поток. Диаграмму освещенности вы видите на своих мониторах. Световой поток который я посчитал 905 Люмен, а производитель указывает для своей лампы 820 Люмен, у меня получилось больше.
Красивое фото горячей печи описываемого типа. Здесь и далее в тексте - фото чужие из сети.
Появление новых материалов дает и новые, порой фантастические возможности. Истина вполне очевидная и впечатляет ум, но не сердце. Ему подавай примеры, да позабористей. Да вот, не угодно ли…
Известно, что ряд областей бытия просто немыслим без высоких температур. Возьмем что покрасивше – ДПИ (декоративно прикладное искусство). На ум немедленно приходит гончарное дело с ихними обжигами, эмалями, ангобами и глазурями. Занятие несколько менее популярное, но также всенепременно требующее специальной печи – стеклодувное дело. Здесь стекло после спаивания и формовки помещается в печь для отжига – снятия внутренних напряжений, без этого, почти неизбежен брак или вовсе разрушение изделия. Во всяком случае, лопнуть может в любой момент эксплуатации. Собственно, мастерская стеклодува (прибориста или работающего с декоративным стеклом) в первую очередь характеризуется двумя цифрами – максимальным диаметром вероятного изделия (зависит и от оборудования, но в первую очередь от квалификации мастера) и максимальной его длиной (только размер печи). То есть - величина определяющая и статус печи среди прочего оборудования весьма высок.
При работе со стеклом, существуют еще несколько высокотемпературных печных техник – фьюзинг (сплавление слоями) и моллирование (формовка под собственной тяжестью размягченного листа). Здесь также нужна специальная печь, площадь пода которой нередко достигает (мебельные, интерьерные и архитектурные элементы, автомобильные стекла) не одного квадратного метра. Ну и можно вспомнить, подобные ювелирным, техники работы с высокотемпературными эмалями, хотя здесь размеры, как правило, значительно скромнее.
Словом, для многих мастерских специальная печь – оборудование обязательное. Наверное, не стоит говорить, что обычно, это даже не оборудование, но скорее сооружение – большое, массивное, понятно дорогостоящее. Однако, помянутые современные материалы, существенно изменили положение и сегодня можно легко осуществить то, что пяток лет назад казалось невероятным. Если говорить о печах, появились легковесные, пористые огнеупоры с высокой эксплуатационной температурой и очень хорошими теплоизоляционными свойствами. Это сделало печи много легче, проще и экономичнее. Скорость нагрева и остывания такой (электрической) печи проще, гибче и точнее регулировать программируемым термоконтроллером.
Распространение гибких огнеупорных материалов с высокими характеристиками, кроме того, позволили делать до чрезвычайности простейшие печи на легком металлическом каркасе, в том числе и переносные, транспортируемые. Это позволило легко устраивать, например, полный цикл изготовления керамики на выездных семинарах или мастер-классах. Часто, «в поле» такие печи разогреваются простейшим газопламенным оборудованием. Рассмотрим устройство такой печи как базу, основу или принцип. Итак.
Что понадобилось для изготовления
Сетка стальная сварная, «керамическое одеяло» Сerablanket, набор мелкого слесарного инструмента, керамические пуговицы или кусочки трубки, проволока нихромовая. Газовое оборудование – горелка инжекционная пропановая, баллон 27 л(50л) пропан, редуктор, соединительный шланг. Для контроля температуры – термопара (лучше в футляре), при необходимости - 0,5…1 м компенсационного провода, термометр для этого типа термопары (если говорить о мобильности, лучше с батарейным питанием).
Приступим.
Делаем ограждение для нашей печи. Размер и форму можно выбрать почти произвольно, но исходя из рулонности сетки и огнеупора, проще всего сделать цилиндр. В случае газового нагрева, это кроме прочего, позволит раскаленным продуктам сгорания лучше омывать садку.
Высоту внутреннего рабочего пространства в данном цилиндрическом случае, стоит выбирать равной или кратной высоте рулона огнеупорного одеяла, иначе будет много лишних обрезков.
Нужного диаметра цилиндр из сетки легко монтируется перехлестом краев. Скрепляются края проволокой или проволочными же, собственными концами сетки.
На выступающем краю сеточного цилиндра формуется бортик. Частично он удерживает рулон футеровки на стенках (это будущее дно печи), частично – служит для удобного крепления дна.
Из сетки вырезается и привязывается проволокой круг – опора, основа дна печи.
Из огнеупорного одеяла вырезаем несколько кружков и вставляем через верх. Толщина, понятно – такая же, как и на стенках.
Важный момент – керамическое одеяло изнутри периодически привязывается проволокой (лучше нихромовой) к внешней сетке. Насквозь.
Чтобы тонкая проволока не прорезала мягкое одеяло, подкладывают увеличивающие площадь элементы. Логично и правильно – специальные керамические пуговицы, здесь – мастер применил другой имеющийся в наличии керамический элемент. Это также может быть кусочек керамической трубочки, вольфрамовый неплавящийся электрод (?). В печах с несколько более низкой и лучше контролируемой температурой (фьюзинг, моллирование – обычно до 750°С, электрический нагрев, точный контроль температуры без выбегов) можно применить и элементы из нетолстой нержавеющей стали.
Аналогичным образом изготавливается и крышка печи. Собственно, ограждение готово.
Для разогрева внутренностей газом, нужно всего ничего – проделать два отверстия. Внизу сбоку, для горелки и на крышке сверху, для выхода газов. Не забыть воткнуть термопару и можно разжигать.
Такие простейшие печи весьма популярны у бродячих керамистов, на всяких ихних сборищах, и не даром. Вот, например компания керамистов на пленере. Прибайкалье. Обжиг ведется в двух самодельных печах из бочек, аналогичной конструкции.
Пуговицы толстые, металлические, горелки самодельные, керамика внутри – явно шликерное литье.
Идея такой экспресс-печи может быть воплощена несколько более тщательно, как например печи артели керамистам.ру
Не слишком впечатляет, не так ли? Из трудно достижимого в гараже или домашней мастерской – только круглая форма обручей каркаса из квадратной трубы. Все остальное легко сделает мастер знакомый с азами слесарного дела и сварки. Даже обычным плавящимся электродом. Ток поменьше, диаметр электрода 2 мм, раскусить напополам, полярность обратная. А стоит между тем, около полусотни тысяч кровных. Плюс стоимость транспортировки до места назначения. Правда в придачу дают лещадку (дно), горелку и все газовые потроха, термометр.
Печь адаптированная для мастерской без гибочного оборудования. На фото обжиг системы «раку». Это когда раскаленную черепушку погружают в опилки или солому. Получается своеобразная красивая поверхность.
Температура в печи.
Вид в смотровое окошко нагретой печи.
Печь без дна. Лещадка не установлена.
Да, ряд подобных печей, как например эта, не имеют штатного дна вовсе. То есть совсем. Вместо этого, перед работой в нее закладывают, устанавливают керамическую пластину - лещадку. Ее несколько приподымают над землей, можно на кирпичах. Этих лещадок может быть несколько и тогда чашки и горшки закладывают этажами. Это очень экономит место.
Легкие печи из керамического одеяла и сетки применяют не только керамисты. Стекляшечники нисколько не отстают, правда форма печей несколько своеобразная – своя специфика. Например, печи для фьюзинга, а особенно моллирования представляют собой этакий легкий металлический чемодан, выстланный изнутри такого рода огнеупорами. Электрические нагреватели – спирали, в глубокой крышке. Газовый нагрев не применяется – пыль (вплавится в стекло), неравномерность температуры, сложно ее точно контролировать.
Каркас большой кустарной печи для фьюзинга и моллирования. Дно на ножках.
Каркас большой кустарной печи для фьюзинга и моллирования. Будущая крышка печи.
Собранная печь без внешней декоративной обшивки. Видно, что на огнеупорах сэкономили – внешний, более холодный слой футеровки выполнен из менее дорогой базальтовой ваты. Видны смотровые оконца.
В печи приоткрытой на штатных шарнирах видна внутренняя футеровка керамическим одеялом и эл.нагреватели – спирали из нихрома или фехраля внутри кварцевых трубок (для удобства монтажа, эл.изоляции и предохранения от вероятной осыпающейся окалины).
Сбоку виден кончик термопары.
Крышка еще одной большой печи для фьюзинга и моллирования подобного типа.
Здесь для закрывания печи применен специальный механизм, уменьшающий усилия оператора. Крышка печи сфотографирована вверх ногами, в положении для удобного ремонта и обслуживания. Вместо керамических пуговиц – металлические (нержавеющая сталь?) «бантики». На торце печи организовано специальное вздутие для плотного прилегания к поду. Под печи столообразной конструкции с колесиками, откатывается в сторону. Часто, применяются подъемные механизмы с системой блоков, поднимающие крышку подобной большой печи на нетолстых тросах ручным воротом или маленьким эл.подьемником.
Выводы
Итак. Рассмотрен принцип конструирования простых и недорогих высокотемпературных печей. Принцип очень адаптивен – легко учесть специфические требования к нагревательному оборудованию. Печи получаются легкие (в том числе и вполне мобильные), экономичные, относительно компактные. Небольшая механическая стойкость мягкой нежной футеровки в полной мере компенсируется ее невысокой стоимостью и высокой ремонтопригодностью конструкции в целом. В печах может быть применен как огневой нагрев (газ, жидкое топливо, дрова), так и электрический. В последнем случае, при применении современных программируемых термоконтроллеров, кроме точного поддержания температуры и выполнении сложной программы-термопрофиля, можно реализовать и низкие скорости нагрева и остывания (важно!), присущие тяжелым теплоемким печам.
Привет, все кто читает! Надо ставить точку в истории постановка на ход призрака коммунизма. Все не мог собраться и написать, много чего произошло мотор собрался, мотор умер, снова собрался, засодил машину, положил коробку, поченил коробку, и даже испортился Пикабу.
Надо начинать по порядку. Электронное зажигание так и не заработало, пришлось собрать обратно кулачковое. Итог работает, неплохо появилась чёткая реакция на газ, но полностью отсутствует холостые. И не возможно нормально настроить карбюлятор. Не долго думая был заказан новый.
Пока шел кербюратор испытания продолжались но длились не долго, постигала беда о которой часто слышал на форуме по этому мотору, лопнул маховик. Токорь постарался на славу.
Карбюратор пришел, оказывался реально новым, бензина не видел. При сравнении со старым ввснил, что рег винт был от какого-то другого карбюратора, и конус отличался, следствие невозможность нормально настроить. С новым карбюратором отлично работает во всех режимах. Но проработав в общем около двух мото часов мотор кончился.
Цилиндр и поршень в помойку. Выскочил стопор пальца. Я знал что такое бывает у 2т моторов, приборке несколько раз проверял посадку его в канавке. Но увы такова судьба.
На удивление покрытие вмп авто оказалось стойким.
Сейчас бы надо психанут, выкинуть верх и поставить мотор от косилки. Но я пошёл на принцип. Он должен работать в стоке!
На Авито был найден ещё один, в неизвестном состоянии. Продовец предлагал с ногой, но он не входил в габариты Авито доставки. А я не хотел платить ещё за транспортную.
Состояние оказалось мое почтение. Все сальники держат, ничего не люфтит, нагара минимум. Даже на кулаках нету износа. Вывод, собираю как есть.
С новой мотоголовой, работа стала намного тише. Работает на всех режимах, скорость по течению в одного 20, против 16, есть подозрение на глисс. В двоем и в трое, и с лодкой на буксире 10-12.
Между делом сделал насос для лодки из насоса продувки катализатора БМВ. Дует мое почтение, жрет правда почти 20 ампер. На мою лодку у него ушло 2.5 минуты. Конечно чуть чуть не доходит до рабочего давления, надо ещё по 5 качков в каждый баллон, но собирать и разбирать лодку стадо в разы быстрее.
Тут и осень подошла, занчит пора запасаться щукой
Стабильные для себя килушки полторашки. Но я поставил свой личный рекорд поймав пятак.
Теперь Стрела работает и радует меня, рабыалки стали продуктивнее, многого от нее не требуется, между перекатами не так много, к своим местам все равно приходится тащить лодку 500 метров. Мотор мне нравится. Общий бюджет меньше 10к Теперь цель найти и собрать хороший ветерок для выездных рыбалок на Оби. Кто прочитал спасибо!