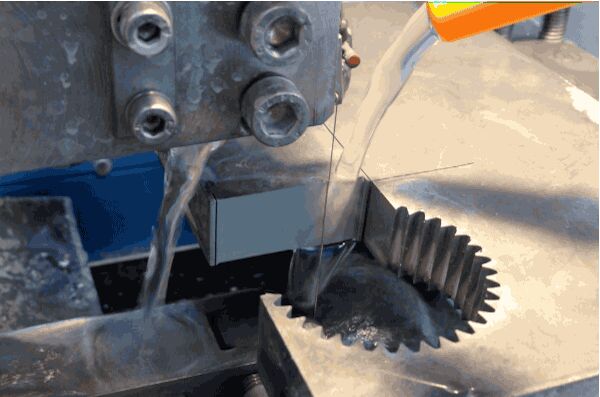
У нас на мини-производстве, цепь "отпиливают" таким образом: (как на фото ниже),
И тут я задумался:
"А как правильно"?
И что то мне подсказывает, что на фото ниже это нифига не правильно. Искры от себя. Ок. А что с положением тела? и как по другому можно зафиксировать цепь?
Может, кто сталкивался с таким или типо все ок?
Должны быть какие то тиски-зажимы? Или я забыл где живу😅.
Впечатляет? Согласен, даже очень! Но как такое возможно? На этот вопрос могут дать ответ физико-химические методы размерной обработки металлов. Звучит страшно, но прошу, не нужно бояться полчаса, ведь основных их (метода) два: электроэрозионный и электрохимический. Разберемся подробнее.
Названия обоих методов содержат корни "электро-", что неспроста. Да уж, как и в нашей повседневной жизни без электричества тут никуда.
А вы своего кота давно заряжали?
В процессе обработки оно подводится в том или ином виде к электродам (инструменту и заготовке), при этом непосредтсвенного контакта между ними не происходит, всегда присутсвует зазор заданной величины, который определяется режимами обработки.
Электроэрозионная обработка производится в среде диэлектрической жидкости, то есть не проводящей электрический ток, но только, до поры, до времени. При приближении электрода-инструмента к электроду-заготовке на достаточно близкое расстояние, происходит искровой разряд, сопровождающийся выделением большого количества теплоты. "А что с металлом?" - спросите вы. Секундочку, как на счет фокуса?
...он испарился!
Да, вот так просто. Электрический разряд испаряет или, если вам будет угодно, сжигает металл поверхностного слоя заготовки. Продукты горения уносятся из искровой зоны диэлектрической жидкостью и ей же охлаждается обработанная поверхность, что является важной ее функцией, помимо изоляции электродов и участия в образовании искры. В этом и заключаются физические основы электроэрозионной обработки.
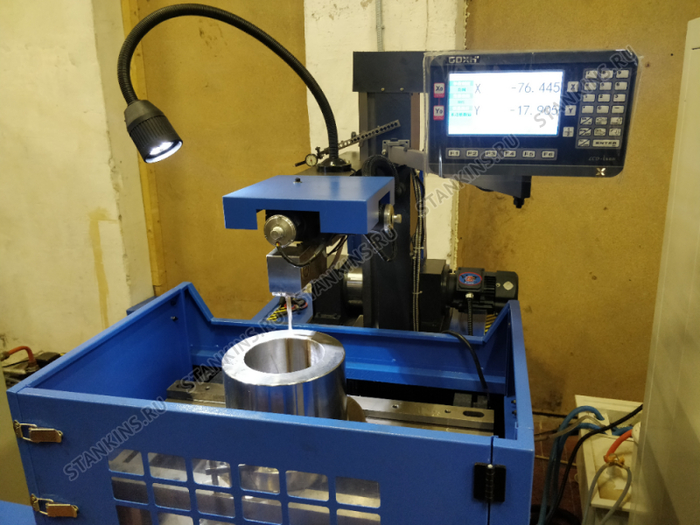
Инструмент-электрод при этом так же изнашивается, но значительно меньше, чем электрод-заготовка. Износ необходимо учитывать для обеспечения размерной точности обработки. Величина минимального снимаего слоя может обеспечить микронную точность размеров (что соответсвует 5-му квалитету) и шероховатость менее 0.5 мкм и является скорее вопросом оборудования нежели метода, так как сам он достаточно хорошо изучен и контроллируем. Кстати, об оборудовании и инструменте. Вашему вниманию представляем....(барабанная дробь) Проволочно-вырезной электроэрозионный станок! О, какой красавец!
1/2
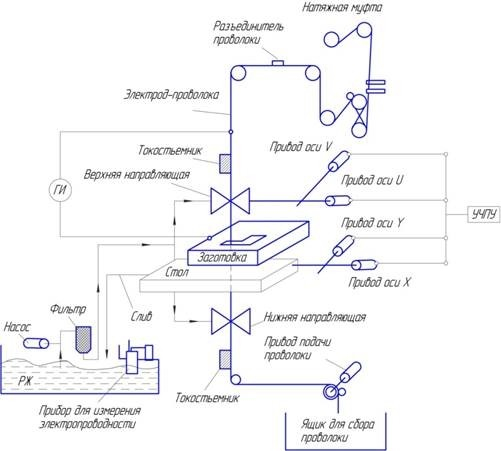
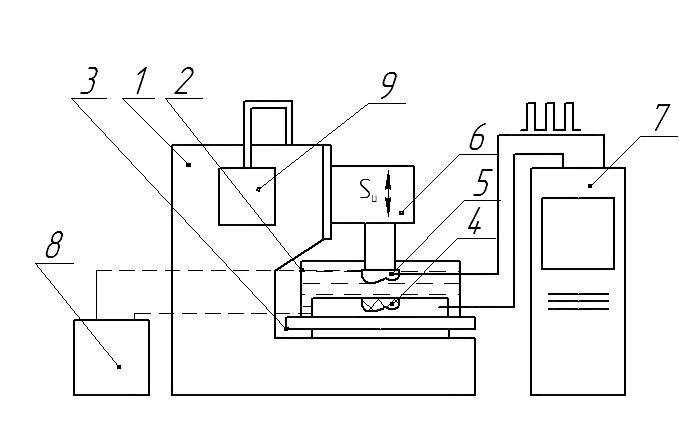
Собственно фото станка и общая схема проволочно-вырезных станков.
Думаю из названия все понятно. Станок вырезает в заготовке контура при помощи проволоки, вводимой в заготовку, либо снаружи, либо через заранее подготовленное отверстие.
Обработка может производиться, как с полным прогружением заготовки, так и с поливом, как на картинке сверху. В процессе обработки проволока постоянно подается между роликами, тем самым обновляется, для минимизации износа и повышения точности обработки. Что касается проволоки, зачастую используется латунная или молибденовая проволоки, диаметрами от 0.1 до 0.3 мм. Латунная проволока является более дешевым вариантом, но она одноразовая. Молибденовая проволока используется многократно и обеспечивает более высокую размерную точность.
Производительность такого процесса обычно измеряется квадратными миллиметрами, которые приходятся на площадь, прорезаемой проволокой линии. Соответсвенно, чем толще заготовка, тем меньше максимально возможный шаг перемещения. И наоборот, чем тоньше, тем быстрее происходит прорезание. Производительность зависит от многих факторов, в том числе от материала заготовки, ее электропроводимости и тугоплавкости. Но в целом, электроэрозионной обработке доступны все токопроводящие материалы, в том числе твердые сплавы, что делает данный вид оброботке незаменимым в ряде случаев там, где обычное резание очень затруднено. Или конструкция детали не позволяет эффективно использовать лезвийный инструмент, например, в тонких и протяженных пазах высокой точности. Несомненным плюсом данного вида обработки является то, что глубина дефектного слоя при чистовом проходе составляет сотые доли миллиметра и остаточные напряжения практически отсутсвуют, что позволяет изготавливать геометрически точные тонкостенные детали.
Вторым наиболее популярным электроэрозионным станком является копировально-прошивной.
1/2
Так же фоточка и схема, не требующая объяснений.
Данный станок примечателен тем, что обрабатываемая поверхность копирует форму электрода, который, совершая возвратно-поступательные движения в заготовку, внедряется в нее. Собственно поэтому он "копировальный".Электроды в этом случае выполняются, либо из меди, либо из графита и обрабатываются на обычных универсальных металлорежущих станках или станках с ЧПУ, при этом важно учитывать, что точность профильного электрода должна быть на 2 квалитета выше желаемой точности готовой детали. Ввиду этого нельзя назвать данный вид станков полностью самостоятельной единицей, так как инструмент-электрод требует изготовления с высокой геометрической точностью. Однако данный метод позволяет довольно эффективно получать криволинейные объемные поверхности с высокой точностью и шероховатостью поверхности.
Так же данный станок позволяет получать длинные и тонкие отверстия очень высокой точности, в том числе с криволинейной осью, собственно поэтому он "прошивной". Часто эту фичу используют для выжигания из заготовок сломанных метчиков и сверел, засевших на приличной глубине. Острые внутренние углы, так же не проблема! Если угол есть на инструменте, то он будет и в детали. Такой, казалось бы простой, конструкционный элемент, но он зачастую не доступен лезвиной обработке.
Да, данные станки умеют творить чудеса!
Производительность указывается в кубических мм. Чем больше площадь обработки электрода, тем меньше максимально возможный шаг, и наоборот, чем меньше площадь, тем больше шаг. Хотелось бы отметить, что электроэрозионная обработка вполне энергоэффективный процесс. Напряжение зачастую не превышает в импульсном режиме 300 вольт, а ток 50 ампер.
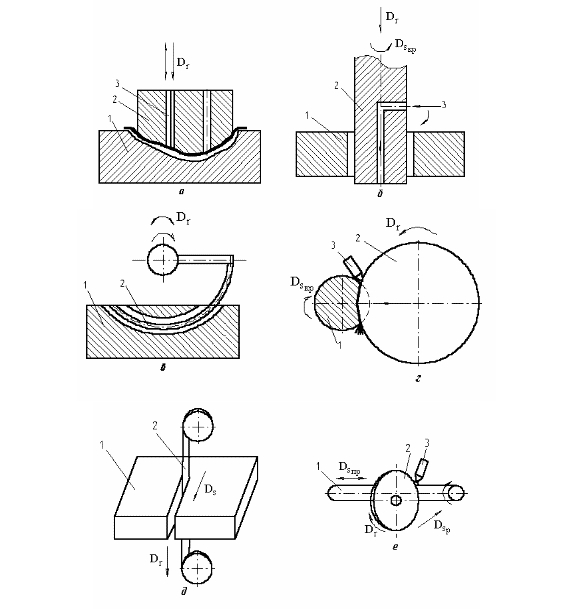
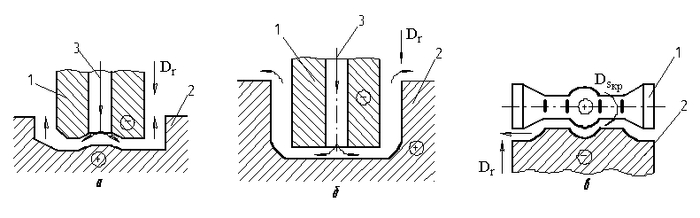
Для утоления интереса приведу некоторые схемы электроэрозионных операций.
а — копирование; б — прошивание полостей с прямой осью; в — прошивание отверстий с криволинейной осью; г — отрезка вращающимся диском; д — отрезка проволокой (лентой); е — шлифование; 1- обрабатываемая деталь; 2 — инструмент; 3 — подача рабочей жидкости
Думаю на этом можно закончить краткий ликбез по электроэрозионной обработке и перейти к электрохимической, ведь у них, как у близнецов, много общего, но есть и фундаментальные отличия!
Собственно, электрохимическая размерная обработка металлов заключается в удалении поверхностного слоя обрабатываемой заготовки путем расстворения последнего в электролите. Электролитом, в основном, выступают растворы различных солей в воде.
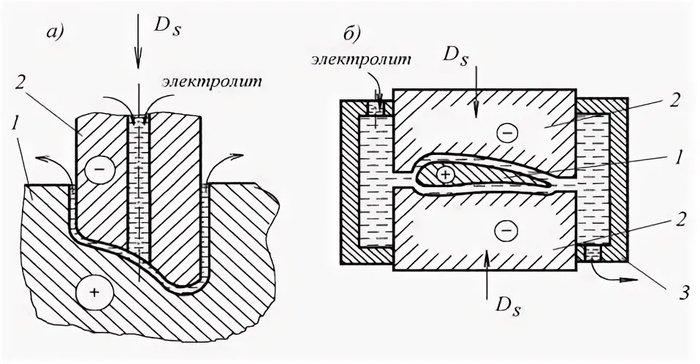
Примеры обработки деталей электрохимическим методом.
Напоминаю, что при электроэрозии поверхностный слой испарялся под воздейтсвием высоких температур. Это ключевой отличие, механика процесса другая! НО, кинематика электрохимической обработки в основном схожа с электроэрозионной и имеет лишь некоторые особенности.
1/2
Схемы электрохимической обработки: а – копирование; б – прошивание; в – точение; г – удаление заусенцев; д – отрезка; 1 – инструмент; 2 –заготовка; 3 – электролит.
К достоинствам метода можно отнести то, что производительность метода слабо зависит от прочности и твердости обрабатываемого материала и значительно превосходит электроэрозию. Так же данный вид обработки позволяет получать поверхности любой формы, при этом в поверхностном слое полностью отсутсвуют какие-либо напряжения и дефеты, вызванные обработкой. Недурно!
Примерно так это и выглядит.
Конечно в реальности никакой кот не съедает заготовку, то есть электрод... То есть, ни кот, ни электрод заготовку не съедают, и не изнашиваются. При замыкании электрической цепи между электродами через электролит, электроны с анода (заготовки) перемещаются к источнику питания, а электролит, взаимодействуя с положительными ионами решетки металла забирает последние в себя. В электролите ионы образуют гидроксиды металла, которые выпадают в осадок (как и я, при написании данной статьи)). В связи с последним фактом электролит подлежит фильтрации и обновлению для повышения качества и постоянства процесса обработки.
Несложно предположить, что шероховатость в итоге должна быть отменная, металл можно сказать удаляется на молекулярном уровне! Это действительно так, электрохимическая обработка способна обеспечить шероховатость вплоть до 0.1 мкм, что правда зависит от стабильности растворения электрода-заготовки, удаления шлама (очищения электролита), исходной шероховатости и фазового состава металла заготовки.
Детали из нержавеющей стали после электрохимической полировки.
Но что же с размерной точностью? А вот тут всплывают нюансы метода. Точность размеров и формы при электрохимической обработке зависят от точности электрода-инструмента и стабильности межэлектродного зазора, причем наибольшая точность соответсвует величине минимального зазора, а это как правило 0.02 мм. Стабилизация этого зазора - непростая задача и обеспечивается высокой степенью автоматизации оборудования и прецизионными приводами станка. Дополнительной трудностью является прокачка чистого электролита под давлением через столь малый зазор. Ввиду этого максимальным достижимым квалитетом для электрохимии будет 6-7 (электрохимическое шлифование), а в зачастую это 8-9 квалитет, что уступает электроэрозии. Но не будем расстраиваться, оборудование как и методы стабилизации процессов размерной обработки непрерывно совершенствуются!
Еще одной неприятной особенностью является следующее. На самом деле электролетическое растворение, в отличии от электроэрозионного испарения, не локализовано. Оно происходит везде, где протекает электродный ток и наиболее интенсивно в местах наименьшего зазора. А это значит то, что форма и размеры заготовки изменяются везде, где она контактирует с электролитом. Поэтому те поверхности, которые не подлежат обработке, должны быть тщательно заизолированы токонепроводящими материалами.
Таким образом электрохимическая размерная обработка металлов в данный момент является достаточно узкоприменимой методикой и уступает электроэрозионной в вопросах точности и стабильности процесса, имея при этом больше технологических ограничений и более сложное по конструкции, эксплуатации и обслуживании оборудование.
Засим, разрешите откланяться!
P.S. На самом деле поднятая в статье тема очень обширна. Детальное рассмотрение всех ее аспектов - занятие на несколько академических часов и, конечно, невозможно впихнуть невпихуемое, точнее уложить всю информацию в небольшой текст. Ввиду вышесказанного я и не ставил это своей целью. Вообще говоря металлообработка - мой профиль, но физико-химические методы на практике встречались редко, хотя и всегда интересовали. Экзотика ёлки-палки) Поэтому я решил произвести ОЗНАКОМЛЕНИЕ читателей в легкой манере, не перенасыщая текст техническими подробностями, но и не полностью избегать их, с целью заинтересовать и, надюсь, побудить к дальнейшему самостоятельному изучению. Если среди нас есть узкие специалисты по теме, прошу в комментариях указать на грубые ошибки, поправить неточности и поделиться опытом. Будет полезно и интересно! Спасибо за прочтение!
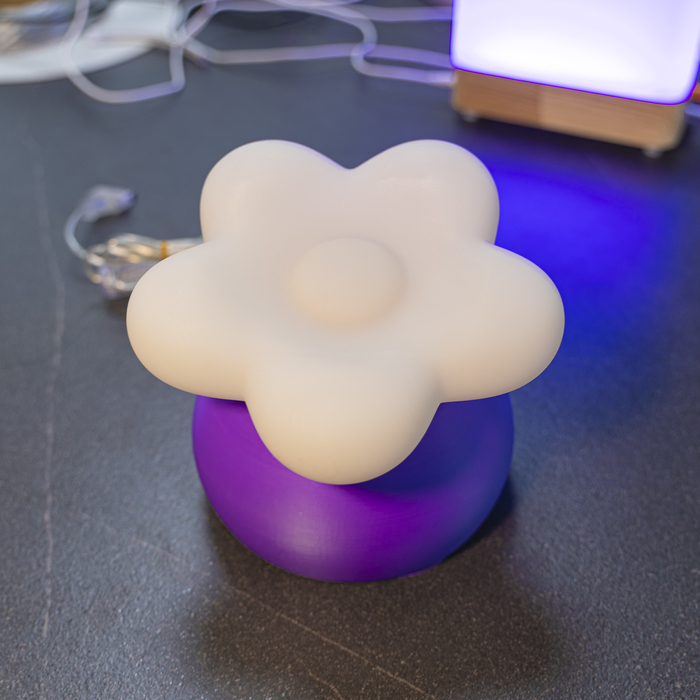
Всем привет! Делаю тут впервые пост, еще не знаю что и как) В общем, просто хотел поделиться с вами своей работой Я всегда хотел создавать какие-то уникальные светильники и вообще все что связано со светом - как результат, благодаря 3д принтерам и своему производству неоновых светильников, я смог сам сделать дизайн, проект и сборку вот такого светильника
Возможно получится выудить какой-то отклик у аудитории, которая тут есть, и вообще понять, интересного ли это кому-нибудь.
Проектов будет много, интересных и очень интересных(я надеюсь)
Похоже на цветочек
А это и есть цветочек! Внутри ргб лампа кстати!
Изначально планировали сделать так, что бы верх был на магнитах, но из-за того что они были слишком мощные - их вырывало из пазиков - пришлось сделать классическую резьбу
Мы можем сделать разного цвета и низ цветка и верх!
В общем как-то так, как вам такой светильник? Имеет место быть?
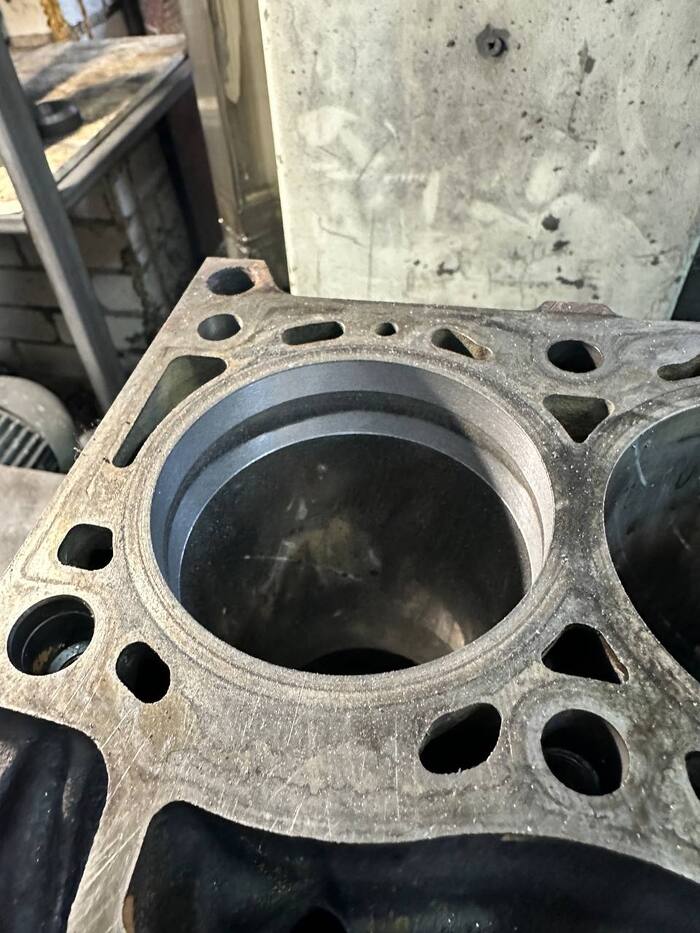
Привезли блок от автомобиля «Рено Меган», сразу клиент привез с поршнями.
Блок дизельный, уже поживший жизнью…
На фото 1 сам блок.
На фото 2 видно выработку вверху цилиндра, пальцем чувствует большая ступенька.
На фото 3 и 4 показываю размер, который замеряю от поршня. Вверху на ступеньке до размера еще 0,40. А вот прям под ступенькой уже 0,20 до размера. Получается цилиндр имеет выработку 0,10 на сторону (0,20 на диаметр).
На фото 5 видно какая полоса остается после первого прохода, в 5 соток. Она все еще ощущается пальцем достаточно четко.
На фото 6 и 7 показаны поршни, зазор на них указан Sp0,08, это норма для дизельного блока.
На фото 8 готовый блок после расточки, остается хонинговка и может быть шлифовка (по запросу клиента).
Вот вам анекдот про данный автомобиль😃😃
«Стало известно из-за чего в свое время расстроилась помолвка актеров Жана Рено и Меган Фокс. Невеста внезапно поняла что после свадьбы она станет Рено Меган.»