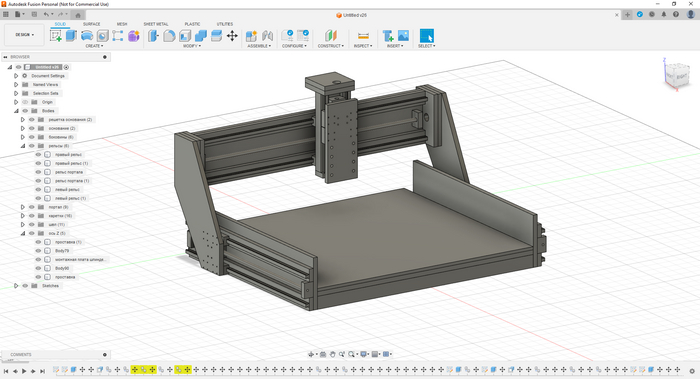
Добрый день. Переделываю свой токарный ТВ-4 в чпу. В этом деле не профессионал, но что-то умею. Решил, чтобы не просто так ковыряться в гараже, записывать видео. Вдруг кому будет полезным.
Буду рад вашим комментариям, подсказкам, советам. Если кому будет интересно прошу подписаться на канал, дальше постараюсь сделать видео лучше.
Практически заново собираем робота, который будет демонстрировать работу наших протезов и быть незаменимым помощником для реабилитации и абилитации людей. Другими словами, робот Вертер не только поможет освоить протез, но так же сможет регулярно практиковаться с изделием и пользователем в лёгком формате. Подробности в видео:
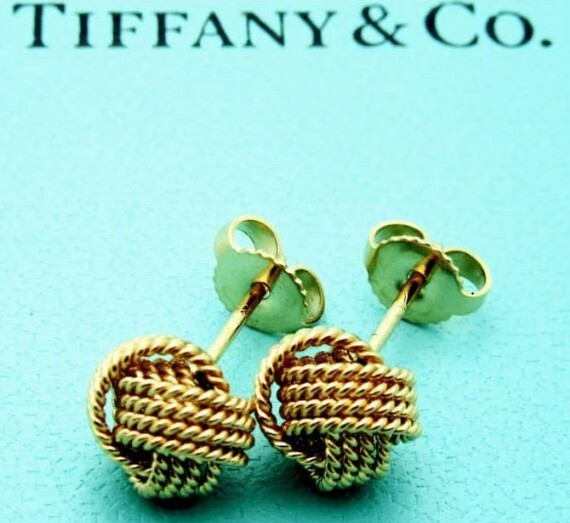
Есть некое ювелирное изделие от тиффани, шарик из вьющихся шнуров, вот такой
витой шарик от тиффани
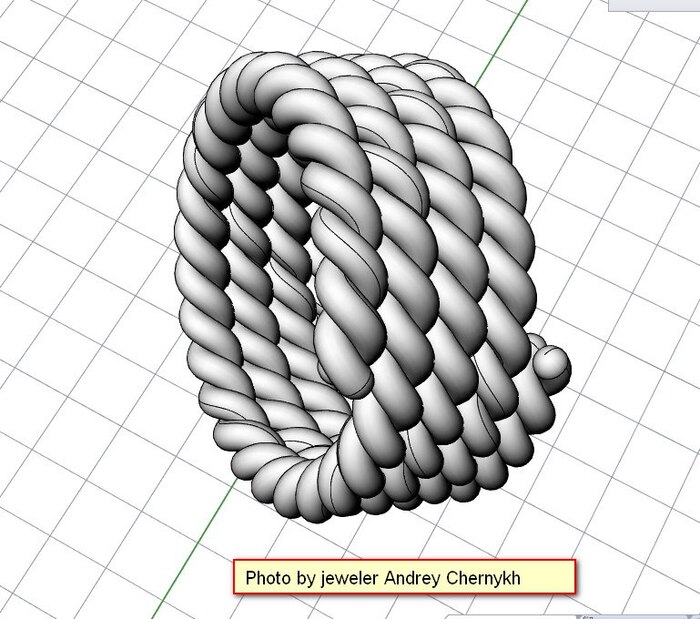
Наш знакомый ювелир (Андрей Черных) вдохновился задачей повторить данное произведение искусства, и поделился с нами этапами и моментами процесса. " Сначала - разработка модели. "По бренду спираль не спаяна и постоянно деформируется. принято решение переделать брендовую вещь ибо полная хрень!" Мало сделать модель, нужно понимать - что она будет литься металлом, ибо это цельное изделие.
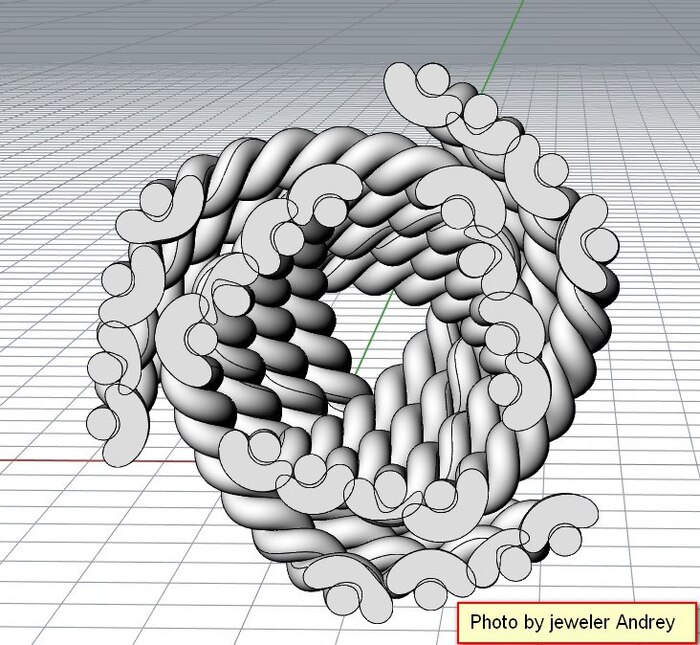
Спираь одного элемента. Метал течет в разные стороны спирали по разным сечениям.
модель в разрезе
Или вот видео с разреза. Лить такое - достаточно сложно
Выбор фотополимера - так же сложная задача. До сих пор нет идеального литьевого фотополимера, но есть "ну почти". Эта задача лилась не первый раз, но без дефектов не получалось. Теперь выбран недавно появившийся Hardlight Jewelry Wax Red
Выжигаемая смола Hardlight Jewelry Wax Red
выросло хорошо, поверхность гладкая. Пора на елку
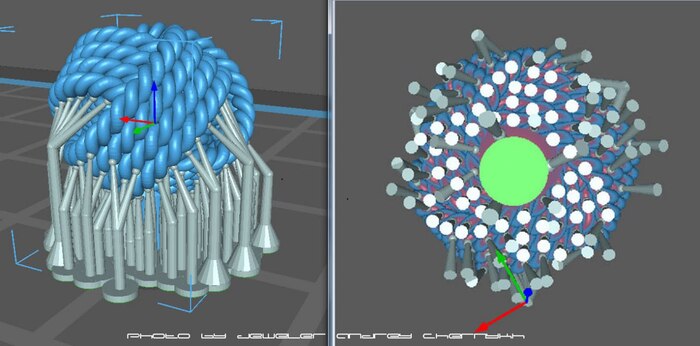
Елка. но не новогодняя.
Результат - на фото. Отлилось на твердую "5"
литье
Возражения, которые уже звучали "А такую модель разве не надо было разрезать на части чтобы потом собрать в единое? Тут же не подлезть нигде не обработать. Не говоря уже о тонких местах где очень вероятно обрушение форм-массы. Слоистость везде"
- да, я могу это сделать или в ручную или на фрезере пять осей располовинив модель .
- Обработка только зачистка низа от шариков.
- Если печатать на слое 0.15 или 0.01 то слоев то вообще не будет.
"а почему брак, пузыри? Запаивать придется или забьётся?"
- вы не учитываете размеры. На фото оно с кулак. А на самом деле - максимальный габарит 9.7 мм. Стенки и каналы очень тонкие.
габариты в металле - 9.7мм
размеры в сравнении
- в микроскоп 20-кратный не видно никаких пузырей. После магнитной галтовки вообще ничего не увидеть. Надо не забывать, что литье само по себе и своей структуре пористое (крупнозернистая кристаллическая решётка). Прокат , мелкозернистая уплотненная кристаллическая решётка.
В качестве выводов. Главная цель данного литья - отработка технологии работы с 3Д принтером и выжигаемыми полимерами. Уже на 8к принтерах можно получить сравнимые с фрезером модели, новые принтеры 7" 9К уже могут потеснить их. Потому - поиск подходящего фотополимера, отработка стабильного литья на нем - задача с высоким приоритетом. Если не следовать ювелирам за новыми техническими тенденциями - может статься, останешься не то что за бортом, но на краю"
Взять с собой побольше вкусняшек, запасное колесо и знак аварийной остановки. А что сделать еще — посмотрите в нашем чек-листе. Бонусом — маршруты для отдыха, которые можно проехать даже в плохую погоду.
Когда при разработке изделия ориентируешься на готовые решения, это значит, что, теряется уникальность задуманного, не говоря о том, что нужно сначала добыть интересующий элемент и конструировать, отталкиваясь от него. Что порой не интересно.
Ещё одна небольшая партия изделий для бытовой утвари, созданная при помощи 3D печати, отправилась к заказчику. Кажется, что банальные накладки на ручки, это проще простого, и почему бы не подобрать и купить в том же Китае. Пожалуй, ключевым является слово "подобрать", где и кроются те самые моменты о которых не говорят начинающие или небольшие производители:
Ручки для прибора изготовленные с помощью 3D печати.
Минусы традиционных подходов
1. Время + Деньги. Пробные варианты для определения функционала и эстетической составляющей, порой слишком долго ждать, и нужно приобрести несколько вариантов для определения подходящего. 2.Изначальная конструкторская идея, будет проектироваться вокруг доступных вариантов, что влияет на уникальность изделия и некоторые конструкторские решения. 3. Мелкая серия и единичные исполнения слишком затратны и не приветствуется производителями, использующими традиционные методы изготовления.
При помощи 3Д моделирования и последующем использовании технологий 3D печати желаемых прототипов или готовых изделий, плюсы очевидны:
1. Будущее изделие проектируется и изготавливается исходя из задуманного. 2. Можно внести изменения в конструкцию по мере проектирования, изменить материал исходя из фактических потребностей. 3. Производство пробного изделия не требует больших финансовых вложений и временных затрат 4. Можно заказывать то количество изделий, которое необходимо на текущий момент, и не переживать за то, что их не будет в наличии у поставщика. 5. Уникальность это наше ВСЕ! Цвет, материал, текстура логотип или маркировка все это можно изменить в считаные минуты. 6. Время не постоянно так же, как и предпочтения, тренды и преференции. Поменялся концепт изделия, а вместе с ним поменялись и комплектующие в считанные минуты вместо дней, недель, месяцев.
Как мы видим, плюсы применения аддитивных технологий очевидны, особенно для начинающих предпринимателей и субъектов МСП. Ведь сэкономив время и деньги, можно достичь большего, перенаправив свободные ресурсы на другие важные аспекты начатого дела.
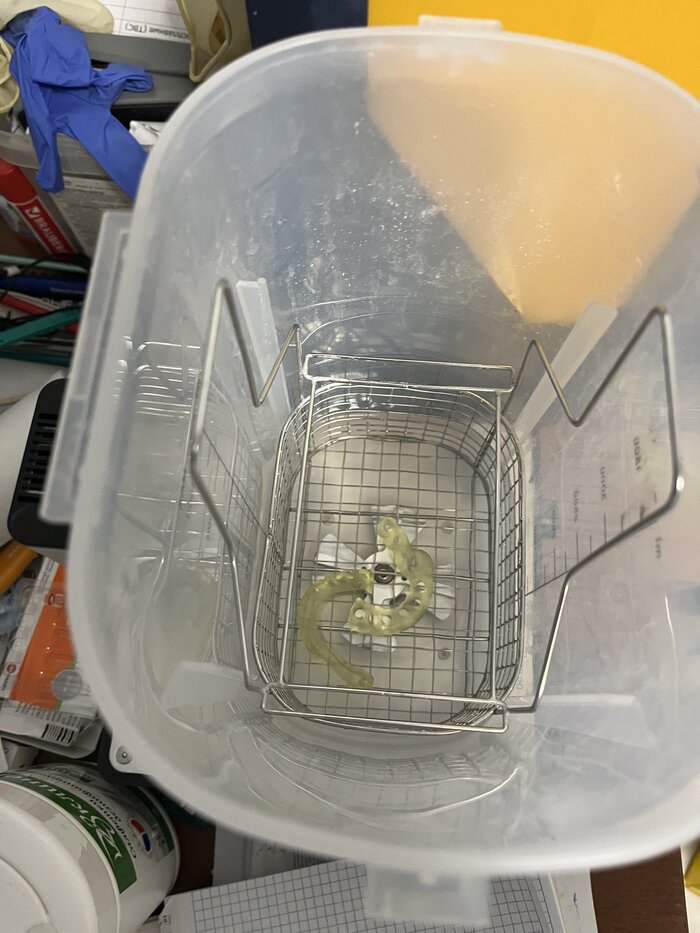
Распечатали модель челюсти и хирургический шаблон для позиционирования зубных имплантов. Отрываем поддержки и отмываем в "грязном" спирте в течение 1 минуты.
Далее отмываем в "чистом" спирте, в специальной станции обработки в течение 3 минут
Даем немного подсохнуть.
Проверяем посадку на модель. Модель чаще печатаю из более дешевой смолы для моделей, но тут не было времени.
Берем круглую палочку для поедания азиатской кухни, спертую в соответствующей заведениии, насаживаем на неё втулку, наносим на наружную часть втулки жидкий композитный пломбировочный материал и вставляем втулку в шаблон
Повторить в соответствии с количеством отверстий под втулки
Дозасвечиваем в станции обработки
Потом шаблон отправляется в стерилизацию и на операционный стол