Известная, перспективна, крупная компания - сеть магазинов ВкусВилл стала нашим новым Заказчиком по изготовлению и монтажу вывесок, панель-кронштейнов и других рекламных конструкций. В данном видео показываем краткий обзор, как происходит процесс изготовления световых вывесок.
P.S. За качество не судите строго и монтаж тоже. Не ПРОФИ =
Продолжаем строить катер своими руками. В первой части мы собрали каркас, теперь обошьем его фанерой. Борта катера достаточно сложной формы, с завалом в кормовой части и развалом в носовой. Обшивать мы будем 6-мм фанерой, она достаточно легко гнется и принимает нужную форму.
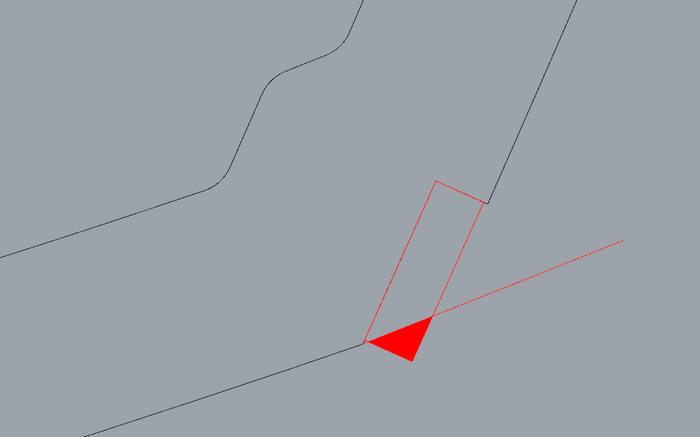
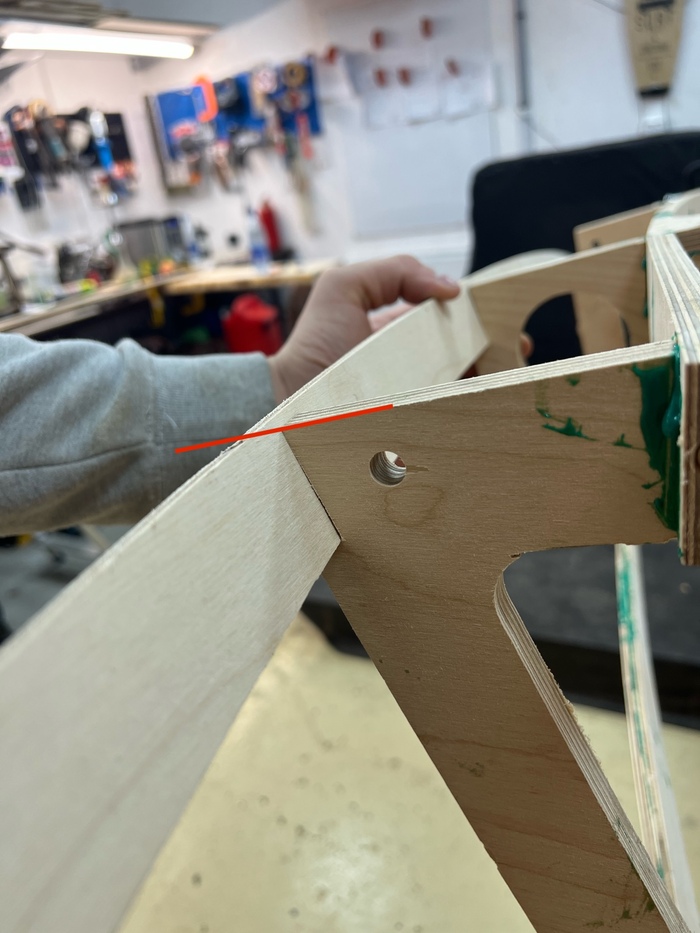
Перед обшивкой палубы нам предстоит произвести маковку шпангоутов, скуловых и привальных стрингеров, киля и форштевня, так как все детали вырезались из фанеры прямой фрезой. Малковку в моем случае идеально делать реноватором, это многократно удобнее рубанка.
Схема малковки скулового стрингера
По-простому - снять фаску в этих местах:
1/2
Малковка скулового и привального спрингеров
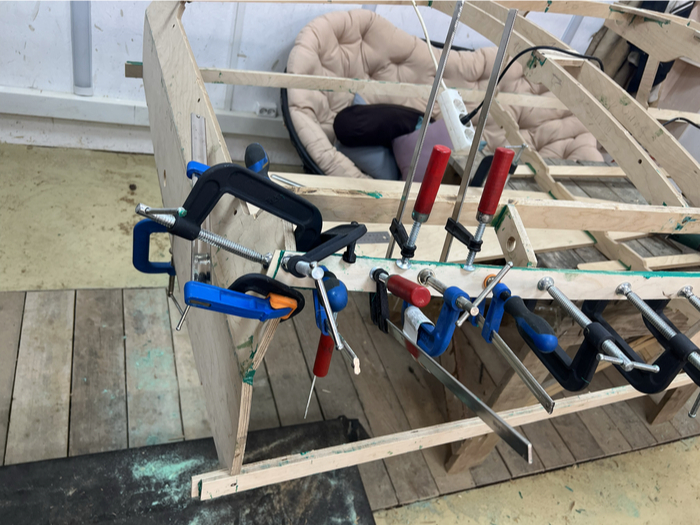
После этого можно приступать к черновой обшивке. Черновой, потому что обшивка до приклеивания будет еще неоднократно сниматься, примеряться и подрезаться.
Черновая обшивка днища и бортов
Обшивку хорошенько притягиваем саморезами к каркасу. Струбцины в данном случае нам уже не помощники.
После того, как все примерили разбираем и сажаем днище, а затем и борта на клей:
1/2
Пробовал предварительно отпаривать фанеру в местах с большим изгибом, но это излишнее, она отлично изгибается и без этого
После того, как смола встанет, выкручиваем саморезы, по каждому отверстию проходимся флейтой для снятия фаски и хорошенько зашпаклевываем отверстия и щели между бортами и палубой:
1/3
Мастерская разделена баннером на две зоны - чистую и грязную. Заодно и протапливать стало удобнее, пушкой грязную, где встает смола, маломощной дизельной автономкой чистую.
Все зашпаклеванное хорошенько шлифуем и выводим начисто. Чем лучше подготовим поверхность, тем меньше потом будет возни при оклейке корпуса стеклотканью.
Все внутренние поверхности хорошенько пропитываем эпоксидной пропиткой ХТ-101:
Корпус изнутри пропитан эпоксидной пропиткой
Изнутри лодку так же неплохо бы покрасить гелькаутом, или эпоксидной краской. Я этого делать сразу не стал, но сейчас пришел выводу, что это так же нужно будет сделать.
Палубу зашивать не торопимся!!! Внутри лодки предстоит разводка электрики, установка топливного бака и еще множество работ, которые очень сложно будет делать с зашитой палубой.
Но вот сделать черновую обшивку и примерить себя в лодке хочется:
С моим ростом в 192 см вальяжно, конечно, не развалишься, но сидеть вполне себе комфортно.
На этом обшивку корпуса заканчиваем, в следующем посте я расскажу как делалась внутрянка.
Однажды, в студеную зимнюю пору на просторах Авито мной был найден интересный самодельный катерок за большие деньги. С мыслью "а чем мы хуже" я решил обеспечить себя занятием на ближайшие несколько месяцев и заказал набор для его самостоятельной постройки
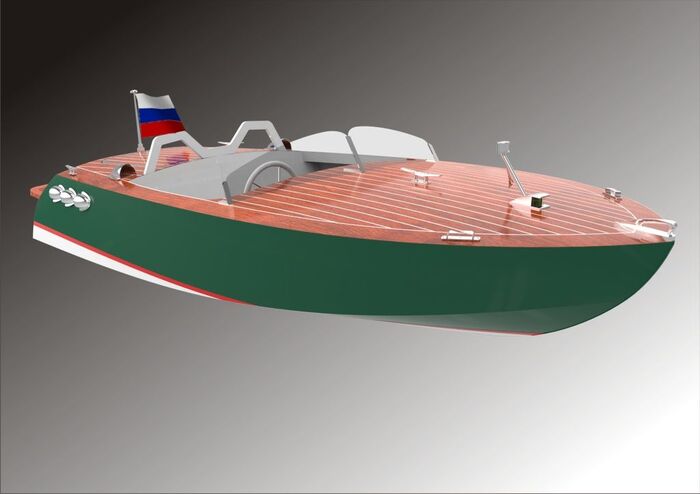
Компания Glen-L разрабатывает и продает чертежи для самостоятельной постройки лодок уже более 70 лет, наши же умельцы продают готовые наборы из нарезанной на фрезерном ЧПУ-станке фанеры. Чтобы усложнить себе жизнь в угоду эстетики, была выбрана модель катера Glen-L Squirt (Гусары, Молчать!), модифицированная под водомет и стационарный двигатель
1/2
Так выглядит будущий катер и набор материалов для его постройки:
1/2
Первым делом все детали необходимо подписать и отделить от фанерного листа. Незаменимый инструмент для этого - реноватор, который вытянул на себе всю дальнейшую постройку катера
Для постройки так же понадобится огромное количество струбцин, саморезов и терпения.
Собираем катер на струбцины и потихоньку начинаем склеивать его на эпоксидный клей:
1/5
Собираем катер на струбцины
В целом, ничего сложного в этом нет.Из важного - обязательно собирайте любые катера, даже такие маленькие, на стапеле!!! К этому набору не шел чертеж стапеля, предполагалось, что его можно собрать прямо на столе, но какой-нибудь шпангоут обязательно поведет, как это в будущем и случится у меня.
Скуловой и привальные стрингеры склеиваются из двух слоев фанеры. Очень удобно склеивать их прямо на каркасе, не приклеивая их к нему, а затем отделить готовый отформованный стрингер, с которым можно дальше работать и выставлять размеры:
Струбцин мало не бывает. Чем больше точек фиксации, тем лучше склейка. Только лишь на данный проект было закуплено струбцин на 35 т.р.
На склейку корпуса ушло примерно 4-5 рабочих дней, но большая часть времени проходит в ожидании застывания смолы. Спасибо тепловой пушке, прогревавшей мастерскую почти что до 30 градусов, в -25 на улице.
В этом посте мы собрали каркас катера, в следующей части перейдем к обшивке.
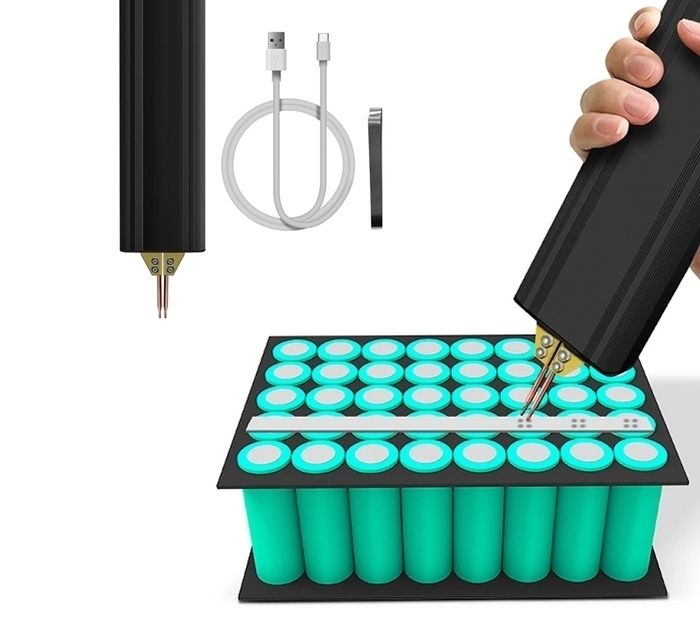
Портативная точечная сварка для мгновенной спайки перемычек на аккумуляторы. Максимальный выходной ток 1200А, имеет 5 регулируемых настроек сварки, в аппарате имеется встроенный перезаряжаемый аккумулятор. Стоит такой около 2 147 руб.Ссылка на прибор.
2) Клей
Ремонтный двухкомпонентный клей выдерживает температуру до +150 ° C. При полном затвердевании он становится твердым, как железо. Стоит 20 грамм - 80 руб. Ссылка на клей
3) Набор ступенчатых сверл для дерева
Набор ступенчатых свёрл для дерева с титановым покрытием для электроинструментов. 3 штуки в чехле. Стоит набор 189 руб. Ссылка на них. Они участвуют в акции "Одна цена", т.е. вам нужно положить в отдельную корзину со страницы акции ещё 2 (макс 9) товара и цена на все товары будет 189 р.
4) Паяльник
Паяльник, который должен быть у каждого. Стоит набор около 619 руб.Ссылка
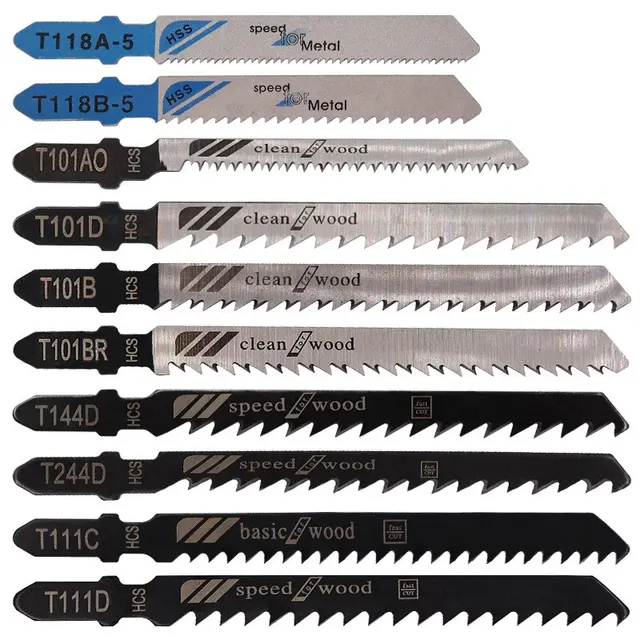
5) Пилки для лобзика 10 шт.
10 пилок из высокоуглеродистой стали с Т образным крепежом. стоит 10 штук 592 рубля. Ссылка
6) Скальпели
Канцелярский набор острый нож-скальпель со сменными лезвиями в кейсе, 10 насадок + 3 скальпеля с классическим лезвием. Стоит набор 609 руб. Ссылка
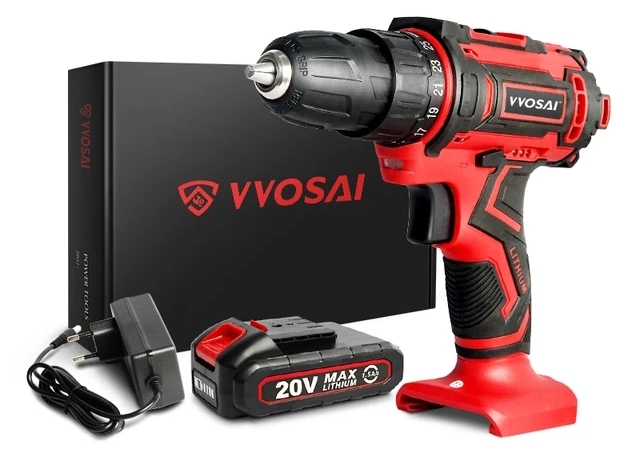
7) Беспроводная дрель
Аккумуляторная дрель-шуруповёрт с 20V перезаряжаемым АКБ и зарядкой. Стоит такая около 1700 руб.Ссылка
8) Гравер
Гравировальная машина Hilda (мини дрель) с множеством насадок. Стоит такая около 3 600 руб. ссылка.
9) Цепная мини пила
Мощная аккумуляторная цепная пила для дерева с зарядкой и аксессуарами. стоит такая 2 550 руб. ссылка
10) Сварочные стержни
Универсальные сварочные электроды (стержни/припой). Стоят 10 штук диаметром 1.6mm 330mm - 174 рубля. ссылка на набор
11) Инструмент для зачистки проводов
Многофункциональный инструмент для зачистки проводов и обжим (обжимные клещи) . Стоят такие 1 085 руб. Ссылка
12) Ремонтные стержни
Легко расплавляемые алюминиевые стержни для ремонта. Стоят 3 стержня длиной 7 см - 198 руб. ссылка
13) Фен для термоусадки
Термофен, способный выдувать воздух температурой около +180°C. Ссылка на фен
14) Мультитул
Компактный мультитул Workpro 12 в 1 в чехле. стоит такой около 1 000 руб. ссылка
15) Мощные зажимы
2 мощных зажима для деревообработки. Стоит комплект около 670 руб. ссылка
16) Аккумуляторная болгарка
Мощная беспроводная болгарка (УШМ) с аккумулятором, зарядкой и сумкой. Стоит набор около 4 987 руб. ссылка
17) Сварочный аппарат
Аппарат инверторного типа, предназначен для ручной дуговой сварки (MMA) штучными электродами на постоянном токе. Область применения: в бытовых условиях (на даче, в гараже) и различных мастерских. Инверторы DEKO оснащены плавным регулятором и индикатором сварочного тока, что позволяет точно настроить его показатели. Стоит такой около 7 000 руб. Ссылка
18) Ключи-отвёртки
Недорогой и практичный брелок с 2мя ключами-отвертками. Стоит 174 руб. ссылка
19) Ударный гайковёрт
Беспроводной ударный гайковерт для головок 1/2' с аккумулятором и зарядкой. Стоит такой аппарат 5 500 руб.Ссылка
20) Аналого-цифровой уровень
Цифровой транспортир, уклономер, электронный уровень 400 мм. Стоит такой 1633 руб. ссылка
21) Метчики 6 шт.
Метчики для нарезания резьбы М3-М10 из быстрорежущей стали. Стоит набор 919 руб. ссылка
22) Режущие коронки для стекла и керамики
Набор свёрл из стали с алмазным покрытием для сверления плитки, мрамора, стекла, керамики. Стоит набор 543 руб. ссылка
23) Фрезы
Бор-фрезы отлично походят для метала, пластика, дерева. Идеальны для хобби, небольших мастерских. Благодаря своей прочности, фреза из карбида вольфрама способна выдерживать высокие температуры и механические нагрузки, что гарантирует долгий срок службы инструмента. Стоит набор 748 руб. ссылка
24) Термостеплер
Степлер для пайки и соединения кусков пластика (который поддаётся плавлению) специальными скобами, которые аппарат сильно нагревает. Стоит прибор и 400 разных скоб вместе около 1100 руб. ссылка на набор
25) Миниатюрный распиловочный станок
Удобный настольный миниатюрный станок мощностью 96 Вт с регулировкой скорости и с 4 сменными дисками для распиливания различных материалов. Скорость: 5000 об/мин. Размер настольной пилы: 180*140*60 мм. Стоит такая около 4 200 руб.Ссылка на станок
Фрезерные станки являются одним из самых важных и распространенных инструментов в металлообработке. Эти машины используются для создания сложных форм и деталей, которые невозможно произвести другими методами. В данной статье мы рассмотрим историю развития фрезерных станков, от их возникновения до современных технологий.
Ранние этапы развития
1. Начало XIX века
Первый фрезерный станок был создан в начале XIX века. Его изобретателем считается американский инженер Илай Уитни, известный своими разработками в области производства оружия. В 1818 году он представил первый фрезерный станок, предназначенный для массового производства деталей огнестрельного оружия. Этот станок использовал вращающийся режущий инструмент для удаления материала с поверхности заготовки, что позволяло создавать детали с высокой точностью.
2. Средина XIX века
В 1848 году Элиас Хау придумал первый автоматический фрезерный станок. Его изобретение позволило значительно ускорить процесс обработки металлов и повысить точность производства. В этот период фрезерные станки начали активно использоваться в различных отраслях промышленности, включая машиностроение и производство инструментов.
Переход к массовому производству
1. Конец XIX - начало XX века
С развитием промышленной революции потребность в высокоточных и эффективных станках возросла. В этот период были созданы первые универсальные фрезерные станки, которые могли выполнять широкий спектр операций. Одним из ключевых событий стало изобретение компании Brown & Sharpe в 1861 году горизонтального фрезерного станка с линейными направляющими, который стал стандартом для большинства фрезерных операций.
2. Введение ЧПУ
В 1950-х годах произошел значительный прорыв в развитии фрезерных станков с введением числового программного управления (ЧПУ). Первые ЧПУ-станки были разработаны компанией MIT (Массачусетский технологический институт) и использовали перфокарты для программирования. Эти станки позволяли автоматизировать процесс обработки, что значительно увеличило производительность и точность.
Современные технологии
1. Компьютерное числовое управление (CNC)
В 1970-х годах на смену перфокартам пришли компьютеры, и появились первые CNC (Computer Numerical Control) фрезерные станки. Они использовали компьютеры для программирования и управления движением инструмента. Это позволило значительно упростить процесс программирования и сделать его более гибким.
2. 3D фрезерование
Современные фрезерные станки могут выполнять трехмерное фрезерование, что позволяет создавать детали сложной формы с высокой точностью. 3D фрезерование используется в авиационной, автомобильной, медицинской и других отраслях, где требуется производство высокоточных деталей.
3. Аддитивные технологии
Одним из последних достижений в области металлообработки является интеграция аддитивных технологий с традиционным фрезерованием. Такие гибридные станки могут не только удалять материал, но и добавлять его, что открывает новые возможности для производства сложных деталей.
Заключение
История развития фрезерных станков для металлообработки насчитывает более двух веков. С момента создания первого станка Илаем Уитни до современных CNC и 3D фрезерных станков, эта техника прошла долгий путь развития. Современные технологии позволяют создавать детали с невиданной ранее точностью и эффективностью, открывая новые горизонты для различных отраслей промышленности.
Фрезерные станки продолжают развиваться, и можно ожидать, что в будущем они станут еще более совершенными, гибкими и универсальными, способными удовлетворить самые сложные требования современного производства.
От маленького зернышка до мягкой пены в бокале — рассказываем, как мы готовим безалкогольное пиво!
Вот так выглядят здоровые колосья, из которых мы получаем зерна для безалкогольного пива
Этап 1. Подготовительный
Мы начинаем с отбора семян
Из них вырастет ячмень. Из ячменя будет сделан солод, из которого мы приготовим безалкогольное пиво. Чтобы получить большой хороший урожай, важно выбрать правильные сорта. Наши сорта «Грэйс», «Гузель», «Евгения» и «Фатима» устойчивы к болезням, вредителям и внезапным майским похолоданиям :) Из таких семян вырастут крупные колосья с большим количеством зерен.
И выбираем место для посевов
Ячмень — это не петербуржец! Ему важно солнце и чтобы температура была выше 10 градусов минимум 150 дней в году. Такие условия есть в 17 регионах России, включая Тульскую, Рязанскую, Липецкую и Воронежскую область, а также Приморский край. Для своих полей мы выбираем земли, которые богаты черноземом — самой плодородной почвой.
Также почву нужно подготовить
В лаборатории мы тестируем почву на уровень кислотности и других показателей, которые влияют на растения. Это помогает подобрать правильные экологичные удобрения, которые ускоряют рост зерна и повышают урожайность. После этого можно переходить к посеву.
Этап 2. Выращивание и сбор урожая
Контроль на каждом этапе роста
Спутниковые снимки ячменных полей «Балтики»
Разве может человек уследить за полями в несколько тысяч гектаров? Может, если на помощь ему приходят современные технологии! Мы наблюдаем за ростом ячменя со спутника: каждую неделю наши сотрудники получают фотоотчет, на котором виден прогресс.
А вот так выглядит созревший урожай — можно собирать!
Сбор и хранение
Урожай собирают с помощью уборочных комбайнов и отправляют на хранение в элеваторы. Это здания с подходящей температурой и влажностью, чтобы зерно в них не испортилось. В одном таком элеваторе помещается до 10 000 тонн зерна!
Элеватор для хранения изнутри, на фото сотрудница открывает специальный люк для проветривания
Этап 3. Соложение
Это когда зерно превращается в солод. Из элеваторов ячмень поступает на солодовню. Здесь он проходит контроль качества, очистку. Далее зерна замачивают в воде в течение нескольких циклов. Затем ячмень проращивают в специальных ящиках — обычно на это уходит от пяти дней. Из этих ростков вполне может развиться новое растение. Но это не наша цель! Поэтому отправляем пророщенный ячмень на сушку, а если нам нужно получить карамельный солод, то на обжарку. Теперь — это солод!
Солод для безалкогольного пива — то же самое, что виноград для вина или яблоки для сидра. От условий сушки и обжарки зависит, какой цвет, аромат и вкус будет у готового напитка.
Этап 4. Варка
Готовый солод отправляется в варочный цех. Здесь его измельчают, смешивают с водой, нагревают, фильтруют и кипятят. На этапе кипячения в получившуюся смесь добавляют хмель для вкуса и аромата.
Добро пожаловать в варочный цех!
Для приготовления безалкогольного пива часто используют два вида хмеля: горький и ароматический. Их добавляют в начале и в конце кипячения соответственно.
Этап 5. Брожение
Думаете, что после варки безалкогольное пиво уже готово? А вот и нет! Далее оно отправляется в бродильный цех, в котором расположены цилиндро-конические танки из нержавеющей стали. Там в будущий напиток добавляют дрожжи. Процесс брожения б/а пива занимает от 7 до 14 дней в зависимости от вида дрожжей. Но получившийся продукт — это еще не безалкогольное пиво. Перед тем, как попасть в бутылку, напиток должен созреть.
Вот так выглядят бродильные танки
Этап 6. Созревание
Этап особого творчества для пивоваров, когда будущее безалкогольное пиво приобретает свой окончательный вкус и аромат. На этом этапе за счет использования специальных дрожжей мы получаем безалкогольное пиво, в котором присутствует менее 0,5% спирта.
Этап 7. Фильтрация
Как только безалкогольное пиво созрело, приступаем к фильтрации. Это многоуровневый процесс. Сначала напиток попадает в сепаратор, где отделяются крупные взвеси и дрожжи. Далее проходит через кизельгур — фильтрующий материал, который помогает хорошо отделить оставшиеся дрожжи и белковую взвесь. Последний стадия — тонкая фильтрация. В результате фильтрации пиво осветляется, становится прозрачным. По окончании фильтрации безалкогольное пиво поступает в специальные накопительные емкости — форфасы. Здесь оно ожидает своей очереди поступления на линию розлива.
Нефильтрованное безалкогольное пиво не проходит стадию фильтрации и содержит небольшое количество дрожжей, придающих характерные особенности вкусу напитка.
Этап 8. Розлив
Напиток готов! Теперь его можно разливать по упаковкам. Но, перед тем как разлить, в зависимости от сорта, следует процесс пастеризации. Это кратковременный нагрев, который замедляет жизнедеятельность микроорганизмов, чтобы увеличить срок годности напитка.
Для розлива мы используем стеклянные бутылки, алюминиевые банки и кеги для ресторанов. А еще сами производим ПЭТ бутылки из компактных заготовок. Упаковка перед розливом проверяется специальным оборудованием — инспекторами. Брак не пройдет!
Выбор упаковки не влияет на вкус напитка: один сорт может разливаться по бутылкам и банкам
Теперь вы знаете больше о пивоварении! Ищите безалкогольную «Балтику» в любимых магазинах и на маркетплейсах.
Реклама ООО «Пивоваренная компания «Балтика»» 18+, ИНН: 7802849641
«Чат на чат» — новое развлекательное шоу RUTUBE. В нем два известных гостя соревнуются, у кого смешнее друзья. Звезды создают групповые чаты с близкими людьми и в каждом раунде присылают им забавные челленджи и задания. Команда, которая окажется креативнее, побеждает.
Что ж, это было... долго. Дисклеймер: написание данной статьи состоит не только из исторически проверенных фактов, но и, в значительной степени, из моих домыслов. Огранка как искусство очень сильно теряется в веках, и доподлинно установить некоторые временные рамки, а также определенное применение технологий невозможно.
Для начала будет некоторое количество риторики: а можно ли отнести к огранке процесс отбивания одного камня другим для получения острой режущей грани? Если так, огранка – буквально, самое историческое и значимое ремесло в истории человечества, которое привело к появлению первых орудий труда, без которых не могло бы быть дальнейшего прогресса. Но это уже прям совсем утрировано, вернемся с высот философских рассуждений на грешную землю.
Первые достоверные попытки огранки камней можно отнести к эпохе Двуречья (Египет, ок. III в до н.э.). Вряд ли это можно назвать огранкой в прямом смысле этого слова – мастер просто приполировывал, в меру своих сил, природные грани камня, достигая какого-никакого блеска и прозрачности. Ни о какой задаче формы речи не идет, как и о качестве изделий – камни просто немного открывали свой природный цвет.
Примерно такие же камни, кстати, использовались до XVII в. в украшении икон – камни располагались на окладе в довольно хаотичном порядке, закрепленные по одному, обычно, в глухую закрепку. Помимо этих отполированных природных кусков, использовались еще и кабошоны – и на них мы остановимся отдельно.
Кабошон – огранка камня, как правило, в полусферу (с вариациями, но общий смысл вы поняли). Верхняя полусфера камня «закатывается» в выпуклую или другую криволинейную поверхность, которая, в зависимости от камня, может проявлять разные интересные оптические свойства. Характерные примеры – «кошачий глаз», астеризм – особенности структуры камня образуют причудливую игру света, проявляющую светлую (реже – темную) полосу по оптической оси камня, а во втором варианте – многоконечную звезду. Этот рисунок образуется, в первую очередь, благодаря различным игольчатым включениям в камне и их ориентации по оптической оси.
Слегка нетипичный кабошон. Разница заключается в том, что этот – прозрачный , а на дне рисунок вырезами
Кабошоны также появились в глубокой древности, но уже требовали определенного мастерства и использования некоторых подручных инструментов. Ввиду того, что действительно дельные ограночные приспособления еще не были изобретены, в ход шел плоский камень, посыпанный песком. Песок, как абразивный материал, помогал добиться большего съема и сократить время работы, но все равно обкатка одного камня занимала большое количество времени.
Следующей важной вехой для огранки было, вероятно, изобретение гончарного круга. Посмотрели на эту вращающуюся платформу огранщики, сыпанули туда песочка, плеснули водички, да и начали полировать. Более высокая скорость движения поверхности относительно грани камня давала не только бóльший съем, но и лучшую чистоту полировки. Предположительно, примерно одновременно с этим появились и первые зачатки огранки в современном ее понимании – мастера заметили, что определенные камни с определенными углами граней выдают куда более приятную игру света, что начали использовать. Правда, эксперименты были прям на все деньги, так что каких-либо значительно качественных камней не предвиделось до XV века.
А теперь самое интересное. В 1454 г. некий голландский мастер Людовик ван Беркен в процессе своих изысканий обнаружил, что при соблюдении определенных углов и количества граней, алмаз приобретает неожиданно хорошую игру света. Впоследствие результаты его наблюдений назовут «бриллиантовой» огранкой.
Ремарка: абсолютно достоверных сведений по поводу изобретения ван Беркеном чего-либо нет, как нет и абсолютно точного отрицания его вклада в огранку. Известно наверняка лишь то, что мастер занимался огранкой, гранил алмазы и памятник ему находится на одном из домов в Амстердаме – на нём Людовик ван Беркен держит в руке ограненный алмаз
"Нельзя просто так взять и сделать хорошую огранку". А вообще в руке он держит ограненый алмаз, а не делает жест Боромира из Властелина Колец. Фото с Википедии
Мало того, ван Беркен еще и придумал концепцию ограночного станка в том виде, в котором он, с некоторыми современными дополнениями, дошел до наших дней. В широком смысле это шпиндель с приводом, на который крепится сверху ограночная поверхность – планшайба. Само собой, за века привод станка менялся от старинного ручного до современных электродвигателей, позволяющих не только исключить из процесса тяжелый физический труд, но и весьма точно контролировать скорость вращения планшайбы.
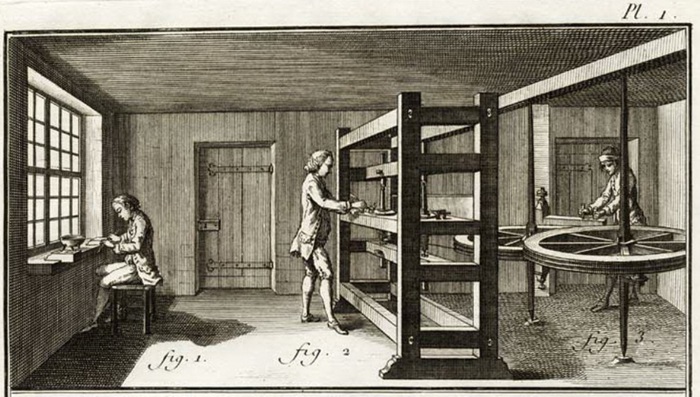
Первые ограночные станки. Гравюра из интернета, изначальный источник неизвестен
В 1919 году Марсель Толковский – бельгиец русского происхождения, воспитанный в стае волков семье ювелиров – оценил качество огранки от современников, поморщился, да и вывел куда более совершенную с точки зрения игры света огранку алмаза, в настоящее время называемую Кр57 – круглый, 57-гранный камень. Эта клиньевая огранка, собственно, используется и по сей день не только для алмазов, но и для множества других камней.
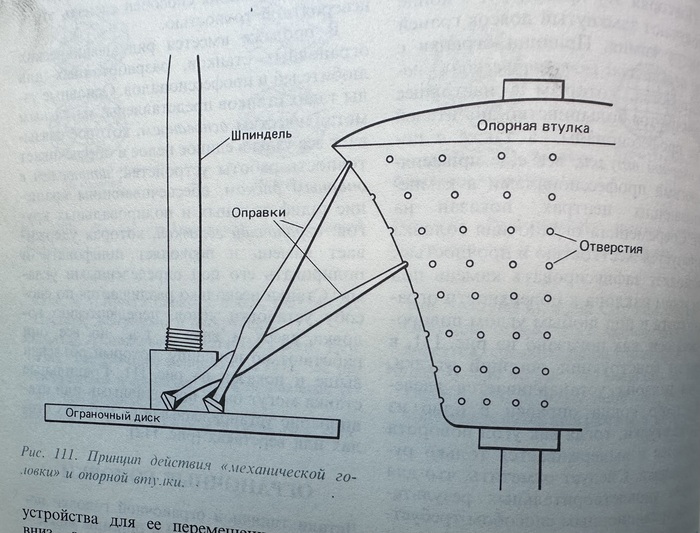
Весьма интересна еще и тема, связанная с закрепкой камня. Как мы узнали из предыдущих абзацев, на игру света и насыщенность камня сильно влияют углы, под которыми устанавливаются на него грани (то есть, под каким углом камень прислоняют к плоскости абразивного покрытия). Самые первые попытки огранки делались, понятно, «на руках», что фактически исключало возможность точного подбора углов и направлений. В дальнейшем появились палочки, на которые крепился камень, и которые, в свою очередь, устанавливались на вертикальную стойку с отверстиями под разными углами. Словами это конструкцию описать немного проблематично, проще посмотреть на картинку и понять всю примитивность этого устройства.
Те самые палочки и принцип их работы в сочетании с опорной втулкой. Иллюстрация из Руководства по обработке драгоценных и поделочных камней (Дж. Синкенкекс, издательство «Мир», 1989 г.)
Отдельный уровень треша заключается в том, что эта простейшая система не только не была вытеснена более современными и точными устройствами, но и широко используется по сей день. Качество, как вы понимаете, зависит от нереального скилла мастера, но обычно все равно так-сяк.
После того, как огранщики в край задолбались заниматься такой ерундой, начали появляться первые подобия квадрантов. Квадрант – фактически, высокотехнологичный аналог палочек, позволяющий контролировать не только угол, но и поворот камня относительно центральной оси. Для чего это нужно? Симметрия в камне позволяет улучшить впечатление от него и дает более правильную, приятную глазу игру света. За правильное и симметричное выставление граней отвечает специальная шестерня на квадранте, которая, в зависимости от требуемой сложности и количества граней, может иметь от 8 до 96 позиций (меньше смысла не имеет, а больше встречается весьма редко).
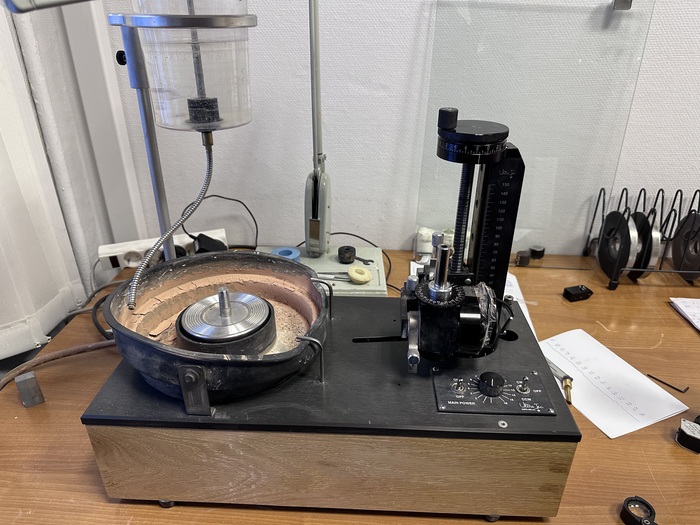
Современный ограночный станок (технически, портативный). Электропривод позволяет регулировать обороты, квадрант – угол и симметрию граней
Суровый японский станок IMAHASHI. Совсем не портативный, но, благодаря станине весом в 300 кг, очень стабильный и плавный. Квадрант снят потому что конь в ванной в огурцах. В силу своей массивности выглядит и правда как советский – они, кстати, т
Отдельным уровнем развития квадранта можно назвать ручное приспособление «малютка» (она же «универсальное ограночное приспособление»). Это, по сути своей, переносной квадрант, ставящийся ножками на опору и позволяющий быстро делать большое количество камней. Его преимущество – в портативности, как и недостаток: отсутствие жесткого крепления требует куда больше внимания к работе – хотя, будем честны, куда чаще речь не о внимании, а о банальной механической памяти, многие огранщики делают огромные количества камней под типовую огранку, глядя при этом не на то, что делают, а куда-нибудь в телевизор. На качество работы, при выработанных рефлексах, это совершенно не влияет, а вот тупая монотонная работа сильно угнетает.
«Малютка». Видите, сколько у нее регулировок? Надо очень четко осознавать, какие за что отвечают и уметь работать на ней точно и быстро. По сравнению со стационарными ограночными квадрантами – и правда малютка, хотя едва помещается на лист А4
А что же у нас стало за века с поверхностью для полировки? Конечно же, на смену плоскому камню и песочку пришли более современные («ха-ха» сказали гончары) виды оборудования. За редким исключением, ограночный станок комплектуется планшайбами разных степеней абразивности. Планшайба – это такая тяжелая (часто оловянная) штука, которая ставится сверху на шпиндель станка и, благодаря вращению, «стачивает» камень. Подразделяются они, в зависимости от типа и размера абразивного материала, на обдирочные (задать условную форму всего камня в несколько быстрых касаний), ограночные (установить грани на камень и «подтянуть» их друг к другу) и полировочные (как понятно из названия, чтобы отполировать грань до отсутствия дефектов). Предвосхищая возможные вопросы – да, можно сразу полировальной планшайбой и форму задать, и грани установить – вот только ввиду износа отполировать начисто ей уже не получится. Полимер, содержащий в себе абразив (обычно, корунд или алмаз, а вот состав полимера производители планшайб держат в секрете) наберет в себя огромное количество шлама – отходов обработки, тонкозернистых микрокристаллов – и будет вместо чистой, гладкой поверхности выдавать дефекты огранки: царапины, т.н. «седину» (множество микроскопических царапин, образующих бело-сероватую поверхность), сколы и прочее-прочее. Так что тут как с наждачной бумагой – чем мельче абразив, тем тоньше съем и чище поверхность.
Планшайбы. Слева – для полировки, справа – ограночная
Ремарка: вообще, планшайбы – очень капризные барышни. Они имеют свойство менять форму поверхности (камень прогрызает борозду при неаккуратной работе), забиваться всякой летящей гадостью, плавиться (в случае с некоторыми особо изощренными видами) и делать еще шайба знает что, лишь бы не работать как надо. У хорошего огранщика планшайбы подчиняются его воле и делают то, что от них нужно, начинающий же вынужден вести непрерывный неравный бой, цена поражения в котором – основательно запоротый камень.
Теперь стоит упомянуть и о самых современных технологиях огранки. Конечно же, глядя на цех, забитый индусами с палочками (я не могу перестать угорать с этой сверхтехнологии будущего), можно вполне себе справедливо представить один ограночный станок с ЧПУ, который будет выполнять всю ту же самую работу, но без перерывов на обед и сон. Да, такое есть… вот только помните анекдот про автоматический бритвенный станок? У всех лица разные, но только до первого бритья. Вот и с камнями то же самое. Геммолог и огранщик (бывает, что это один и тот же человек) работают в паре, находя оптические оси, примечая включения и предполагая форму, которая будет наиболее выгодна при огранке каждого конкретного камня. Без этой сложной и кропотливой работы можно забыть о большом «выходе» веса, и, следственно, выгоде. Кроме того, огранщик на всех стадиях работы постоянно контролирует процесс – ведь в процессе стачивается, как мы уже знаем, не только камень, но и планшайба.
Еще прикол ЧПУ-станка: для ускорения процесса, обрабатывается одновременно не один камень, а несколько десятков. И может случиться такое досадное недоразумение, что один-единственный камешек вдруг отклеивается, и пиши пропало всей партии, несчастный, не удержавшийся на своем законном месте, сработает как абразивный материал и превратит всех своих товарищей по несчастью в бесформенных уродов.
Именно необходимость контроля процесса (прям постоянного контроля: сидишь, камнем коснулся, чуть полирнул – посмотрел в лупу, все ли чисто и аккуратно выходит, потом еще раз, еще… и так каждую грань, зачастую, по несколько раз) фактически исключает возможность получения качественной огранки различных камней на ЧПУ-оборудовании. Если с какой-нибудь фрезой все более-менее ясно – либо режет, либо не режет, результат и качество работы видно/ сразу – то тут станок сам в лупу не посмотрит и критически качество своей работы не оценит. Так что, господа огранщики, бунт машин и превосходство искусственного интеллекта нам пока что не грозит, сидим, работаем.
Еще одно новшество, пожалуй, достойное упоминания – лазерная огранка. Сразу оговорюсь, вещь сложная, дорогая, как титановый самолет, очень узкоспециализированная, большая редкость и вообще индусы дешевле обойдутся. Да и вообще, в интернетах пишут, что машинка-то грани лазером нарезает, а вот полировать их – опять ручками индусов. И подходит только для алмазов, и делает только бриллиантовую огранку, зато с большой скоростью. В общем, резюмируем, штука узкопрофильная, большинству не по карману, да и толку от нее не сказать, чтобы прям совсем много.
Заключение
Подводя итог, можно смело сказать одно: с древних времен процесс огранки фактически не претерпел изменений, и основная технология дошла до нас, по сути, в первозданном виде. Все дело в том, что огранка – не столько технология, сколько ремесло, зависящее от умений мастера. Эволюция ограночного оборудования никак не повлияла не сам основной принцип, применяемый для огранки камней: мы все так же трем камнем об абразив и получаем тот же камень с более чистой и красивой поверхностью. Конечно, с использованием современного оборудования можно получить качество, недостижимое в прошлом за минимальный промежуток времени, но сама профессия огранщика – человека, который знает не только технику
P.S.: статья носит исключительно общеобразовательный характер. Все детали современной огранки, как правило, являются коммерческой тайной фирм. Очень прошу не задавать вопросы про конкретику – какие именно планшайбы, какой абразив, какие станки, приемы и техники мы используем. В предыдущем посте уже задавали подобные вопросы, и получали на них односложный ответ: «секрет фирмы». Без шуток.
P.P.S.: весьма вероятно, что я упускаю какие-либо вехи становления огранки в плане оборудования, технологий, а также некоторые неточности в датировании. За это заранее прошу простить, и, если возможно, писать в комментариях уточнения (пожалуйста, уточнения, а не «быдло, ты бесишь, забываешь про *название события*). Если таковые будут – соберу пост с замечаниями и правками со ссылками на оригинальных комментаторов. Заранее спасибо, срач прошу не разводить, читайте правила Лиги и ресурса.