


Собрал ультразвуковой левитатор
Есть на велике и озоне
Есть на велике и озоне

Потратил на эту посылку около 2х месяцев работы. Уже как-то всё равно, сделают на неё распаковку или нет.
Покажу все мои старания здесь.
Вся эта посылка это не фанатский подарок из любви к блогеру, а демонстрация моих умений. Мол, смотри что могу, давай по какому-нибудь из этих направлений сделаем коллаборацию /сотрудничество.
Плюс если еще кто помнит мой проект с игровыми кубиками, в посылке они в самом конце в виде фоток разработки. Вообще основной идеей было как раз упомянуть эти мини консоли, так как блогер планировал в 2026 году сделать настолку или компьютерную игру.
А проект "The One Cube" живой кстати, скоро будет новый пост про него.
Кому интересно, тут серия постов - THE ONE CUBE

Еще до создания посылки, смотрел несколько распаковок от Топы, в основном там были подарки из магазинов от фанатов и не особо часто самодельные вещи.
В одном из видео они всей командой проходили что-то вроде настолки, где надо было разгадывать ребусы и открывать пакеты в определенной последовательности. Мне понравилась эта идея и я решил это взять её за основу.
Причем захотелось сделать из всей распаковки прям целое минишоу с эмоциями, а не "спасибо, фанаты, это я поставлю на полку / съем в праздник".
Вайб ютуб канала Утопия Шоу - расследования, секретные материалы, стилистика ФБР и всё в этом духе. Поэтому решил делать именно в этой эстетике, чтобы максимально удивить человека.
Сама посылка получилась на 4кг. Причем в двойной коробке - одна для доставки, а вторая - опечатанная "архивная", в которой вся игра.

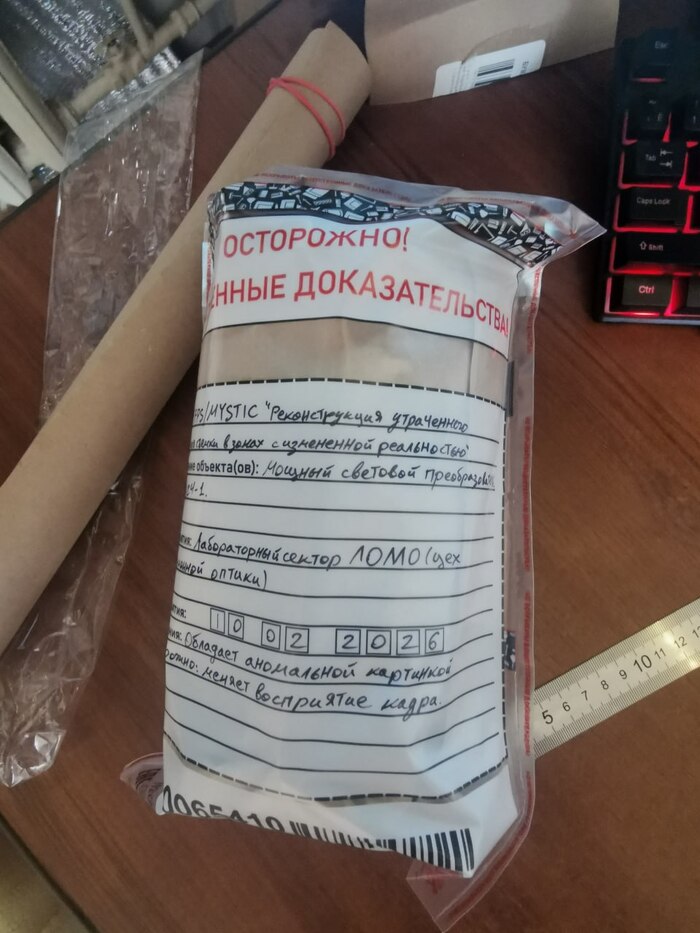
Каждый элемент посылки был упакован в настоящий архивный пакет с полями "Дело", "Наименование", "Место изъятия" и тд
На каждом бланке заполнял от руки абсурдно - протокольное описание. При этом чтобы это было похоже на то, что внутри, но не явно.Например, не "брелок", а "модуль световой индикации". Надеюсь мой почерк будет читаем, я старался писать аккуратно =)
При этом, чтобы интрига была до конца, каждая вещь внутри пакета была обернута в крафт бумагу.


И чтобы было полное погружение в стиль криминалистики, на самом верху архивной коробки положил пачку медицинских перчаток.

Открывать содержимое нужно в определенной последовательности, согласно правилам "игры".
На самом верху посылки сделал что-то вроде служебной инструкции.
Так как мне хотелось, чтобы распаковку моих трудов сняли как шоу, упоминается дресс код, большое пространство и что распаковка займет пару часов.

Правила игры и наклейка на коробку
И так же был лист на случай, если что-то пойдет не так. Например, не включится тарелка или брелки заглючат.

Раз стиль - расследование, то нужна была доска или карта с зацепками. Купил в книжном обычную туристическую карту города и наклеил на неё 30 номерных меток на местах точек интереса города.
И для каждой точки сделал набор с фото в стиле полароида (4 разных вида рамок под разные эпохи фотографий) и небольшую историко-архитектурная справку. Тексты собирал по всему инету - где-то Википедия, где-то новостные архивы, помогала нейросеть с формулировками, но все факты дополнительно перепроверял вручную.
Метки сделал не одного цвета:
Красный - объект, которого уже нет (снесли, обрушился, демонтировали);
Белый - обычный памятник или здание;
Желтый - туристические места с входом внутрь;
Оранжевый - промышленные объекты, заводы.



О каждом объекте постарался сделать интересную небольшую историю. Здесь есть и про старинные монуметальные здания, пережившие СССР и войну и заметки про музеи.
А есть и грустные записи: обрушившийся в 2017 году речной вокзал, которого больше физически не существует, или последний трамвай города - сеть закрыли в 2018-м, остались только рельсы, местами проступающие сквозь асфальт.


Почти в каждый пакет с вещдоком вложил по несколько достопримечательстей, причем группировал по смыслу. Например, два музея вместе, три церкви, целая пачка заброшек.
Получилась своего рода виртуальная экскурсия по городу Твери.
Следующим идет игрушка в виде тарелки, про которую я писал ранее - Сделал лампу - летающую тарелку для Утопия Шоу. Что внутри + видеообзор
Если коротко - это это светодиодная лампа на основе Esp32 и адресных диодов.
Внутри есть сайт - викторина, где надо отвечать на простые вопросы на тему Утопия Шоу и открывать указанные номера "вещдоков".


И для удобства, распечатал QR коды для перехода на сайты и приклеил на коробку с тарелкой.

Саму викторину оформил под DOS базу данных. При этом это HTTP сайт, на который можно зайти с нескольких устройств одновременно.
Но все последующие "клиенты" могут только смотреть, но не отвечать на вопросы.
Работа сайтов проверил на iPhone и обычных телефонах на Android.
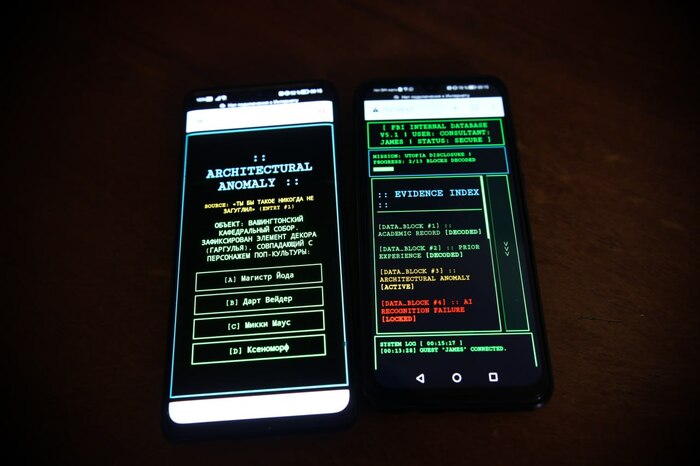
И между вопросами есть две безобидные мини игры под "хакерскую" атаку.
Одна имитирует капчу (запомнить и ввести 6 случайных букв), вторая - сцену "взлома" с проводами, где надо разорвать определенное соединение, чтобы остановить фиктивную загрузку базы данных хакером.



И бонусом кроме викторины, есть три маленьких сайта - уже не для сюжета, а просто как постироничные шутки про самого блогера на тему Youtube, HeadHunter и Booking.



Причем если вдруг wi-fi не заработает, та же викторина есть в текстовом виде. Так сказать План Б.
Ответ на каждый вопрос и номера посылок закрыты черной пленкой (поверх прозрачного скотча), а пленку за хвостик надо сорвать.



Так как вещдоки нужно открывать в определенной последовательности, я перемешал основные вещдоки с брелками. Можно сказать, что некоторое искусственное растягивание сюжета игры =))
Например, после тарелки идут 3 брелка подряд, потом адаптеры для объектива, потом еще несколько брелков, потом мини объектив и тд.
О брелках я тоже писал, вот здесь - "Ахренеть как красиво! Присылай на распаковку": сделал мерч для Утопия Шоу - прошло 3+ месяца и тишина
Если коротко - это декоративные брелки с подсветкой на основе печатной платы под стиль Утопия Шоу.


При этом все брелки укомплектовал батарейкой на флажке. Чтобы можно было выдернуть язычок и устройство сразу было готово к работе.


Так как блогер очень увлекается съемкой и покупает кинообъективы, а я как раз делаю рехаус объективов, то хотелось показать и это направление.
Сначала у нас шли адаптеры М42 на разные байонеты, чтобы мой большой объектив можно было поставить на любую из камер блогера.

Далее, так сказать в шутку, идет мини объектив, сделанный на основе пленочного фотика Kodak. При этом к нему тоже прилагается несколько байонетов на беззеркальные камеры.

И завершает серию объективов мой Петцваль 140/1.8.
Кстати, это был первый объектив в новом конструктиве и с наклейками.

Кстати, объектив еле влез в пакет. Получился самым большим вещдоком из всех.
Так как блогер попросил прислать брелки на распаковку, мне показалось как-то слабенько, если будут только куски текстолита в посылке. С этой книги началось наполнение всей посылки, так как я не мог сделать слишком простую посылку.
В интервью от 2018 года, Топа говорил про детские книги, которые направили на тематику его многолетнего канала. Там было что-то про "100 мифов" или "100 тайн".
Неожиданно, книга "100 великих тайн" нашлась на Озон, причем еще и с пожелтевшими страницами, издания 2000 года. Надеюсь это будет именно та из детства.

И кстати, фотографии я делал до полного опломбирования вещдоков и пакетов, и хочется упомянуть, что на "архивной" коробке с вещдоками и коробке с тарелкой я поставил специальные наклейки.

И завершающим вещдоком после прохождения викторины шел набор фотографий с кубом и небольшая записка с предложением о коллаборации / сотрудничестве. Забыл нормально сфоткать, поэтому прикреплю скриншот с видео.
И кстати, этот вещдок отмечен на карте номером 1, как отсылка к The One Cube. И метка приклеена на примерно моё место жительства =))

Кстати, чисто на всякий случай, чтобы не пугать сотрудников почты надписями "TOP SECRET", наклеил еще на коробку надпись "Авторская настольная игра".


Посылка была отправлена в Москву из Твери 24 февраля 2026 года, прибыла в пункт выдачи на следующий день, получена командой блогера 11 марта 2026 года.
Сейчас 6 августа 2026. Распаковки нет.

Перед отправкой посылки, я сам снял на неё распаковку. Получилось больше 2х часов, если читать все тексты и рассматривать каждый вещдок.
И мне хочется еще раз сказать, что сам блогер просил прислать брелки на распаковку и его команда потом обещала снять распаковку в лучшем стиле. Плюс я неоднократно напоминал о посылке.
Чтож, мы здесь и уже скоро будет юбилей в полгода ожидания.
Очень надеюсь что тарелка не разрядилась за эти месяцы и это не испортит "правильное прохождение" настольного квеста.
Если кому хочется почитать про то, как делалась эта посылка более подробно, у меня в тг блоге по тегу # UtopiaShow_package вся история.
═══════════════════════
🏥 История болезни №3
Пациент:
Инженегр-любитель
Возраст проекта:
31 день
Диагноз:
"Всё пропало"
Стадия заболевания:
Терминальная
Симптомы:
· Потеря связи с реальностью
· Везде мерещатся кубы с белыми глазами
· Заходя даже в туалет на тебя смотрит Кубобот
Назначено лечение:
Переключиться на другой проект
Пациент:
В ответ на лечение пациент спаял еще одного кубобота
═══════════════════════
🤖 Всем лимонов! 🍋🍋🍋
После долгого пути проект обрел свое, так скажем, лицо. Форма устоялась, функционал стал ясен. Всё ещё есть шероховатости, которые устраняются, но тем не менее, уже есть объект и этот объект мне нравится.
Сегодня я бы хотел больше поведать именно о техничке того, как сейчас выглядит проект кубобот01.

Корпус состоит из 3 частей: тело, задняя крышка и лицо. Лицо у всех черное. А корпуса бывают разные. В итоге после сборки кубобот остается неразборным.
В своей основе каждый кубобот это миниатюрная плата ESP32-C3. чрезвычайно миниатюрная, но достаточно мощная чтобы выдержать напор моих амбиций.
Тот самый момент, когда в погоне за терабайтами памяти на ПК сидишь, смотришь на микросхемку и думаешь: "этих 4Мб мне просто за глаза"
Мои навыки в пайке растут пропорционально развитию проекта. Если первый прототип еле умещался в кубический корпус, то сейчас там и деталей больше и еще место остается. И наконец то я начал паять не эзернетом, найденным на помойке, а нормальными монтажными проводами.
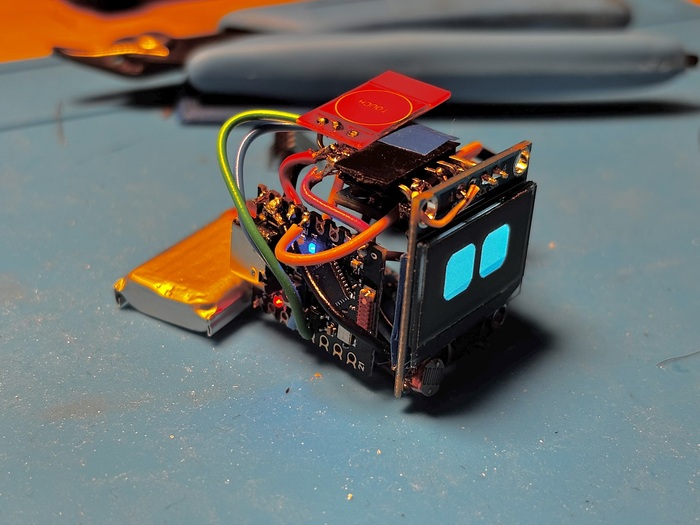
Все компоненты максимально базовые для базированного ардуинщика, упакованые в кубик со стороной 33мм.

Но я не стою на месте. Например, DHT11 с прошлого поста был заменен на D18b20, потом на DHT22, а потом на BMP280. С остальными компонентами тоже происходят изменения как в наименованиях, так и в расположении. например, кнопка переехала на крышу, вместо левой стороны. Неизменным остается только ESP32C3 и, пожалуй, OLED дисплей. Хотя и он меняется в цветах.
В программной части так же без особых откровений.
Кубобот начинался с простейшей идеи чтобы что-то моргало рядом. И код состоял из 10-20 строчек, не считая #include и #define
Кстати, программирую в Arduino IDE просто потому что привык еще со времен проекта для своей машины, в котором использовался Arduino Nano. переучиваться на ESP-IDF не вижу практического смысла
ну вот, например. Из последнего.
Нужно показывать уровень заряда аккумулятора. Если просто кинуть литиевый аккум на ногу МК он сгорит и придется покупать новый. Собираем делитель напряжения из того что валяется под ногами, методом научного тыка подбираем коэфициенты для формулы, подставляем в код и вуаля - кубобот уже реагирует на зарядку.
void ReadVoltage()
{
if(millis() - eventTimerV >= 5000)
{
float voltage = (analogRead(1)*4.2)/3200;
batteryLevel = map(analogRead(1), 0.0f, 3200.0f, 0.0f, 100.0f);
Serial.print("raw: ");
Serial.println(analogRead(1));
Serial.print("voltage: ");
Serial.println(voltage);
Serial.print("Batt percentage: ");
Serial.println(batteryLevel, 1);
eventTimerV = millis();
}
}
Почему 3200 не спрашивайте - не знаю. Просто подобрал мультиметром.
И вот на таких функциях строится вся логика кубобота.
Цикл loop содержит в себе только названия функций и соблюдает их очередность. И никаких delay(). Эта функция просто вешает МК и рушится магия происходящего.
Ладно, delay() один все таки есть. на 2 секунды. Он при включении чтобы пользователь мог прочитать один из случайных советов

корпус один из первых, но фраза остается до сих пор
void loop() {
readLDR(A0, 500); //поменяй на 500 и пин на А0 для кубика. для ЕСП32 1000 и 34 пин
//readTempdDHT();
readTempBMP();
//readTempdDallas();
ReadVoltage();
static uint32_t warntmr;
if (batteryLevel < 20) //раз в 30сек выводим пустую батарейку если заряда мало
{
if (millis() - warntmr >= 30000) {
warntmr = millis(); // сброс таймера
display.clearDisplay();
display.drawBitmap(0,0, battery_empty,128,64, 1);
display.display();
delay(2000);
}
}
ButtonListener();
Gyro();
if (StateFlag)
{
StateMonitor();
}
else
{
if (!DizzyAnim) FallAside();
DizzyGate();
if (DizzyAnim && !FallFlag) Dizzy();
if (BatteryEmote) showBat();
if(!BatteryEmote && !DizzyAnim && !FallFlag) RandAnim();
if(!BatteryEmote && !RandAnimFlag && !DizzyAnim && !FallFlag) roboEyes.update();
}
}
В конце есть монструозная конструкция с булевыми переменными. Можно упростить, но как говорил тот самый: Можно, а зачем? Памяти не ест, отрабатывает хорошо. Если есть советы - буду рад прочитать их в комментариях
Что еще можно сказать? Я почти доволен тем что получилось, и уже постепенно планирую Кубобота02. Он будет огромным, куб со стороной целых 66мм! Монструозный!
А пока я хотел бы сказать спасибо тем, кто уже поддержал проект, купив кубоботов.


Благодаря им я не забрасываю, а постоянно развиваю и совершенствую как программную, так и аппаратную часть. Как минимум, паяю уже нормальными проводами и не паяльником из фикс прайса.
На этом, пожалуй, стоит остановится.
Спасибо, что дочитали до конца! Буду рад Вашему мнению в комментариях!
Чтобы красиво завершить пост - вот вам фотография попувермы!

Прежде я уже изготавливал часы на таких и подобных индикаторах, но на 4 лампах - впервые. Напишу тут немного о процессе сборки, а результат - вот:

Точка светится секунду через секунду, чтобы часы выглядели более живыми:

Я постепенно отказываюсь от повторения чужих проектов настольных часов в пользу разработки своего собственного, где не будет ничего, что мне кажется лишним.
Сначала я разработал схему и изготовил плату:
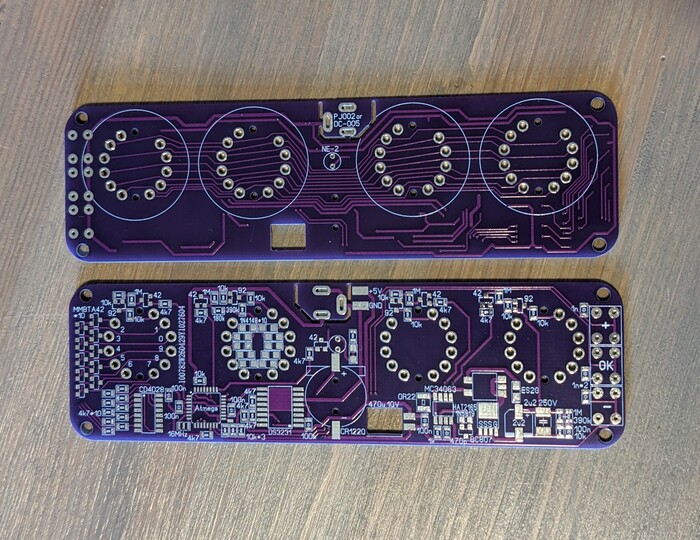
Первая версия оказалась неудачной, во второй учёл все ошибки. В качестве дешифратора я решил применить CD4028 - нечто вроде низковольтного аналога К155ИД1 - с "усилением" транзисторами MMBTA42. В первой версии платы я никак программно не смог избавиться от фантомных цифр в лампах - пришлось установить 10 диодов на линии катодов, соединённых катодами вместе и через два резистора на землю и +170В. Такое решение я видел в одном из чужих проектов, и теперь понимаю, зачем это было нужно.
Для уменьшения общей толщины я постарался разместить все детали на одной стороне, а конденсатор - в вырез в плате. Похожим образом сделан вырез под разъём питания: можно установить разъём на плату, а можно вырезать эту часть платы, а разъём установить на корпус.
Я не стал предусматривать площадки для подключения программатора, припаял провода прямо к ножкам мк. В процессе отладки использовал Z566M и Z5660M. Лампы с лаком выглядят на мой взгляд лучше, контуры цифр в них немного чётче:

Корпус в этот раз был изготовлен из дубового цельноламельного щита на ЧПУ фрезере. Нижний - для часов на 8 лампах из следующего поста:

После покрытия тунговым маслом:

Мне оставалось только сделать по 4 отверстия для крепления платы и крышки корпуса, установить разъём питания и сделать углубление под конденсатор (со второй попытки):

Нижняя крышка и винты - из нержавейки. Мягкие ножки будут приклеены позже:

Сзади. Разделительную лампочку я покрыл лаком для стекла, цвет получился очень похожий:

Часы просто показывают время в 24-часовом формате, имеют три режима смены цифр (обычный, с перебором при смене показаний и с плавной сменой цифр с наложением) и возможность включения "антиотравления" катодов по ночам каждые 5 минут.
И вот именно эффект плавной смены цифр с наложением я не мог написать очень долго, и именно его хотел реализовать больше всего. Хорошо сделать его в часах с 6 лампами мне до сих пор не удалось, поэтому я и решил сделать вот такой вариант на 4. Вот так это выглядит:
При динамической индикации на видео можно наблюдать мерцание цифр, которые в реальности глаз не замечает.
matvey6191@gmail.com

а огонь то не настоящий =)
Это продолжение статьи про фризлайт лампы, которые я делал в 2019-2020х годах.
Предыдущая статья тут: Фризлайт лампа. Мой проект из 2019 года. Плюс рисунки светом
Проектирование.
Еще в те доковидные года, в инете были популярны лампы с названиями PixelStick и Magilight.
Их конструкция сильно отличалась от моей первой версии лампы. У них был несущий алюминиевый профиль с диодной лентой, а все электронное оборудование было навесным. И так же была ручка для удобного "рисования в воздухе".
И плюс мне хотелось рисунка побольше, потому что допустим даже при фотографировании человека в полный рост, приходилось делать много взмахов, чтобы хоть как-то залить побольше фона.
Вот так выглядел драфт дизайна лампы

Была идея, чтобы конструкция была разборной и так же, у каждой части лампы был свой блок питания.
Но вот такой "паравозик" из батарей был достаточно громоздким, поэтому сделал в одну широкую коробочку.


Почему именно 3 батареи? В те года посчитал, что нагрузка на батареи будет как-то меньше. Да все остальные устройства я тогда собирал именно на 3S.
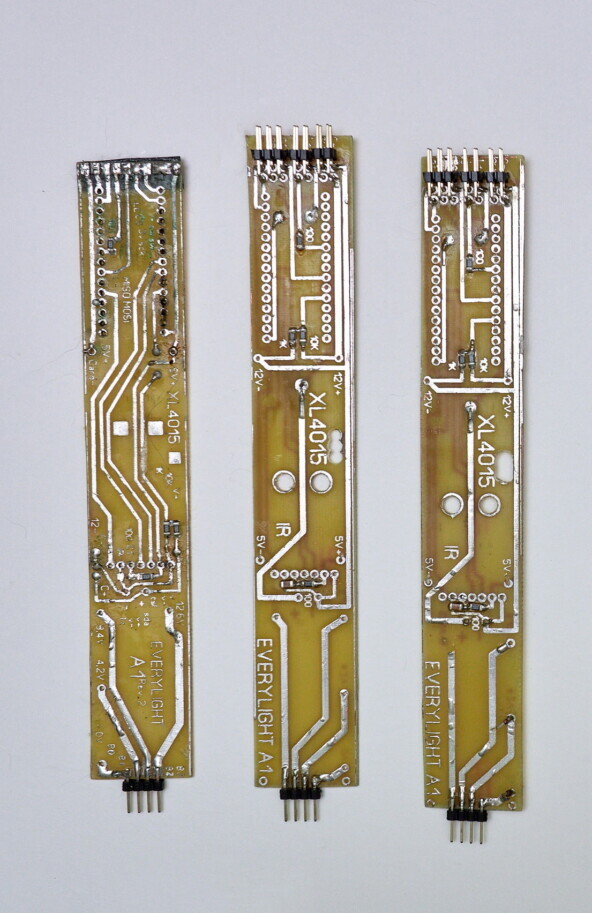
Вот такая была простая плата для батарейного блока.

Блок управления был чуть посложнее. Здесь у нас был ESP32, большой TFT экран, джойстик и кардридер.

Причем в те времена я заказывал просто пустые платы, и на пайку одной такой платы с парой десятков резисторов уходил целый час. Вот такое старенькое видео с ютуба.
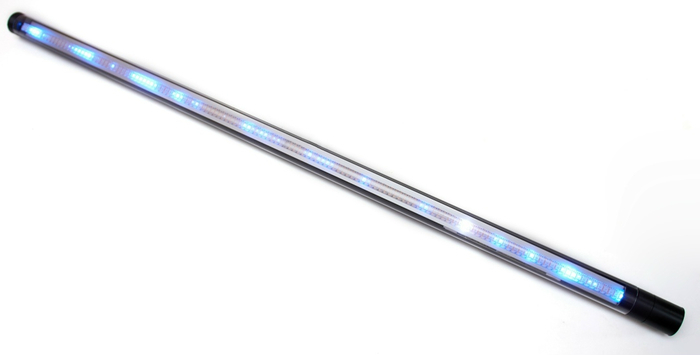
О лампе
Как и в тех лампах, с которых я брал пример, у меня был несущий алюм профиль. При этом получилось найти в магазинах удобную форму с торчащими углами, за которые можно зацепиться печатными держателями.
Для свечения использовалась по прежнему обычная адресная лента на 144 диода / метр.
При этом вся конструкция была максимально разборной, но было много разъемов и проводов.


Итоговая лампа на вид сильно выше меня, хотя у меня рост 190 см

Ручка была реально очень удобной. Она была не только съемной, но и поворотной в двух смыслах - можно было крутить лампу вокруг оси и так же можно было настраивать положение ручки.



Конечно провода и разъемы выглядят не очень красиво, но по другому как будто не получилось бы сделать. Причем использовал Jack 3.5 (который для звука) для сигнальной линии светодиодных лент




И теперь в самом блоке управления была 100% своя разработка. Никакого кода от AlexGyver.
Здесь я сделал специальное красивое меню с кучей настроек и при этом можно было видеть, что за картинка сейчас будет показываться.


А на карточку памяти надо было просто заливать картинки в формате bmp и шириной в 140 или 280 пикселей.

Примеры фотографий
В те года фоткал много машин, поэтому в основном будут фотки с автомобилями.
Начнем с визуализации фризлайта. Здесь всё тот же режим "повторения кадра" из Premiere Pro. Причем на втором видео получился забавный эффект кручения.
Тут будут фотки с использованием 1 и 2х метровой лампы.
Мои любимые кадры с "огнем". Как раз на заднем плане огонь на первой фотке немного подразмылся и не видно точек светодиодов.


Еще важный момент. При фотографировании машин есть специальная техника "заливки" корпуса. То есть перед машиной надо пройти со светящейся белым цветом лампой. Что как раз очень удобно с этой версией лампы.


За счет 2х длины, вокруг машин можно было рисовать большую стену света.





И как раз за счет ручки можно делать ровные "мазки света" и удобно крутить.








Видимо вся фантазия ушла в проектирование лампы, поэтому с людьми фотосетов почти не делал.



Пишите в комменты свои идеи, как можно было бы применить такую лампу и что нарисовать светом =)
Далее, я продолжил улучшения, фото комплекса из тепловой пушки и парогенератора с выходом вверху:

Вентилятор тепловой пушки убрал в короб, звукоизоляцией его еще обклеил изнутри. Пар вывел к верху. В углу виден выход воздуха от еще одного вентилятора, для перемешивания атмосферы парной при ее нагреве.
Мощность парогенератора была сначала 3 кВт, что было маловато, парогенератор, по сути, постоянно работал при парении. Увеличил его мощность до 4,5 кВт, что улучшило стабильность кондиций, но чаще стало вызывать взрывное кипение, когда накипь в воде накапливается, а сливать забываешь, тем более что это нужно было делать вручную. Стал направлять жар из пушки вниз, что улучшило качество жара, позволило создавать большее облако, в которое накачивается энергия для парения.
Далее, разработал и сделал парогенератор автомат, с поддержкой уровня воды и управляемым на пульте управления сливом воды.
Фото комплекса с новым парогенератором:

Справа виден индикатор температуры и точки росы, с кнопками управления ими (почти и не пользовался этими кнопками)
Фото внутренности этого парогенератора, мощность его, кстати, уже 6 кВт:
По мощности парогенератора. Особенно когда поставил (до того даже контроллер инкубатора втыкал:) ) в управление Ардуино, в контроллер ввел адаптер флешки. И так-то замечал, что пара не всегда хватает, точка росы нет нет, да проваливалась чутка, но с флешкой, как на логгере, все записывал и стало понятно, что парогенератор при парении почти всегда работает на 100% мощности. И на графиках видно, что и при этом провал влажности происходит. Особенно если разом париться двум полноразмерным мужикам:).
Вот ведь, инерция сознания! Тепловую пушку забубенил на все деньги, а парогенерация на подсосе… И ведь у всех так! Вообще практически у всех! Мдаааа. Но в любом случае, у меня уже был жар, стабильный жар, который я уже с тех пор нигде не встречал. Нерукотворный жар, я имею в виду:), без подчинения ковшикам и прочему…
В процессе, я очень много задумывался, как назвать такой комплекс, если доведется его на рынок когда-нибудь выводить. Долго думал, реально долго, неделю, две, три, пока не осенило! Можно сказать, торкнуло! Бывало у вас такое, друзья? Кайфовое же это чувство!
Замечал после парений, когда особенно как-то все сходилось и в поддержании кондиций, и в самочувствии, что бывало после бани возникал необычный прилив сил, как бы «драйв» какой-то получал от этого.
А баня – это терма и в какой то момент в голове сложилось! «Термадрайв»! Как вам такое?:)
Ну и уже памятуя о защите интеллектуальной собственности, начал процесс регистрации такой торговой марки, несмотря на отсутствие избытка средств. Трех сыновей все-таки вырастил, да жена любимая не противилась и не противится такому хобби, не говоря уже о том, что ей не приходится скакать с полка закрывать и открывать заслонку в печке:). Разве что пришлось и юрлицо еще для этого регистрировать и содержать… Да регать всякое, типа телеграм-канала (седьмого апреля 2023 года, как время то летит!) и прочих ВК.
Так, как все равно время от времени происходило взрывное кипение и кипяток выплескивало из-под потолка:), придумал парораспределитель (а еще думал пар слегка охлаждать, но не вышло:) ) с запарником для трав, его фото:

Полынь в этот запарник и мощная ингаляция получается:)
Все это поставил в одну коммерческую парную для исследований, которые показали любопытные выводы, о чем расскажу при случае.
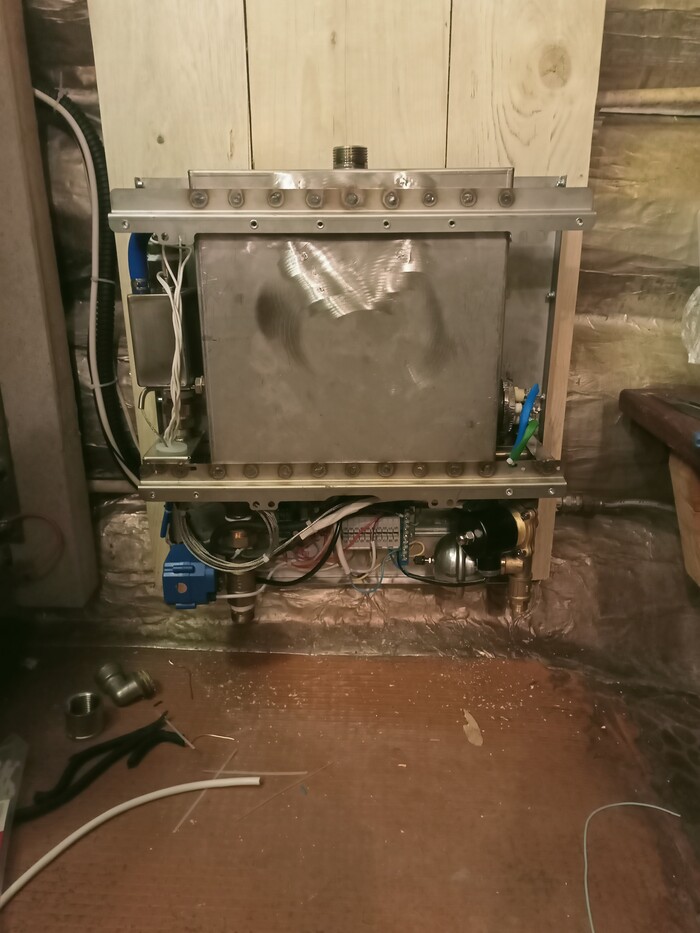
А раз поставил свой комплекс в другую баню, надо новый создавать! Да чтобы больше походил на то, что можно продавать:). Тем более, что уже придумал, как еще больше все улучшить, особенно в плане максимизации скорости достижения и поддержания кондиций в парной при активном парении. Да и смотрелось что бы классно. И сделал такой вот комплект, его фото:

Воздуховод слева - эксперимент. Так как забор с улицы есть, думал греть воздух зимний. На деле и без этого хорошо.
Как вам? Слева направо – вентиляторная станция, тепловая пушка 12 кВт (выход жара через жалюзи вниз направлен), парогенератор 12 кВт, над ним парораспределитель с большим запарником и возможностью вывода пара вниз от парораспределителя, козырек виден отливной над парогенератором. Фото сделаны в декабре 2024, за полгода год до этого устроил ррреволюцию!
Я придумал казалось бы лежащее на поверхности - распределение энергии между двумя равными по потреблению генераторами, чтобы потреблять из сети столько же, сколько мощность одного генератора. А не удвоенную мощность, 24 кВт – шутка ли? Это как бы прямо овердохрена, да и обычно то на домохозяйство выделяется 15 кВт…
Хотя и 12 кВт, по сути, случайно вышло, просто использовал два ТЭНа, как в первом автоматизированном парогенераторе, а в пушке шесть двухкиловаттных ТЭНов, как сначала использовал. Будь что удобное на 15 кВт, использовал бы это. А так запас задал ощутимый, ну а прогреется парная за 30 минут, или за 20, уже не такая разница, чтобы заморачиваться какие то другие ТЭНы использовать.
Фото панели управления/измерения (разработка/заказ пленочного шильда отдельная история):

Аварийный стоп, куда же без него? Ни разу не пригодился, тьфу три раза:), только для отладки было удобно отключать мощность генераторов.
Как вам дизайн, друзья? Светодиодные матрицы необходимо было использовать. Так как в бане жарко, внезапно:). А в предбаннике холодно, ЖК панель зимой точно замерзнет, а со всеми этими делами как то не до стройки утепленных предбанников, знаете ли:).
Фото общего вида измерительной панели:

В углу вентиляция, вроде типа "басту". Все время открыта снизу, вентилятор пушки, засасывая воздух снаружи, выдавливает использованный воздух вниз и на улицу.
По центру виден воздухозаборник измерителя, защищенного от всего лишнего, через который воздух из парной всасывается вентилятором, что находится под полком. А сверху виден выход воздуха, через который происходит перемешивание облака в парной. Вентилятор под полком засасывает основное количество воздуха с уровня пола и подает под потолок. Тем самым облако с запасаемой в нем энергией пара и тепла дополнительно увеличивается.
Фото панели управления в предбаннике:

Связь по вайфаю.
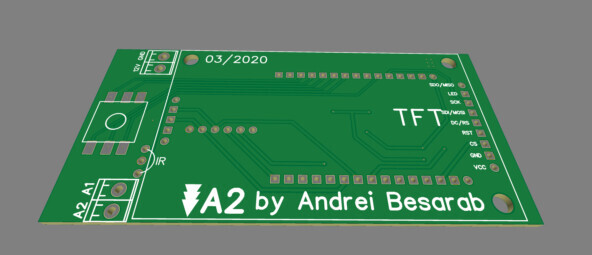
Для таких панелей заказал разработку платы, которую мне спроектировали еще и с ошибками:)
Фото платы панели управления:
Видны световоды подсветки клавиш, индикаторы и прочее. Навесные элементы паял сам, SMD пайку заказывал.
Фото преодоления ошибок:

Отверстия - для перерезания дорожек во внутренних слоях. Переразвел, перепаял, МГТФ наше всё...
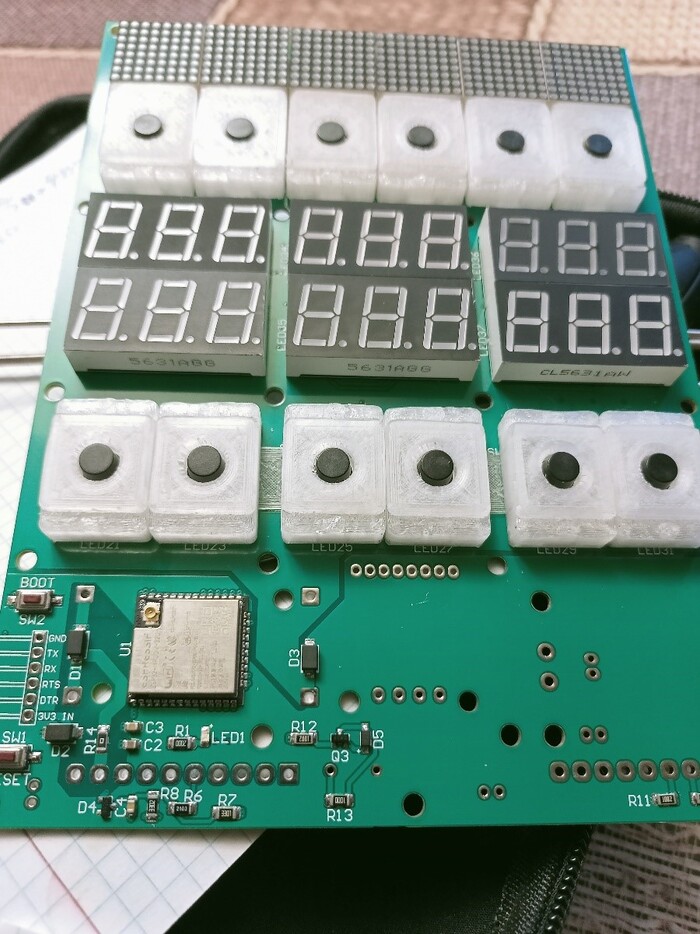
Почему-то плата получилась четырехслойная (!), впоследствии уже мой средний сын ее перепроектировал (подрос к этому времени:) ) в двухслойную, с внесением новых изменений. После переделок оно заработало! Фото работающей панели управления:

Сейчас подсветка кнопок синяя, вообще отвал башки смотрится!
Остальные платы, пока паял на макетке (с детства любимое занятие:) ), плата парогенератора:

Плата в тепловой пушке:

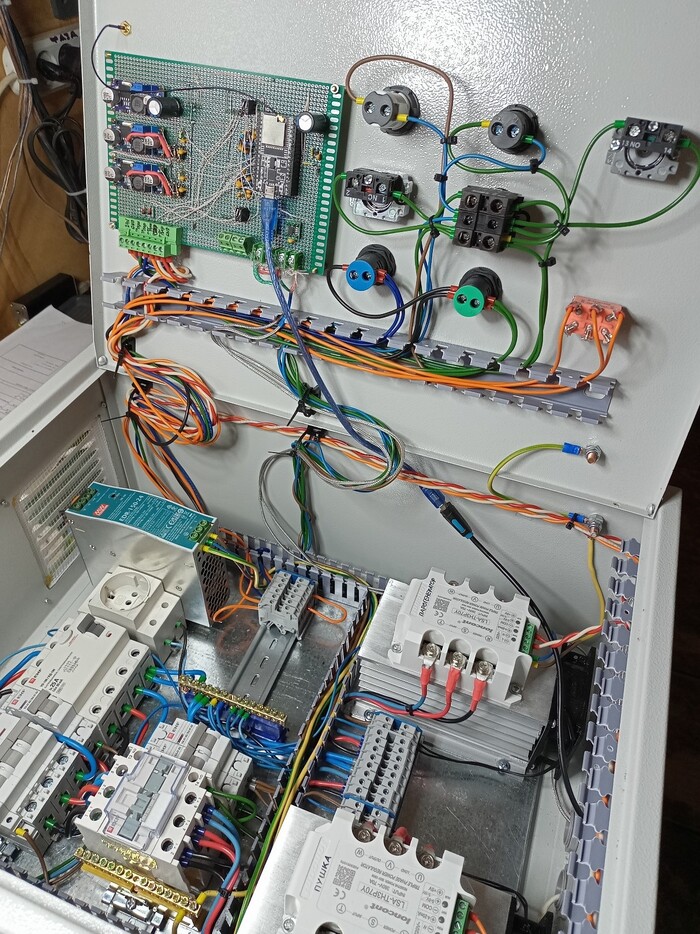
Плата в силовом шкафу и собственно силовой шкаф, распаивать (а после и разводить в Альтиуме) его тоже интересное занятие:), фото внутренностей силового шкафа:
И эти платы как сделал, так и работают без проблем. И в парной и в неотапливаемом предбаннике, хорошая проверка, не так ли? Как говорят, «ресурсные испытания» пройдены успешно! Мало того, УЗО стоит на 30 мА. И никаких ложных срабатываний!
Программы для всех контроллеров писали со средним сыном, благо быстро он в тему врубился, прям очень быстро! Связь по вайфаю, да в Arduino IDE для ESP32 - его рук дело. Как и многое другое. Управление мощностями я сам придумывал.
Идея о распределении электроэнергии показалась мне очень многообещающей, да, впрочем, я в этом и не ошибся и просадок влажности при парении сейчас уже нет совсем. И начал переговоры с патентным поверенным, которому еще долго все это пытался объяснить, да представлять варианты заявки, что потом и вылилось в подачу заявки 27.03.2025. По глупости сначала в ТГ канале об этой теме рассказал, друзьям разослал:), потом по глупости это убрал, думал что раскрытие темы может помешать патентовать (нет, не мешает это, сейчас то я это знаю)…
Подал я заявку и начал разрабатывать вместе с сыном же (он еще к ЕГЭ готовился параллельно:). Сдал на 251 балл!) платы на весь комплекс, не предлагать же к продаже спаянные на коленке (хотя и работающие уже больше года) платы, как-то несерьезно это. Радиоэлектроникой с детства интересовался, платы рейсфедером рисовал, травил, паял… Сознавайтесь, кто еще рейсфедером так делал?:)
А тут проектировать в мощной среде, многое узнать надо, то да се, интересное дело! Спроектировали, заказали (закупка радиоэлементов, ууууу:) ), паял уже полностью сам, что тоже отдельная сфера деятельности, с кучей своих нюансов (сам уже фигею от объемов проделанной работы:), причем это же все свободное от основной работы время!), фото комплекта готовых к отладке плат:

СМД элементы уже паял сам. Эххх, уставали мои глазёнки...
Так же и переписка пошла с роспатентом, не захотели они сразу патентовать, стали вопросы задавать, какие-то патенты показывать, якобы уже имеющиеся на сходную тему… Ответил на один запрос, потом приходит второй запрос, патентовать то разрешают, но предлагаемый ими независимый пункт формулы меня не устраивал (все какое то «перераспределение» навеливали), да на упоминание ими других патентов надо было что-то отвечать… Контора в общем пишет.
И вот занимаюсь я этим делом неспешно, нанять то спецов и вложиться серьезно у себя и денег особо нет, а искать инвесторов все как-то некогда, еще ведь и на работе работать надо, да на семью деньги не забывать выделять:), занимаюсь, занимаюсь и тут бац!!!!! Давний друг есть у меня, он много где общается по банным темам и сведущий в новейшей банной повестке. Так вот, под новый год он кааааак хряснул меня новостью, ровно как пыльным мешком по башке! Мол запатентовали твою идею распределения мощностей в печке!
Всё, приплыли!
Инфаркт микарда! Как говаривал известно кто в известной озвучке «Властелина колец» :)
Вот тебе батя и новый год!!!
Мдаааа….
Возвращаясь немного ранее, общаясь на форумхаусе нашел единомышленников, про одного рассказал и мы до сих пор поддерживаем дружеские отношения, все надеюсь с ним посотрудничать в дальнейшем, симфонии банных ощущений попридумывать, Серега Призон привет!:). А другой….
Он мне как то мне сказал, так автоматизируй это! :) Что я и сделал на ардуинке сначала. И мы много с ним общались, обсуждали темы и автоматизации и много чего прочего. Почти всегда расходясь в конкретных примерах реализации. К примеру, я сразу начал использовать ПИД регулирование, что при должной настройке, чему я тоже научился по ходу дела, идеальнейшая штука!
Я добивался поддержания температуры точки росы в допуске в размере половины процента!!! Причем не заморачиваясь ступенями мощности генераторов, что он до сих пор делает зачем-то и по крайней мере, когда общались, ПИД регуляторы он не использовал, с его слов, всячески отбрыкиваясь от этой идеи. И потом, зачем задумываться, сколько мощности нужно в какие-то моменты эксплуатации парной?
И парные разные и люди, их эксплуатирующие… Я вот считаю и доказал это себе и моим гостям, что всегда нужен максимум, а уж программа сама высчитает, какую мощность нужно в данный момент. И уж тем более, с чего я буду решать за возможного клиента, какая ему мощность достаточна? Да допросы устраивать, как устроена его парная, с целью минимизации мощности системы? Используем всю доступную мощность и вся недолга! А уж результат будет зависеть от утепления и пароизоляции помещения, что дело хозяйское.
Вообще вопрос философский, мы в баню ходим зачем? Экономить копейки на электричестве? Тратить время на ковшики и поддачи воды? Нет! Самое главное – получение кайфа от парной. Кайфа! Удовольствий от парения, от прогрева! Помогут этому мысли о том, что ты затратил на день парения не 200 рублей на всю семью, а 30 рублей? Помогут этому траты времени на лишнюю суету, на ковшиковое рабство?
Точно нет! Говорю о мощностях пушки и парогенератора, а мне в ответ говорилось что то типа «да зачем на парогенератор 12 кВт? Да и шести хватит за глаза! Да каменку дополнительную поставить для поддач» Как будто эту каменку не надо греть… Я слыхал от друга, что этот товарищ с одним из производителей печей начал сотрудничать, но не придал большого значения этому… Заявка то мной уже подана, да и знал его настрой и подход к автоматизации и не расценивал его, как возможного конкурента. Что еще и мешало его позвать вместе что-то делать, раз так упирался в очевидных проблемных местах…
И после всего этого известие о патентовании «перераспределения мощности» было для меня как гром среди ясного неба!
Вообще распределение (уж не патентовали ли они перераспределение мощности? Вот ведь смеху то будет, это ведь вообще в печке электрической невозможно. Как это, сначала распределить мощность на тэны, а потом ее разве можно как-то взад взять и перераспределить? :) ) в своем пределе по моему мнению таки и нужно для предельной скорости реакции системы на восполнение тепла и влаги, уходящих при парении. Что подразумевает максимум потребления энергии из сети.
Я рассуждаю просто, идеальная система та, которая не требует от меня никаких действий, а сама все делает. Так ведь? А как максимизировать потребление из сети? Да сделать каждый генератор равным входной мощности, которую решил выдать на баню! А вообще, чего мелочиться, дом делаем поумнее, и уж его токоизмерение подскажет, сколько можно выдать на баню. Пускай оно само там считает! Вообще до копейки всю мощность можно дать на парную, не беспокоясь о срабатывании вводного автомата при включении какого нибудь чайника или еще чего.
И как это работает? Пока греем парную, вся мощность идет на ея нагрев. Когда нагрето, можно включать парогенератор опять таки на всю мощность, при том, что теплогенератор и сам нагрет и вентилятор из него выдаст тепла, если потребуется. В общем, практика показывает, если нормально программу расписать – результат неописуемый! И никаких лишних телодвижений в парной! Всё только чистый кайф!
А тут вроде двинулись в этом направлении, но зачем то каменки и прочее оставляют. Вот нафига делать такую автоматику, которой еще требуются поддачи? Я вот этого не понимаю. Кнопки в процессе какие то жать, сделать робота и стать его придатком… Совершенно это не нужно, когда система может все компенсировать. Вообще не нужно. Сам когда-то думал и прописывал в программе возможные профили температуры и температуры точки росы. Думал, что будет нужно повышение и того и другого в процессе парения.
Вот ведь привычка – страшная сила! Смотрим на всех производителей печей, за редчайшим и дорогущщим исключением, что только ни делают, чтобы заставить людей тратить время на поддачи:). И когда нет возможности ощутить, что такое это качественное поддержание кондиций максимально близко к краю, за которым идут уже болевые ощущения, не достигая их, так ведь и будешь думать, что лучше не бывает, да нужны какие то поддачи…
Вот они и стали внедрять дополнительные кнопки поддач, каменки в автоматику… Тогда как я, заходя в парную и на нажатия кнопок время не трачу! Еще и оказалось, что на одной и той же температуре, и на одной и той же температуре точки росы ощущения всё время парения изменяются! Так это зашибись, что просто лень улучшать и так максимальный кайф.
Ну реально, просто не нужно ничего больше! Кроме следующего захода с большей температурой и ТТР! :) Даже настройки никуда менять не хочется! Для всех заходов я нашел пять ступеней настроек, каждая из которых максимальна для каждого захода. Реально, во вторую ступень без разогрева заходить и париться комфортно не получится, будет неприятно. А по порядку – пять ступеней наслаждения без разрывов (отдых тоже считается:) )! А у них – и автоматика и жмите кнопки, и лейте воду на камни!
И вот я в полном охирении сижу и думаю, ну что же, хотя бы для себя сделал то, что стоит очень дорого и ни у кого и близко такого нет и близко не то, а что предлагают – просто переходная штука, очередной шаг к идеалу, которым мне и делиться с другими, предлагая эти комплексы, уже и не получится блин, запатентовано же!
Ручонки опустились у меня, но дай думаю посмотрю, что запатентовали то? Да и «перераспределение» меня смущало, тем более что экспертиза и мне пыталась его продвинуть в независимую формулу… Глядь, а патента то опубликованного нет еще! Такс… Думаю им дали только положительное решение о выдаче патента и тут я призадумался…
Я-то переписку веду какое-то время уже, а ну, как эти заявители вдруг поумнее меня будут (ну хоть в написании заявок:) ), да написали заявку так, что им сразу выдали положительное решение? Ну или через одну итерацию вопрос ответ:)? А у меня то уже третья пошла!!!!! И вот, надеясь, что они умнее меня (пришлось на это надеяться, да:) ), да еще и долгие новогодние каникулы позволяли, я собрался и засел за ответ экспертизе…
Разобрал все патенты, что экспертиза мне предъявляла, как якобы одинаковые с моей заявкой до смешения и с конкретными ссылками на описание все претензии опроверг. Написал про распределение и «перераспределение» так, чтобы уж любой понял, в общем и формулу вроде более понятную прописал и все обосновал со всех сторон и подал это все в экспертизу. И стал ждать.
И вы немножко, ну совсем немножко подождите следующей серии:). Как вам история, а?:) Достойна вашей поддержки?
Прошло уже 7 лет, как я делал это устройство. Пришло время показать его тут))
Можно сказать, что с этой идеи лампы и начался мой путь в электронике.
Еще в доковидное время я очень много фотографировал, и был в творческом поиске новых световых решений, чтобы создавать какие-то уникальные и классные кадры.
Но начнем с теории.
Что такое фризлайт.
Если коротко, то фризлайт - это искусство рисования светом в пространстве.
Основная идея - съемка на камеру при длинной выдержке. Чем дольше выдержка - тем больше времени матрица фотоаппарата принимает поступающий свет.
Чем дольше источник света в кадре на одном месте, тем он ярче. Если он движется во время съемки - получается какой-либо световой рисунок.
Например, при съемке салютов это очень заметно.

Либо вот съемка ночного города, фары машин оставляют следы в кадре.

Кроме этого, можно создавать световые рисунки своими руками, например, цветными фонариками. Конечно, если фонарик не такой яркий как окружение, линия света не будет так заметна.

Но чтобы нарисовать большие и сложные картины вручную одним или несколькими фонариками потребуется очень много времени и сноровки. А в фотошопе реалистично такое вообще не нарисовать.
И кстати, современные нейросети, тоже врядли нарисуют что-то адекватное, что будет ощущаться как фризлайт. Так как это очень не популярный вид съемки, получается обучающих данных совсем мало и скорее всего будет какая-то ерунда.
Итого чтобы создавать фризлайт потребуется:
Источник света
Фотоаппарат
Штатив или другая подставка для камеры чтобы избежать дрожания
Баланс яркости внешнего освещения и источника света
Если загуглить фризлайт, то будут, например, вот такие картинки:


То есть обычно берется точечный или "длинный" источник света и им в кадре "рисуют" какие-либо формы.
Думаю можно представить сколько времени и дублей занимает один такой удачный кадр. Плюс сильно ограничивает однотонность источников света.
С чего началась моя лампа
Думаю все знают DIY-блогера Alex Gyver. И как-то смотря ютуб, мне попался его канал. И я наткнулся на видео "Рисую светом. Голограмма своими руками".
Это как раз была основа моей будущей лампы.
Собрав всё по инструкции на проводках, у меня всё даже заработало. Но это выглядело ужасно))


Сразу же это было переделано в чуть чуть улучшенный вид и управление переделано на ИК - пульт.


Спустя некоторое время, научился делать печатные платы "на коленке". Спустя кучу итераций, получилось как минимум избавиться от кучи проводов в лампе, но платы всё равно выглядели ужасно.
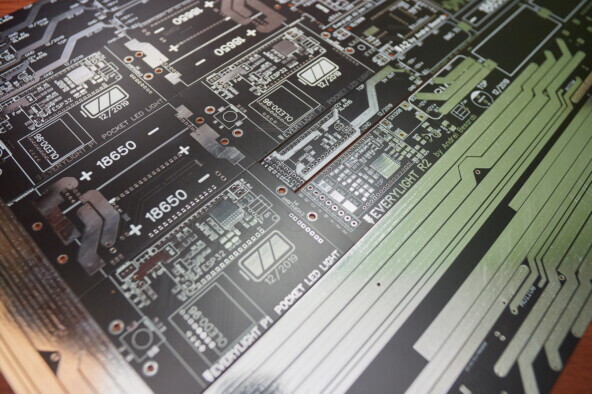
Научившись проектировать платы, сделал уже что-то нормальное и заказал в Китае. Да, всё на "базовых" модулях, но явно лучше чем было))

Вот так выглядели мои платы из 2019 года. Кроме этой лампы я проектировал и другие источники света, о них может потом расскажу.
Немного о самой лампе
Постараюсь объяснить как работает лампа. Её основа это адресные светодиоды, которые могут переключать свой цвет отдельно от других в линии.
Получается берем картинку шириной в количество пикселей в лампе, и через эти светодиоды включаем построчно с задержкой. Как старые лучевые телевизоры, но надо двигать своими руками "изображение".
Вот так наглядно это выглядит, если включить специальный эффект "повторения предыдущего кадра" в Premiere Pro.
Кстати, саму лампу я обернул черной пленкой, сделав окошко для экрана.

Нижняя часть лампы откручивалась. Внутри был картридер, тумблер включения и разъем зарядки.

Было очень много настроек и режимов, которые я написал поверх кода чтения картинки от Alex Gyver. Приходилось бороться с Ардуино, которому очень не хватало мощностей на всё))
Было вот такое минималистичное меню

Фоток внутренностей лампы в сборе, к сожалению, не осталось, зато сохранилось итоговые фото с фризлайтом.
Фотки. Много фоток.
Думаю, стоит начать с того, что мою лампу для съемок брал Лампас Покрас. Помните такого?
И забавный момент, лампа как раз подглючивала, и тем самым получился интересный глитч эффект.


А вот моими первыми кадрами были "зарисовки" с Марио. Выбрал картинки, чтобы дополнить городские пейзажи.




На всякий случай повторю, что здесь нет фотошопа =))
Причем именно с этой версией лампы у меня было не так много съемок, так как хотелось больше удобства в работе, какой нибудь экранчик и всё такое. И еще тогда я переключился на проектирование второй версии лампы.
Но вот еще откопал кадры






Можно заметить, что лица девушек в кадрах хорошо освещены. Это я подсвечивал вспышкой в конце кадра. То есть допустим была выдержка 15 сек, я пробегал с лампой, а потом в конце вспышка высвечивала человека.
Жаль не снимал видео, как съемка фризлайта выглядит со стороны. В темноте стоит модель, какой-то чувак машет лампой и в конце яркая вспышка)))
Бонус от нейросетей.
В процессе написания, мне всё таки было очень интересно, смогут ли современные нейросети нарисовать что-то адекватное и похожее на настоящий фризлайт, или будет прям сильно заметно, что это нейрослоп))
Конечно, я не запаривался с промтами, чтобы получить идеальный результат, но вот такое получилось с помощью chatGPT.
Присылайте в комменты свои варианты "фризлайта" от нейросетей =))




Надеюсь, вы узнали что-то новое для себя о мире фотографии =)
Для подключения датчика DS18B20 к микроконтроллеру или одноплатнику используется шина 1-Wire. 1-Wire в переводе с басурманского означает "один провод". Но, как мы увидим далее, никаким одним проводом здесь и не пахнет, поэтому название 1-Wire является обыкновенной маркетинговой уловкой типа "беспроцентного кредита", "безлимитного интернета" или акции "купи два майонеза по цене трёх и получи третий в подарок".
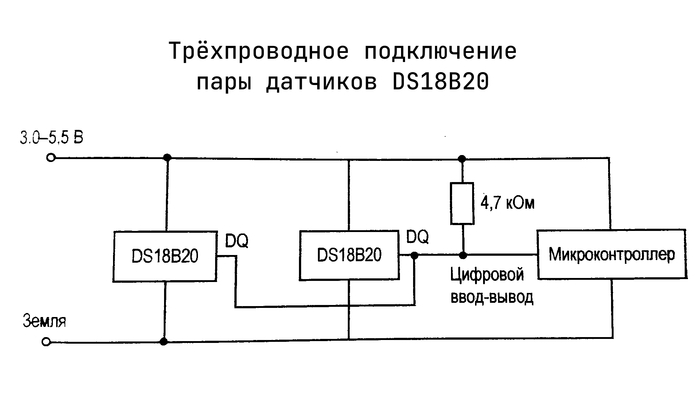
В нормальном режиме для подключения используются три провода: питание 5В или 3,3В, "земля", а также один провод для передачи данных. Поскольку 1-Wire является шиной, то с помощью этих проводов к одному контроллеру можно подключить множество температурных датчиков одновременно. Выбор конкретного датчика для съёма показаний в таком случае осуществляется программно. Теоретически количество датчиков (или других устройств), которые можно подключить к одной шине 1-Wire составляет 255, но на практике это число всегда ниже из-за различных физико-электрических ограничений.
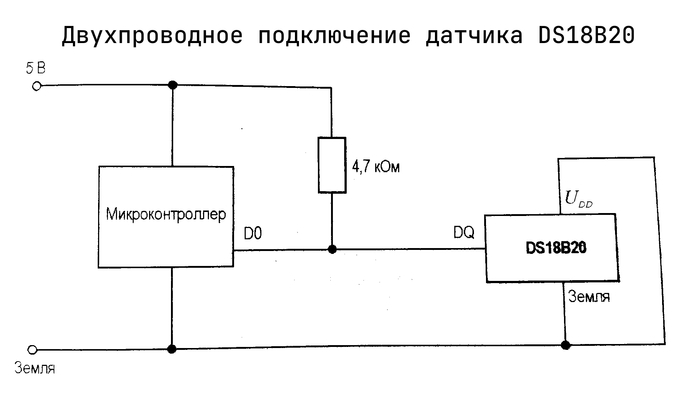
Датчик можно сконфигурировать для работы в "паразитном" режиме питания, когда он получает питание с линии данных, что позволит использовать только два провода для его подключения: линию данных и линию "земли" (но всё равно не один провод!). Для работы в паразитном режиме питания вывод питания датчика соединяется с выводом "земли". Датчик DS18B20 содержит конденсатор, который заряжается от шины данных, когда по ней не передаются данные, и служит источником питания для датчика, когда нужно передать данные. Связь по интерфейсу 1-Wire двунаправленная, полудуплексная. Поэтому микроконтроллер использует шину данных и как вход, и как выход, изменяя назначение по надобности.



