




Хаос в документации и производственных процессах - это наша каждодневная обыденность
Была такая производственная история несколько лет назад.
Представитель заказчика поднял непонятный для меня скулёж, что как то неправильно происходит у нас производство. Продукция производилась в нескольких цехах последовательно, а представители находились у нас на комбинате непрерывно, им выделили несколько кабинетов с техникой. Жаловались они генеральному, разбираться направили меня.
В агрегаторе moscowi.ru - добавил статей на тему финансов и it.
Первый вопрос - у них нет всей документации на продукцию. Такого быть не могло, поскольку документация шла через меня и мы дополнительно делали целых два комплекта документации только для них. Полистал их подшивки документов - какие-то обрывочные данные, не по порядку номеров, не по датам. Журналов учёта документации нет, архив в беспорядке - а им выделили помещения для этого и даже персовнал комбината для помощи при необходимости. Сами эти представители корчат из себя бизнесменов у которых за воротами серьёзные бизнесы, а здесь они просто, что бы стаж шёл. Ну и знаний и пониманий процесса у них соответственно нет.
Второй вопрос - в цеху нет заготовки, мы срываем их заказ. Какое им дело до заготовки вообще не понял, это руководство комбинатовского цеха как то через них решило сказать, что план не будет выполнен по независимым от них причинам. Пошёл на склад цеха и там под горой производственного мусора в виде брака, окалины, доработки нашел заготовку.
Тут все стоявшие единой кучкой стали ныть что ей же три года, как они могут брать её в работу, да и документов на неё уже нет.
Документы им присылались в двух экземплярах - один для цеха, второй для заказчиков. Срок хранения документации по закону 45 лет (есть специальный закон по этому вопросу). У заказчикая документацию уже листал, нет смысла там что либо искать, они вообще не работали в этом вопросе. Посмотрел документы в цеху - ситуация аналогичная. Почему так? - да кто его знает - часть нашел в контейнерах с мусором, часть персонал забирал домой печь топить, подшивки бессистемные.
Забрал кран и вытащил из мусора заготовки на месяц работы цеха. Там было больше, только у меня время закончилось, вызвали на другой цех. Отдал команду работать на этой заготовке. Опять пошёл ропот - она же ржавая.
Тут уже я напрягся от размышлений, кто из нас не понимает технический процесс - "это заготовка, пройдёт целую линию, в которой находится печь для нагрева, в ней вся окалина обгорит, потом целая линия в которой произведётся продукция - какая окалина вам мешает?".
У меня с документацией порядок, могу восстановить - дал команду своим на выдачу дубликатов для заготовки. Руководству цеха сказал, что бы работали на этой заготовке. Они мне не подчинялись и попытались это оспорить у зама генерального, только им повторили то-же самое.
Третий вопрос - почему заготовка приходит в разных партиях с разным объёмом? Опять не понял что им до этого вопроса, всё в рамках технологии и технической документации. Но тут они как-то уже вынесли вопрос на генерального директора и мне дали команду разобраться.
В процессе разбора выявилось немыслимое - после сталеплавильного цеха партии действительно бессистемно разбивались на части. И больше того, они обрывали прослеживаемость партий, что вообще было за гранью понимания. Системы электронного учёта это почему-то не выявляла, на бумаге в журналах тоже всё было перепутано. Всё происходило в рамках одного небольшого цеха, даже не подозревал о таком.
Как это могло происходить много лет я не знаю, множество людей обязаны были за этим следить. Это было запрещено внутренними инструкциями, цех это делавший категорически это отрицал, пока не стал вопрос кого увольнять за это.
Тут уже покаялись и заверили что больше не будут. Тогда никого не уволили, что бы заказчик не узнал о бардаке царящем на комбинате.
Через неделю напишу дальше.
Показать полностью

Нанотехнологии из Башкирии
🧪Башкирские ученые нашли способ сделать автомобильные шины износостойкими, а спортивный инвентарь – более прочным. Как в этом помогут нанотехнологии, смотрите в нашем ролике.

Производство и моделирование: как программное обеспечение меняет индустрию
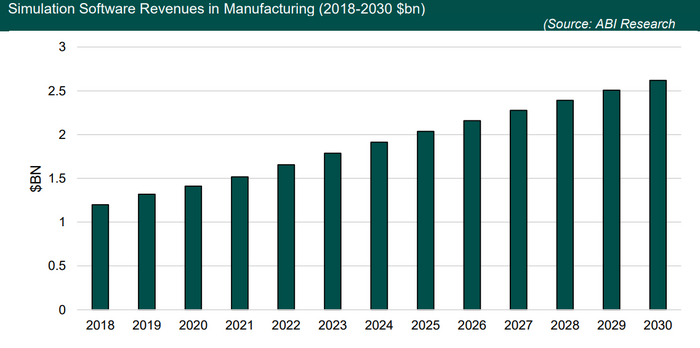
Программное обеспечение для моделирования становится все более популярным среди производителей. Оно позволяет операторам увидеть, как продукт или производственная линия будут вести себя в различных условиях. Это помогает оптимизировать конструкции и повысить производительность, а также соблюдать нормативные требования.
К 2030 году производители потратят 2,6 миллиарда долларов США на программное обеспечение для моделирования, что вдвое больше, чем было потрачено в 2018 году. Среднегодовой темп роста составит 6,7%.
Рост в период с 2022 по 2030 год будет немного выше, среднегодовой темп составит 7,1%, поскольку инвестиции после COVID-19 увеличиваются, а также из-за более широкого внедрения среди производителей первого уровня и малых и средних предприятий.
Чтобы расти как профессионал, нужно быть в курсе технологических тенденций и следить за новостями в ИТ. Подписывайтесь на телеграм-канал Технологии для карьеры, где мы публикуем авторский контент и делимся интересными новостями из мира IT.


Оптимизация резки металла: Откройте для себя CypCut
Контрольная система CypCut предоставляет полезные инструменты, которые обеспечивают профессиональный уровень резки металла.
Эта программа гарантирует простое и надежное управление машинами. Она включает в себя функции оптимизации, которые значительно уменьшают продолжительность резки и делают процесс настройки и технического обслуживания более простым для оператора. Программное обеспечение содержит интегрированную библиотеку рабочих параметров для металлов разной категории и толщины, которую оператор может пополнить по мере необходимости.
Программное обеспечение синхронизируется с контроллером и предлагается в комплекте со станками, изготовленными в Китае или из китайских компонентов.
Программное обеспечение синхронизируется с контроллером и предлагается в комплекте со станками, изготовленными в Китае или из китайских компонентов. Существует несколько версий программы, предназначенных для различных сегментов рынка и типов машин. Самая базовая версия - CypOne, которая включает основные функции, а самая распространенная и функционально насыщенная версия - CypCut, предлагающая множество дополнительных удобств.
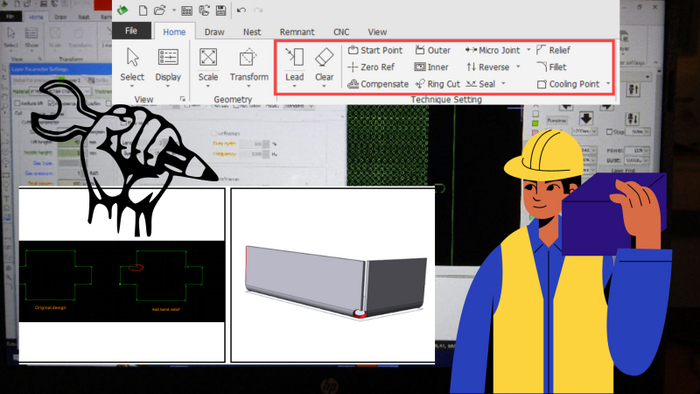
Для достижения качественного результата резки необходимо использовать не только правильно подобранные параметры, но и методы, такие как внешняя линия, точка охлаждения и коррекция ширины пропила, которые в совокупности помогают устранить физические дефекты, снижающие качество изделия.
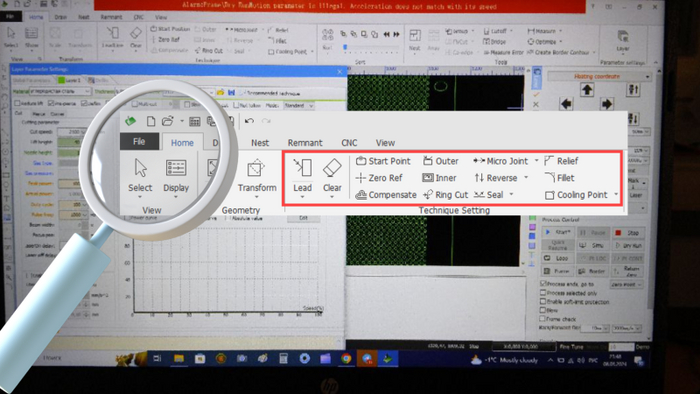
Для достижения качественного результата резки необходимо использовать не только правильно подобранные параметры.
CypCut: Инновационные решения для резки металла
В данной статье мы рассмотрим программу CypCut версии 6.3.907.8 для резки металла, а также ее возможности, которые позволяют максимально эффективно использовать металлорежущее лазерное оборудование.
«Coedge» — это функция, которая создает общую границу для элементов. Она позволяет уменьшить продолжительность процесса резки и повысить эффективность работы. Каким образом? Данная опция соединяет детали, имеющие схожие края.
Для использования этой возможности, необходимо отметить два объекта и активировать функцию. Кроме того, она способна соединять края элемента со всех четырех сторон. Отмеченные элементы будут сгруппированы вместе.
Кстати, программа CypCut автоматизировано исправляет дефекты, возникающие в процессе загрузки чертежей, такие как удаление повторяющихся элементов и невидимых частей, улучшение качества кривых и объединение отдельных сегментов линий.
«Edge seek» — это инструмент для определения границ деталей. Она уменьшает необходимость вручную обрабатывать металл, увеличивая эффективность резки. При размещении листа на рабочую поверхность, точное выравнивание не всегда возможно, ведь мы не машины. Здесь на помощь приходит индукционный датчик. Машина сканирует поверхность, определяя границы листа, и предоставляет данные о его искажении.
Система точно определяет границы материала, используя емкостное и фотоэлектрическое зондирование для выявления краев заготовки и углового смещения. Просто поместите металлический лист и начните процедуру определения границ, после чего система автоматически определит положение листа и начнет резку.
Однако стоит отметить, что функция эффективна только для прямоугольных листов.
Программное обеспечение автоматически исправляет любые ошибки позиционирования двойного привода после каждого возвращения осей машины в начальное положение, тем самым минимизируя искажения портала за счет синхронизации работы двигателей.
«Nesting» — это метод эффективного упорядочивания компонентов дизайна. Эта функция широко признана за свою способность автоматизировать процесс распределения элементов на листе таким образом, чтобы максимально использовать пространство, доступное на материале. Это приводит к уменьшению времени, необходимого для резки, и уменьшает количество неэффективных перемещений, в то же время снижая общий расход материалов.
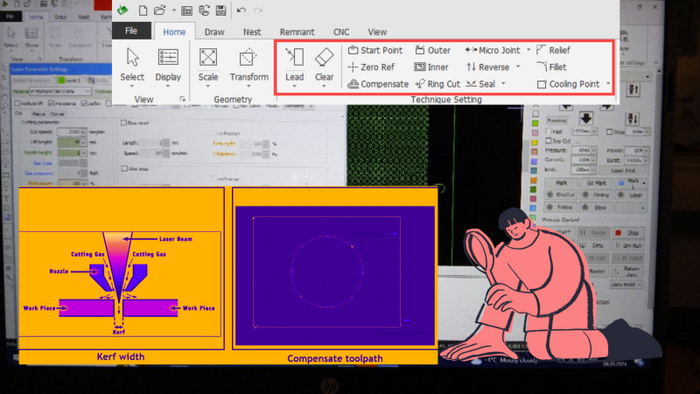
Компенсация ширины прореза (Kerf width compensation)
Kerf width compensation- предназначена для коррекции размеров изделий, учитывая ширину лазерного луча, который в процессе работы испаряет металл. Это приводит к тому, что размеры деталей могут незначительно уменьшаться, а отверстия, соответственно, увеличиваться. “Компенсация реза” позволяет скорректировать эти отклонения.
Чтобы определить необходимую компенсацию, сначала следует вырезать образец с заданными размерами и измерить его с помощью штангенциркуля. Полученное отличие от желаемого размера следует разделить на две части, и результат будет являться величиной компенсации. Затем, используя программу Cypcut, можно внести эту компенсацию в раздел “user notes” на вкладке слоёв, где возможно сохранение всех параметров.
Также можно воспользоваться специальным окном настроек компенсации в программе и ввести необходимые данные непосредственно туда. Параметры компенсации подлежат настройке в зависимости от используемых материалов, их толщины и типа реза (внутренний или внешний). Без этой коррекции размер вырезаемой детали может оказаться меньше или больше ожидаемого.
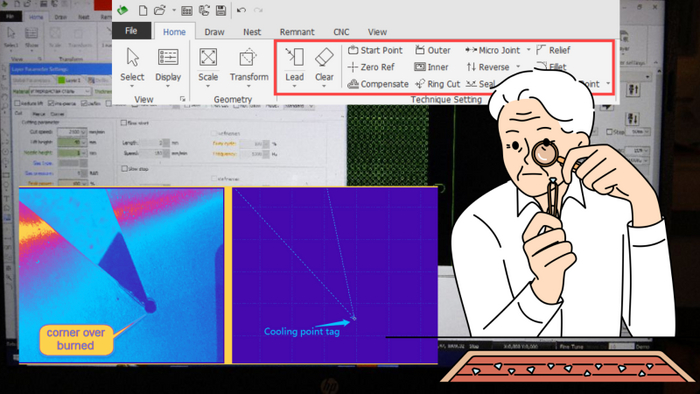
Точка охлаждения (Cooling point)
Точка охлаждения «Cooling point» - часто применяется в процессе вырезания элементов или контуров с прямыми углами. Она предусматривает приостановку процесса резки в определённой точке, в результате чего режущая головка фиксируется и направляет на материал струю рабочего газа. Маркировка точек охлаждения в угловых областях значительно повышает качество резки углов, минимизируя тепловую деформацию и перегорание.
«Fine» позволяет точно переместить контур изделия или линию на установленное расстояние. Для этого в интерфейсе предусмотрена цифровая клавиатура, а перемещение выполняется с использованием клавиш-стрелок клавиатуры, а не мышки, что предотвращает случайные смещения и дефекты.
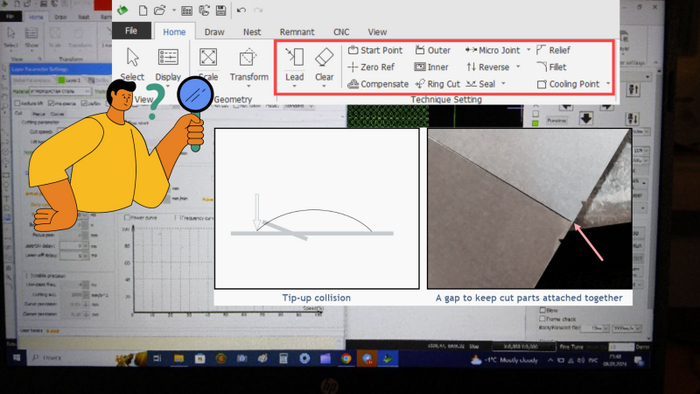
Микро-стык (Micro-Joint)
«Micro Joint» представляет собой создание небольших соединительных элементов между вырезаемыми деталями и основным листом металла. Эти микроскопические соединения обеспечивают удержание деталей в листе во время резки, позволяя затем без труда извлечь их из листа.
Благодаря этой функции устраняется необходимость отыскивать мелкие компоненты среди отходов, а также возможность передачи заказчикам цельного листа вместо отдельных деталей, что может значительно упростить процесс транспортировки.
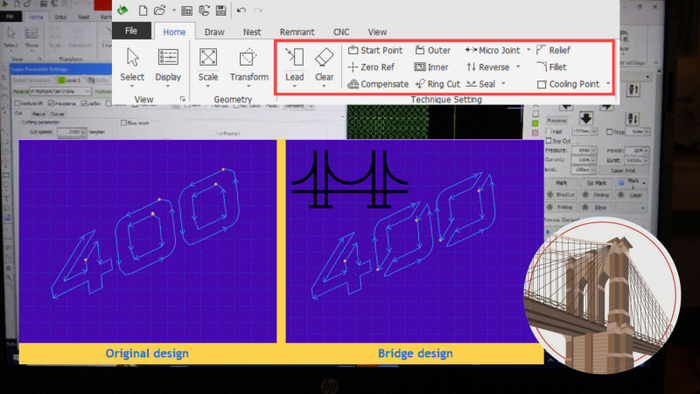
Мост «Bridge»
Мост «Bridge» используется для соединения отдельных элементов, часто применяется в рекламном производстве и декоре, например, при вырезании текста.
«Fly cut» обеспечивает скоростное резание тонких материалов. Этот метод сокращает продолжительность резки серийных деталей и обеспечивает равномерное распределение тепла по листу. Однако его применение ограничено тонкими металлами, не требующими предварительного проникновения инструмента.
Для использования этой функции необходимо сначала выделить все нужные элементы, после чего активировать функцию с таким же названием.
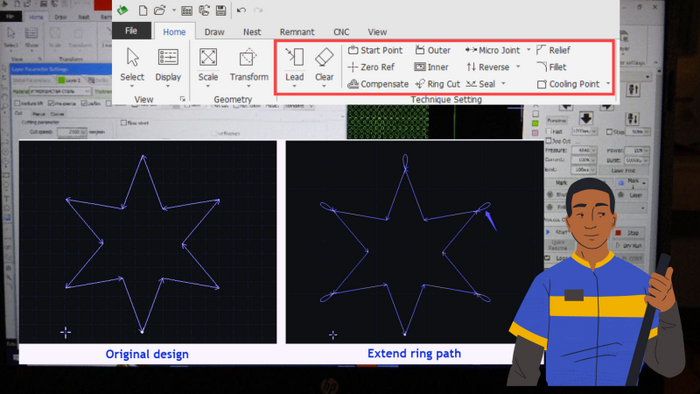
Кольцевой путь (Ring path)
«Ringcut» обеспечивает точное обрезание углов. Ringcut идеально подходит для этой работы, так как его рабочая головка не уменьшает скорость. Она выполняет маленькую петлю возле угла, что позволяет материалу слегка охладиться. Кольцевой путь (Ring path) создан для минимизации воздействия, вызванного резкими изменениями скорости на острых углах, а также для снижения теплового воздействия. Формирование углов в виде кольца позволяет машине выполнять повороты с меньшими перегрузками.
Ringcut подходит как для внешних, так и для внутренних углов. В таком случае, необходимо слегка скорректировать настройки, выбрав опцию «выполнение петли в сканирующем режиме», чтобы избежать повреждения изделия.
«Step» предназначена для регулировки шага. Она упрощает процесс, позволяя устанавливать точное расстояние от края листа, что избавляет от необходимости использовать измерительную ленту для обхода листа и измерения расстояний.
Определение внутреннего и внешнего контуров (Inner & outer) позволяет различать внешние и внутренние границы геометрии детали. Это различие важно для определения брака и стратегии входа в материал, а также влияет на порядок автосортировки: сначала следует резать внутренний контур, затем внешний. CypCut определяет контуры, исходя из принципа крайнего края.
Облегчение (Relief) заключается в облегчении процесса гибки.
Облегчение «Relief» предназначено для упрощения процесса гибки.
Скругление «Fillet» применяется для сглаживания острых углов, что способствует лучшей формовке детали и снижению сопротивления.
Сетка «Grid» применяется для добавления разделительных линий на крупногабаритных отходах, которые затем разрезаются на мелкие части для предотвращения столкновений и опрокидывания.
Для создания резервной копии настроек CypCut, перейдите в раздел «Файл» и выберите опцию «Резервное копирование». Это позволит вам сформировать файл резервной копии (*.cfgpkg), который будет включать в себя настройки оборудования, конфигурацию ПЛК и индивидуальные пользовательские параметры.
Чтобы восстановить настройки из резервной копии CypCut, двойным нажатием откройте соответствующий файл и отметьте необходимые параметры конфигурации для восстановления.
Подсказка: для переноса настроек на другое оборудование, после завершения конфигурирования одного станка, вы можете экспортировать эти настройки в файл резервной копии и затем импортировать его на другие станки с аналогичной конструкцией, что позволит избежать повторения процесса настройки для каждого устройства в отдельности.
На сегодняшний день, программа CypCut занимает лидирующие позиции среди программного обеспечения для металлообрабатывающих станков с числовым программным управлением. Она включает в себя обширный набор функций для удобства работы, которые часто отсутствуют в альтернативных решениях. Эта система проверена временем и регулярно получает обновления.
Конечно, имеются программы, схожие с CypCut. Но если вы захотите использовать другое программное обеспечение, вам, скорее всего, придется провести масштабную перенастройку вашего станка, что потребует дополнительных затрат. Вы можете избежать этого, выбрав машину, не основанную на CypCut с самого начала, однако функциональные возможности такого ПО будут ограничены по сравнению с CypCut.
Учитывая, что у конкурентов отсутствуют некоторые ключевые функции, доступные в CypCut, комфорт и удобство в работе с такими программами будут значительно ниже.
Показать полностью
8

Если вы профи в своем деле — покажите!

Такую задачу поставил Little.Bit пикабушникам. И на его призыв откликнулись PILOTMISHA, MorGott и Lei Radna. Поэтому теперь вы знаете, как сделать игру, скрафтить косплей, написать историю и посадить самолет. А если еще не знаете, то смотрите и учитесь.

