
Изготовление пишущих машинок на Рязанском заводе счетно-аналитических машин, 1987 год

ИСТОЧНИК - здесь собрали лучшие фотоснимки времён СССР.
Показать полностью
1
ИСТОЧНИК - здесь собрали лучшие фотоснимки времён СССР.
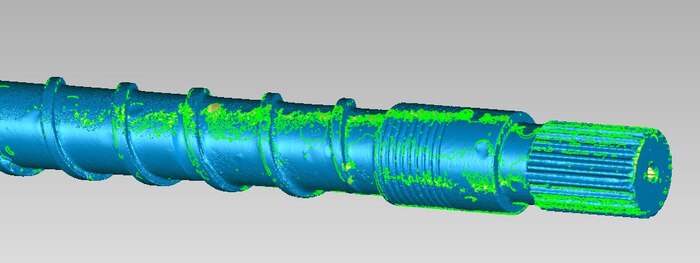
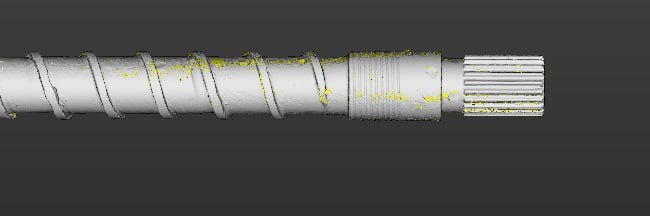
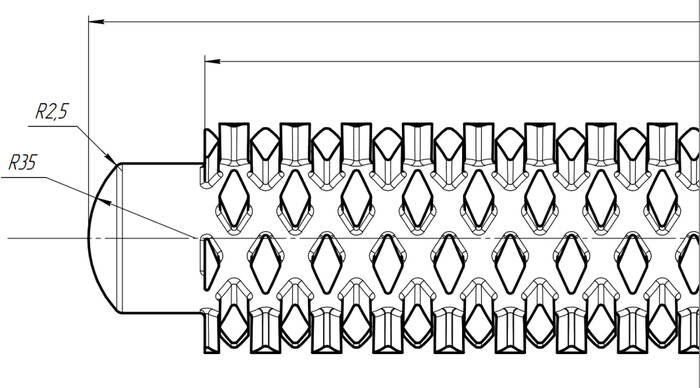
Всем привет. В декабре пришел запрос на разработку чертежа шнековой пары. Завод из Уфы занимается производством труб из полипропилена.

Шнековая пара была в плачевном состоянии. На самом шнеке были видны швы сварки. Сама шнековая пара турецкая. Трудилась на заводе примерно с 2003 г.
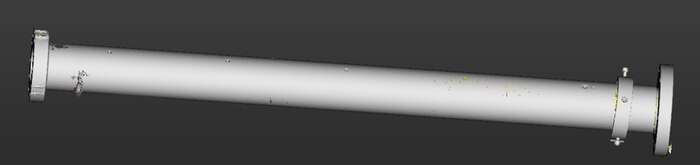
Мы приехали на завод. Откалибровали сканер и приступили к работе. Весь процесс сканирования занял 4 часа.


Далее приступили с сборке сканов в единую 3D модель. После, начали делать твердотельную 3D модель.
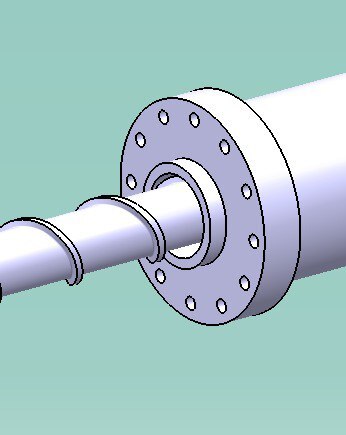
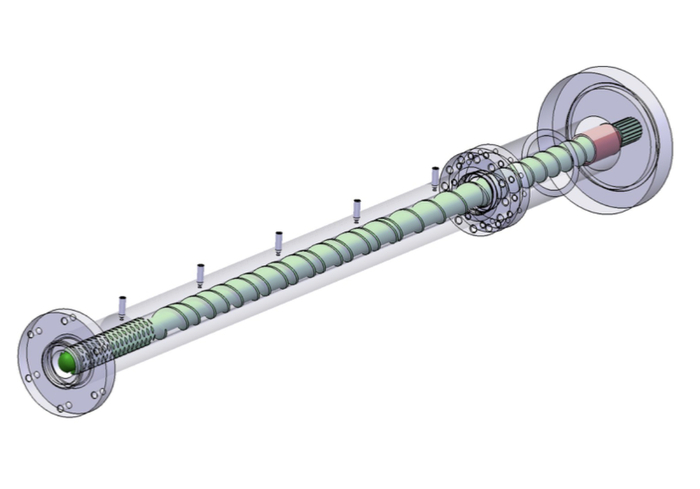
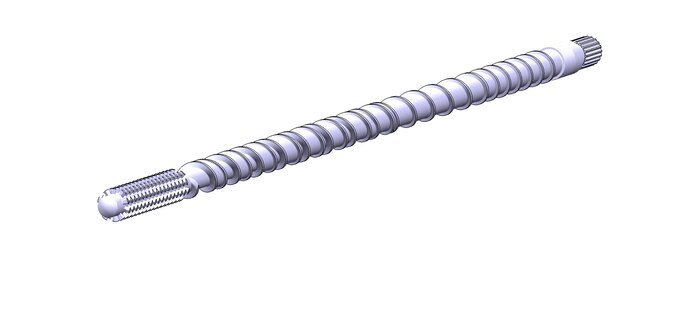
Чертеж делали 3 недели. В процессе приезжали на завод для сверки размеров. Твердотел и чертеж - делали в Catia.
Во второй половине декабря завод отправил чертеж китайцам. В итоге шнековая пара пришла 7 марта.





Сегодня получили фото первых труб.



Циклы изготовления:
1. Сканирование
2. Обратное проектирование (реверс)
3. Разработка чертежа
4. Контрактное производство
Отдельный респект нашему проектировщику за работу !
В основном работаем по Уфе. Можем выезжать по Башкирии. Если у вас есть знакомые, которые работают на производствах и нуждаются в КД, то дайте знать.
МЫ В ВК
Общестроительная компания «Спецмонтаж-4» сделала заказ на производство и монтаж автомобильных весов модели ВАТ СХТ 2-80-18-3-10-1. Выбранная модель представляет собой автомобильные весы с длиной платформы в 18 метров и пределом взвешивания в 80 тонн. Для строительной компании это крайне необходимое оборудование, благодаря которому работа всего предприятия становится структурированной с ведением всего необходимого учета.
Спецмонтаж-4 это предприятие, которое входит в состав нескольких предприятий под руководством головной компании «БАЗИСБЕТОН» основной регион работы компании СпецМонтаж-4 это Воронежская область. Автомобильные весы компания приобрела в рамках модернизации и обновления оборудования для производства бетона на территории организации.
Процесс производства бетона на бетонном заводе начинается с подготовки материалов. Цемент, песок и заполнители поступают на завод в грузовых машинах, которые проезжают через весовую. Далее, учтенный вес привезенного сырья систематизируется для правильного функционирования склада предприятия. Затем материалы подаются в соответствующие бункеры, где хранятся до момента использования. После сухие материалы поступают в бетоносмеситель, где они перемешиваются с водой в определенной пропорции. Бетоносмесители обычно имеют объем от 2 до 12 кубических метров и могут работать непрерывно в течение нескольких часов.
После тщательного смешивания всего необходимого сырья жидкий бетон поступает в специальные машины для транспортировки бетона. Выезжая с территории предприятия транспорт еще раз проедет через весовую для контроля общего веса машины. Такое взвешивание позволит избежать перегруза если на маршруте будет участок дороги с ограничением по весу машины, нужно отметить, что перемешивание бетонной смеси не прекращается до момента отгрузки на конечной точке пути следования.
Для того что бы компания «СпецМонтаж-4» могла применять автомобильные весы в коммерческих целях метрологическая служба провела первичную поверку весоизмерительного оборудования, успешные результаты которой были занесены в техническую документацию автовесовой.



автомобильные весы

автомобильные весы в приямок
автомобильные весы 80 тонн
Новости - 80 тонные электронные автомобильные весы для Воронежского бетонного завода
Мы постарались сделать каждый город, с которого начинается еженедельный заед в нашей новой игре, по-настоящему уникальным. Оценить можно на странице совместной игры Torero и Пикабу.
Реклама АО «Кордиант», ИНН 7601001509

Давно мы с вами не отправлялись на заводы и крупное производство. Пора исправлять эту несправедливость. Сегодня нас ждут во Владимирской области, где мы сможем проследить за выпуском низковольтной электротехнической продукции.
А пока я мчу во Владимир на «Ласточке», а оттуда на автобусе в поселок Ставрово, «позволю себе – просто 30 секунд или одну минуту – маленькую историческую справку дать. Вы не против?» про этот населенный пункт ( успеете бутеров нарезать и чай приготовить)
В конце 11 века на территории будущего поселка находилось селище, но официально текстовое упоминание Ставрово встречается лишь в 15 веке. Этимология названия данного ойконима сокрыта во тьме веков, но считается, что название произошло от греческого слова крест.
На сегодняшний день проживает тут чуть менее 7000 человек. Но к счастью работающих производств хватает и люди массово не уезжают из населенного пункта.
Хотел было продолжить вам рассказ о экономических изменениях за несколько веков, но мы уже оказались на проходной предприятия «Электрорешения» (бренд EKF). Прослушаем и распишемся за технику безопасности, и пройдем в некоторые цеха нового модернизированного импортозамещающего производства низковольтной электротехнической продукции.
Инвестиции в модернизацию превысили 288 млн рублей, из них 144 млн рублей предоставил федеральный Фонд развития промышленности в виде льготного займа.
Сложно поверить, но предприятие зародилось в далеком 2001 году в обычном гараже, а теперь его продукцию продают в 25 странах мира, а во всех ее подразделениях (не только в Ставрово) трудятся более 1800 человек.
Цель всех инвестиций — ежегодно выпускать в Ставрово до 6,2 млн розеток и выключателей, 4 млн кабельных вводов, 570 тыс. распределительных щитов, 770 тыс. каучуковых и 830 тыс. силовых разъемов

Но пора и на процессы взглянуть
Огромный цех заполнен термпластавтоматами. Это современные машины, в которых гранулы определенных видов пластика нагреваются и в жидком агрегатном состоянии подаются под давлением в пресс-форму.

Сами гранулы внешне похожи на гречку. Написал это, понял, что видимо проголодался, перекусил и в итоге они уже похожи не на еду, а на пластиковые гранулы :)
В зависимости от необходимой задачи используются гранулы разного размера и заданных свойств. На предприятии десятки видов таких разнообразных материалов.

Гранулированный пластик засыпается в емкость и начинается автоматическое волшебство.

Приглядимся к узлу смыкания. Там происходит запирание формы, перед тем как в нее произойдет впрыск. А откуда он возьмется? Из узла впрыска. Именно там происходит нагрев и как уже говорил впрыск уже расплавленного пластика.

Готовая деталь автоматическим манипулятором перемещается на ленту конвейера.
Это позволяет не повреждать, да даже не царапать изделие.

В каждой литьевой машине установлена своя пресс-форма. И она производит именно эту деталь. На некоторых фотографиях можно увидеть наклейку с наименованием выпускаемого продукта.
И пока одна дверца движется по ленте с одной стороны, с другой к сотрудникам уже перемещается другая будущая часть устройства.

Кроме современного оборудования есть тут еще одна фишечка. Компания разработала и внедрила во все производственные процессы платформу промышленного интернета вещей для эффективного использования ресурсов — систему EKF Connect Industry.
С ее помощью происходит анализ технологического процесса, анализ режимов эксплуатации, анализ эффективности использования, планирование технического обслуживания и ремонта, прогнозирование отказов на базе ИИ и цифровых двойников, анализ энергобаланса, идентификация энергопотерь, анализ качества электроэнергии, планирование энергопотребления, расчет режимов электросети и многое-многое другое.
По-русски говоря – программулина собирает данные со станков в режиме реального времени, строит разные графики и отчеты, что позволяет более правильно загружать технику и тратить электричество.
И разработали они эту облачную IIoT-платформу сами. За счет использования ее теперь ежедневно повышают эффективность производства (только на энергоресурсах затраты снизились на 15%, а это денежки и немалые).
В дальнейшем они планируют предоставлять доступ российским промышленным предприятиям к этой платформе по подписке. То есть и на розетках зарабатывать и на софте.

Но вернемся к производственному процессу.
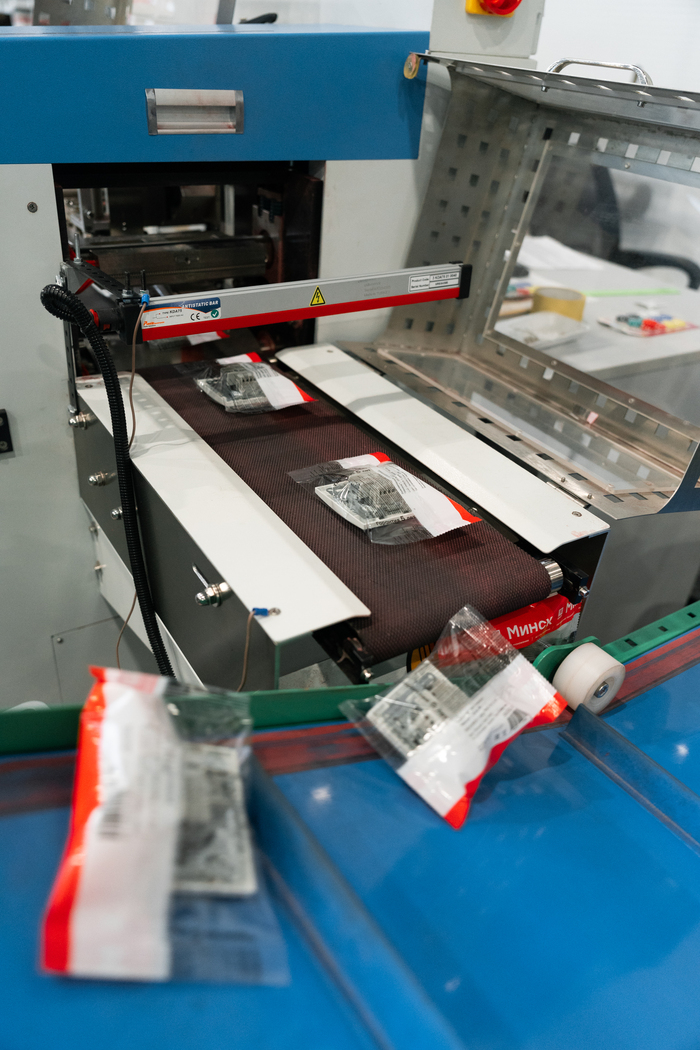
На сборке все закрепляется и упаковывается.
Повлияла ли модернизация и закупка нового оборудования на количественные и качественные показатели? Разумеется. Например, до этого на участке по производству боксов за смену их делали лишь 200 штук, а теперь на выпуск одного уходит минута рабочего времени.

Впереди склад и отправка заказчику.

И это лишь производство одного из наименований продукции.
В Ставрово расположено производство металлических лотков и профилей, пластиковых боксов и распредкоробок, электроустановок и силовых разъёмов, молниезащиты, автоматических выключателей и так далее.

В Александрове (это тоже во Владимирской области) есть еще один завод EKF, но там в свою очередь производство металлических электротехнических щитов и оболочек, телекоммуникационных шкафов и стоек, аксессуаров для щитов и лотков.

Продолжим нашу прогулку.
Собирается все в потоке. Каждый сотрудник (чаще сотрудница – как сказал директор, по его ощущениям, 60% сотрудников - женщины) выполняет конкретно свою операцию.
На всех этапах производства проводят испытательные тесты. Отдел контроля качества тоже наличествует и проверяет все начиная от сырья и т.д.

Восхищаюсь усидчивостью и внимательностью работников. У меня бы через час уже глаз задергался, а они очень кропотливо выполняют задачи день за днем.

Все детали от мельчайшей гаечки до корпуса выпускается тут в одном из цехов. Это уточнил специально для тех, кто продолжает как мантру повторять, что у нас ни гвоздей, ни трусов, ни часов не производят.
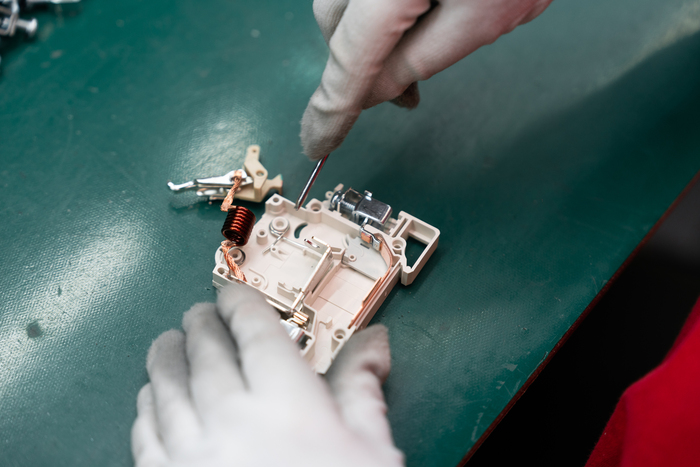
Детали собираются вручную

А упаковывается все на автоматических линиях
Вот такая у нас получилась небольшая экскурсия. Очень надеюсь, что в ближайшее время мы побываем с вами на новом и интересном производстве, где своими глазами сможем увидеть процесс создания ещё какой-нибудь интересной, нужной и разнообразной продукции.

P.S. Не забывайте свой царский-королевский лайк, который мотивирует меня чаще рассказывать вам что-то новое, познавательное и интересное.
P.P.S. По слухам, если вы подписываетесь на мой аккаунт — ваш показатель харизмы увеличивается на 100500 пунктов :)
P.P.P.S. Упомянутый в посте Фонд развития промышленности, кстати, предоставляет займы под 3% и 5% годовых сроком до 7 лет в объеме от 5 млн до 5 млрд рублей, стимулируя приток прямых инвестиций в реальный сектор экономики. Только на производство, правда, выдает – стартапы или исследования в другую дверь. :)
Видели ли вы когда-нибудь счастливого производственника? Я, лично, только в редкие моменты. Обычно, это суровые, серьёзные ребята с матерком и ветерком. Они редко улыбаются, сильно чем-то озабочены, часто на телефоне или глубоко в своих мыслях. Ещё бы! Это одна из самых тяжёлых и разрывных профессий.
Производство – это постоянные отказы оборудования, невыполнение плана, проблемы с людьми, рекламации клиентов, ночные звонки, отсутствие выходных, брак сырья и/или готовой продукции, нехватка места в цеху, отсутствие ресурсов, адская многозадачность, травмы, бунты, невыходы. Что-то закончилось, где-то ошиблись, что-то забыли заказать. Всё это огромной волной концентрируется в производстве, как в финальной точке процесса.
Дома после работы не легче. К сожалению, семья платит очень высокую цену за такую работу. Когда папа (муж) выжат, как лимон – неизбежно, производственные проблемы перетекают в дом в виде ссор, наездов на ребёнка, безучастного просмотра сериалов или даже алкоголя. Папа, возвращаясь домой, всё ещё остаётся на работе. Какое уж тут счастье?
Однажды, я разговаривал с Сергеем – начальником на одном серьёзном производстве. Дело было под Новый Год.
Сергей: Твою ж мать! Сейчас приду домой – нужно ехать покупать ёлку, её ставить, доставать игрушки, наряжать, потом отмечать ещё… Я просто хочу сесть где-то один, налить себе виски, и чтобы никто мне не звонил с работы. И чтобы начальник замёрз где-нибудь. Это моё письмо Деду Морозу…
Я: Плохой начальник?
Сергей: Не то слово!!! Постоянно что-то требует от меня! Спрашивает - какие у нас основные простои? Анализы какие-то, планы мероприятий, процедуры. Почему я должен это делать?
Я: Думаешь не нужно?
Сергей: Нет, конечно! У меня и так проблем хватает. План уже забыл, когда последний раз делали. А тут ещё и бумажками заниматься. А мне кто-нибудь рассказывал как?
Я: А ты спрашивал?
Сергей: А почему я должен?
Другой мой разговор состоялся с зам. начальника производства Андреем из ЦБП. Мы с ним походили по его производству, а потом расположились в кабинете.
- Вот, смотри! – с оживлением тараторил он. – Презентацию для операторов делал, как считается эффективность в классическом виде и аналогии провёл с нашим расчётом (Эффективность там считалась довольно заморочено. Приняли непростую методологию с европейских производств отрасли. Прим.автора). Надо чтобы они понимали – на что могут влиять. Неделю разбирался ночами.
- А вот методология расчёта брака. (тоже замороченный расчёт, вследствие специфики тех.процесса). Здесь также доступным языком разложил, как и что. С финансистами просидел чёрт знает сколько, чтобы самому понять.
- А здесь мы каждую неделю собирали ТОР 3 простоев, планировали мероприятия и смотрели за динамикой. Это уже технолог делал под моим контролем. Я эту идею у соседей подглядел.
И т.д Это не особо даже разговор был. А монолог увлечённого человека. Стоит ли говорить, что показатели на его заводе были одни из лучших?
Андрей счастлив в своей профессии. Сергей её ненавидит.
В производстве, как в отношениях: если женщина хочет расти и развиваться, а мужчина хочет лежать на диване, то такие отношения обречены на провал. Производство – хочет и должно развиваться! Оно должно расти. Это аксиома! Но если производственник не хочет, если он стагнирует, если у него есть только желание сохранить свой мирок в первозданном мире – такой брак распадётся… Или же не распадётся, но все в нём будут несчастливы. До конца жизни.
Поддержание текущего уровня не мотивирует, не восхищает, не влюбляет. Мотивируют прорывы! И да – для этого придётся встать с дивана, учиться, пробовать что-то новое. Но это единственный путь к счастью производственника. Хотя, пожалуй, не только производственника…
Будь, как Андрей – работай с удовольствием!
#мысли
Ещё производственные зарисовки: https://sanya-davay.tilda.ws/
Саня нехотя подвёл Падлу к линии и кратко рассказал о текущем статусе ремонта. Ему совсем не хотелось этого делать, но голова была забита тревожными мыслями, и действовал он почти на автомате. Илюша, как полагается верному подчинённому, не переставал восхищаться находчивости и уму руководителя. Вскоре он отстал и полез в линию к ребятам, проводившим ремонт.
«Вот ведь блядство!» - с горечью думал Саня, направляясь в кабинет и вспоминая слова Илюши по поводу того, что это он послал главного инженера. «Теперь ещё директор вставит в понедельник за это. Можно подумать мало за что ему получать! Вон целый список кляуз наговорили. Ээээх, может и сбудется мечта Юрия Сергеевича, и станет Падла начальником…»
Саня задумался. От былой радости не осталось и следа. Эти эмоциональные качели начали порядком его утомлять. Почему нельзя просто работать и не растрачивать драгоценный ресурс на всякую ерунду? Надо что-то доказывать, играть в какие-то политические игры, оправдываться. Зачем?
Казалось, что основной принцип управления современной компанией – это не принцип эффективности и поиска потерь, а страх. Страх потерять работу, страх потерять доход, страх быть униженным начальником, страх потерять лицо перед коллегами, страх поймать чей-то презрительный взгляд. А ещё страх не выполнить показатели!
Почему некоторые руководители ставят необоснованные цели, напрочь игнорируя такой мудрый и популярный SMART? Понятно, что «сержантский запас» - это обязательный атрибут любого, уважающего себя руководителя, но почему без анализа текущей ситуации? Аргументы: «вот в таком-то городе наши конкуренты делают столько-то», «на соседнем заводе это достигли ещё в прошлом году», «в Европе на этом уровне не работает только ленивый» называются, видимо, «амбициозным планированием». Поставьте амбициозный план, пригрозите увольнением, и вы будете в шоке от результатов…
Ну а если результатов не будет, то это самая благодатная почва для таких стервятников, как Юрий Сергеевич или Падла. Ведь процесс анализа, поиска причин, оценки объективных и субъективных факторов – долог и дорог. Гораздо проще искать косяки, готовить их под соусом собственной экспертности и подавать на стол голодному до простых ответов начальству. В этом клан главного инженера был силён.
Совсем недавно таким же образом загнобили менеджера отдела снабжения. Очень хорошая была девочка. Умная, системная, с хорошим опытом и, самое главное -с большим желанием что-то изменить и наладить процессы. Саня чувствовал в ней родственную душу. Но таких, как он, оказалось немного.
Главный финансист из центрального офиса, которого между собой называли Баба Яга, нашла какой-то предоплатный контракт на один из сырьевых материалов и подняла шумиху на всю Ивановскую с кучей людей на копии. «Почему поставщик материалов на огромные объёмы возит нам по предоплате!?!?!?
Девочка очень системно и чётко отвечала:
- данная закупка исключительно на тестовую партию очень маленькой стоимости
- что поставщик этот не входит в список действующих, хотя ранее таким был, но не прошёл по тендеру
- что сейчас есть предложение на альтернативный материал, очень интересный по цене
- такой материал используют наши конкуренты
- с производством и технологами тесты согласованы
- в случае положительного заключения – основной контракт будет пост.оплатным, о чём есть зафиксированные договорённости
- поставщик надёжный, поскольку раньше работал с нашей компанией
- есть тендерная таблица и экономическое обоснование с экономией в стопятьсот тысяч
- есть проверенная СБ и бухгалтерией отчётность
- получено согласование на данный контракт от всех служб
- и в конце концов – материалы уже поставлены на завод.
Данная переписка длилась дня два. Баба Яга со своим начальством пытались задавать неудобные вопросы, подловить, обвинить в некомпетентности. Но в результате милостиво приняли аргументы и даже поблагодарили. Но осадочек остался. Больше даже в душе у той девчонке. Вскоре она написала заявление и ушла.
Саня встряхнулся. «Деминг смотрит на нас с укором.» - подумалось ему. - «Может тоже так сделать, как эта девочка?» Но он быстро взял себя в руки. Отступать Саня не привык. Да и было интересно победить своё производство и вывести его на новый уровень. Опять же перед Рыскарем было как-то стыдно.
«Ладно. Что там говорил Рыскарь? Базовые условия, смотреть сквозь проблему – в процесс…»
Но в этот момент дверь распахнулась и вбежал возбуждённый Петрович.
«Поехала!!!»
Продолжение следует…
Читать сначала: https://sanya-davay.tilda.ws/
Новосибирский инструментальный завод[35] основан на базе Сестроре́цкого инструментального завода имени С. П. Воскова (первичное название до 1922 года - Сестрорецкий оружейный завод - построен по указу Петра I в 1724 году в окрестностях Санкт-Петербурга на берегу реки Сестра).
12 июля 1941 года было принято решение об эвакуации Сестроре́цкого инструментального завода имени С. П. Воскова в Новосибирск, в связи с началом Великой Отечественной войны и подступом немцев к Ленинграду.
Летом 1941 года эвакуировали цеха, оборудование и перевезли работников с семьями в четырёхэтажное здание бывшей швейно-трикотажной фабрики города Новосибирск, между Октябрьской и Коммунистической улицами, но полностью произвести эвакуацию не удалось, из-за начавшейся блокады Ленинграда. Оставшееся оборудование в Ленинграде, разместили в пустующих корпусах эвакуированного завода «Красный инструментальщик» и организовали там выпуск нового пистолета-пулемёта В. А. Дегтярёва (ППД).
Осенью 1941 года в Новосибирске на новом месте работники завода наладили производство из эвакуированного оборудования. Некоторое время завод выпускал продукцию под маркой Сестрорецкого инструментального завода[5].
К 1980 году Новосибирский инструментальный завод превратился в высокоразвитое, хорошо технически оснащенное предприятие, его продукция экспортировалась более чем в 40 стран мира.
В 1994 году, путём акционирования Новосибирского инструментального производственного объединения, создано ОАО «Новосибирский инструментальный завод». Внедрены новые технологические процессы: автоматические линии безоблойной горячей штамповки и окрашивание методом электрофореза, пластизольное покрытие инструмента и многие другие[9].
В марте 2010 года начато производство взрывобезопасного инструмента с медным покрытием, исключающее появление искр[11][12].
Сегодня Новосибирский инструментальный завод крупнейшее предприятие в России по выпуску слесарно-монтажного инструмента и сертифицированный российский производитель.

ПЕТР I

Здание заводоуправления Сестрорецкого оружейного завода

Проходная Новосибирского инструментального завода

Проходная Новосибирского инструментального завода 2024 г.
Приветствую всех и каждого, уважаю и ценю интерес к металлообработке.
Вашему вниманию видео долбления зубьев эпицикла бортового редуктора Vermeer.
По параметрам:
Станок 5б150 разорванный, модернизированный, ход долбяка 300мм.
dp12 pa20° сталь 20х2н4а, нормализованная в заготовке.
Так же на видео заснял принцип работы долбежного станка. Видно что в момент врезания долбяк двигается на деталь, в момент возврата отводится от детали чтобы не "скользить" по металлу и ее тупить кромку инструмента.
Поскольку мы изготавливаем целиком планетарный редуктор мы используем для проверки естественно измерительный инструмент, но так же используем уже готовое водило с установленными сателлитами для проверки зазора зубчатого зацепления.

Таких редукторов производим от 20 до 60 в зависимости от потребностей заказчиков.
Вопрос - ответ в комментариях ;)
Всем добра!
Ну что, потренировались? А теперь пора браться за дело всерьез.