

Весёлые пекари
Лего | новые идеи в ТГ: https://t.me/+4QnzZAHO3AowNDQy
Лего | новые идеи в Дзен: https://dzen.ru/lego_simply
Лего | новые идеи в ТГ: https://t.me/+4QnzZAHO3AowNDQy
Лего | новые идеи в Дзен: https://dzen.ru/lego_simply
Порой не нужен ни ЧПУ, ни миллионы настроек, просто берёшь фрезер в руки и идёшь слушать, как поёт дерево. Терпение, тьма пыли и вуаля, рождается форма.
Сложно, шумно. Зато душевно.
Такой шедевр грех обойти стороной
Одна из фанатов Alan Wake 2 воссоздала в формате LEGO отрывок из клипа Herald of Darkness, который стал буквально визитной карточкой игры
В итоге сама студия Remedy заметила девушку и поблагодарила за работу. Она собиралась сделать весь клип целиком, кстати...
Осторожно, опять бессвязный текст и фотографии. Продолжение мазохистской серии.
Вторая часть: Доделка китайского токарного, Часть 2
Я заранее прошу прощения, что в истории отсутствуют фотографии процесса, и приходится довольствоваться рендерами или фотографиями пост-фактум. На тот момент эта работа сопровождалась хламом, стружкой, освещением в виде лампочки ильича и промаслеными, чёрными от грязи руками. Не то, что хочется фотографировать, и тем более показывать.
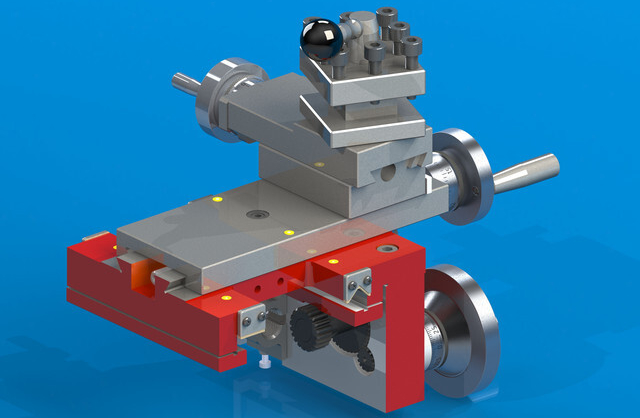
Итак, станок получил доработку станины, которая, разумеется, не не превратила его в абсолютно твёрдое тело, но позволила полностью устранить конструкторский дефект жёсткости, путём перераспределения реакции опоры с 2 точек до 5, с равномерным интервалом.
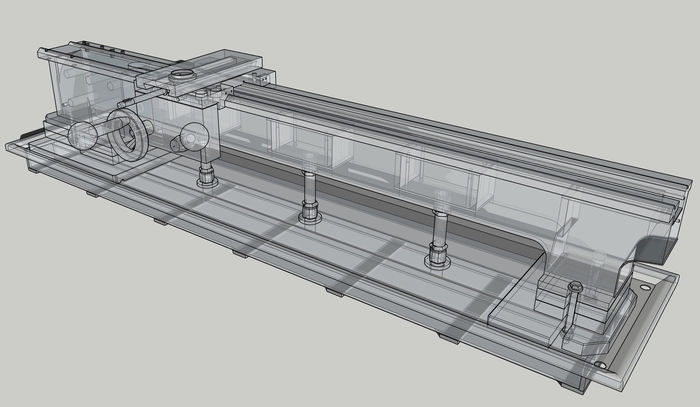
на скриншоте отсутствует внутреннее армирование опорной плиты, но по факту оно есть, как и диагональные внутренние пространственные связи (как суслик из ДМБ)
Внутренние полости были забетонированы, опирание вынесено на железобетонную конструкцию, превосходящую прочностные характеристики станины чуть ли не на порядок.
Я не буду здесь выстраивать эпюры напряжений, для этого в том же ютубе есть люди гораздо умнее и образованнее меня, достаточно сказать, что прогиб станины до армирования и привязки достигал 8 соток на скручивание и до полутора десяток (!) на прогиб, в зависимости от точки приложения силы. После добавления экзоскелета прогиб ушёл в ноль, а скручивание не доходит и до сотки, и то, при крутящей нагрузке несоразмерной нормальной силе резания. Но здесь речь идёт не о 16к20, а о китайском макете настольного станка, массой в 80 килограмм.
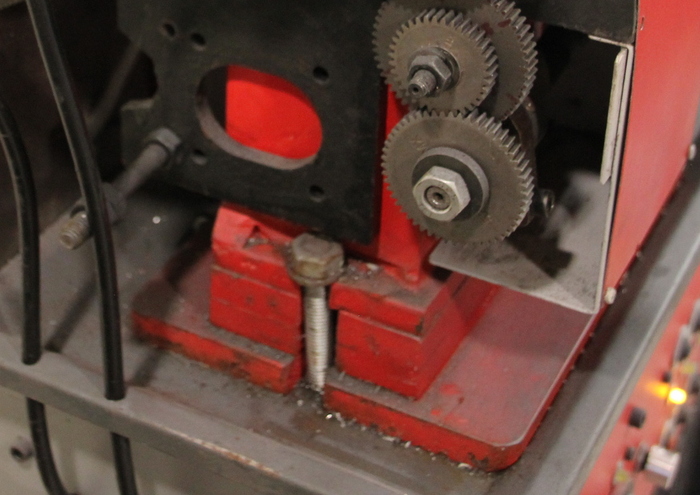
После бетонирования станины, ублюдочному мотору не осталось места, и он был был перенесён на 8 сантиметров влево, на той же монтажной пластине, закрепившись на 2 болта. Этого оказалось достаточно для работы, и станок смог кое-как вытачивать для себя же детали.
Искренне не понимаю рассказы проплаченых ютуберов, нахваливающих это "киловаттное" недоразуменее. С включённой продольной автоподачей в 0,152 мм на оборот, и съёмом по алюминию 1,5 десятки на радиус, двигатель нагревался до запаха подгорелых обмоток.
И да, я знаю про режимы резания, соотношения подачи и оборотов к диаметру заготовки, углы заточки резцов и т.д, Суть в том, что мотор - дерьмо, и рассчитан на достаточно узкий диапазон оборотов и подач. Под стать мотору сделан и привод со станиной.
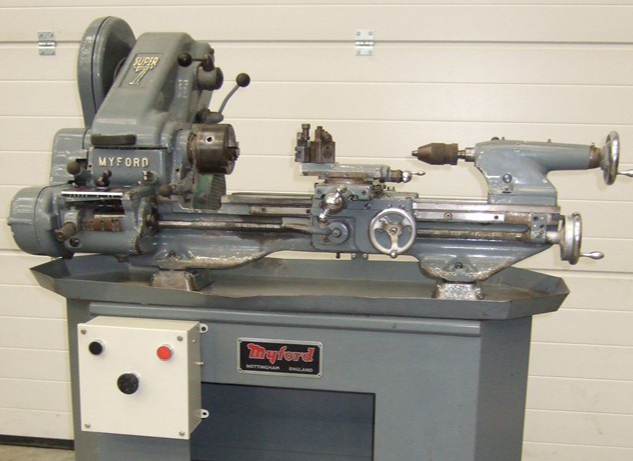
Если сравнить хрен с пальцем с 300-ваттным однофазником у антикварного Майфорда, который позволял гораздо больше, то становится грустно.
Очевидное решение - замена мотора. Как обычно водится у нищебродов, со свалки притащил 4-х полюсной асинхронник на 1100ватт, поменял подшипники.
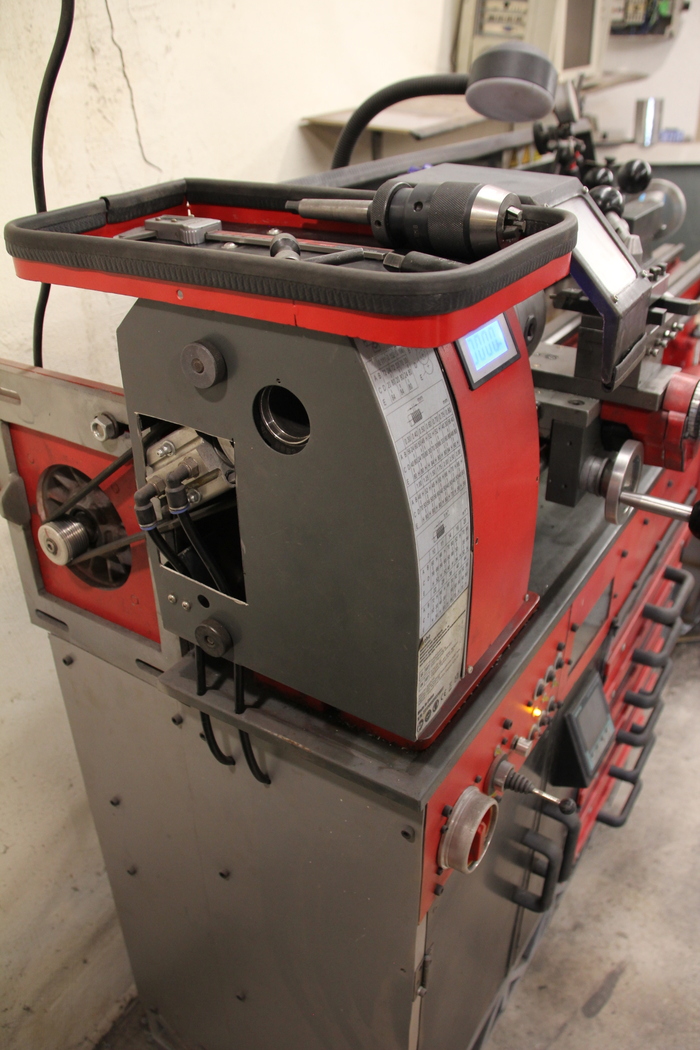
Так как мне важны не обороты а крутящий момент, который ограничивается только жёсткостью станины, выточил шкивы с профилем PJ-8 и соотношением диаметров 1:2 (40мм на моторе и 80 на шпинделе), что даёт до 1500 оборотов в минуту на 100 герцах при трёхфазном питании из однофазной сети.
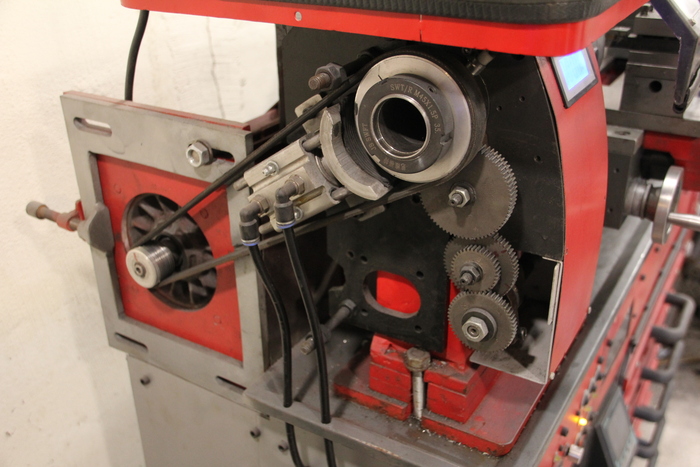
Такой диаметр шкива позволил воткнуть пневматический тормоз шпинделя, работающий от внутренней пневмосистемы станка. Контактная поверхность тормоза сделана до примитива просто - кусок ремня с PJ профилем. 8 атмосфер рабочего давления держат намертво, а благодаря центровке, шпиндель не смещается при срабатывании. Это сильно расширяет возможности станка, позволяя фрезеровать или строгать, плюс потенциальная возможность установки координатного привода, добавляющего ещё одну ось обработки.
(Унылое отступление: при диаметре поршня пневмоцилиндра 50мм, рабочем давлении системы 8бар, F = h * (π/4) * D² * p, получаем силу давления тормоза 160,17кгс, учитывая коэфициент трения резина-алюминий в 0,51, F = μN, получаем силу трения скольжения в районе 730 ньютонов, даже без уточнения площади контактной поверхности. Это реально намертво, в масштабах настольного станка и прилагаемых усилий, при этом недостаточно для деформации оси шпинделя или вреда радиально-упорным подшипникам)
И для реализации тормоза не потребовалась никакая художественная самодеятельность от ютуб изобретателей, вроде эксцентриков, наждачки, вкрученных болтов, или мотоциклетного суппорта. Шизофрения не даёт пользы делу, хотя, возможно, и окрыляет идеями.
Срабатывает тормоз при открытии защитной шторки, (вместе с разрывом контактора привода, отключаемо, как защита при вылете заготовки) либо с кнопки на панели управления, через 24вольтовый пневмораспределитель.

Компрессор частично самопальный, однопоршневой, 150ватт. Используется заодно для аэрографа. Выточил поршневые уплотнители из графитонаполненого фторопласта, и заменил прессостат с 4 на 8 атмосферный, мощности мотора хватает. Ресивер из гелиевого баллона для воздушных шариков, обвязка в основном из гидравлики со свалки.
Плюс виброразвязка от корпуса. Работает чуть громче холодильника, с 5 атмосфер начинает немного тарахтеть, но не критично. Производительности впритык хватает для работы системы подачи смазочно-охлаждающей жидкости в зону резания. СОЖ при этом не струйная, а мелкодисперсионная, минимум разбрызгивания, как и тормоз, включается с кнопки.
Двигатель станка питается от частотного преобразователя, с векторным режимом управления, то есть умеет отслеживать динамику нагрузки и регулировать мощность без задержки срабатывания, поддерживая одинаковые обороты на холостом и под нагрузкой.
(То есть именно так, как обещали дядя ляо и перекупщики с толпой ютубных рекламщиков для родного мотора)
Диапазон нормальной работы от 0 до 100 герц. При этом возникают неприятные для слуха резонансы только в диапазоне от 83 до 86 Гц
Разумеется, все параметры настраиваются, есть плавный пуск, торможение постоянным током, защита от обрыва ремня, защита при блокировке шпинделя при врезании в патрон (к счастью пока не проверял)
Управление оборотами с панели, спаял внешний генератор опорного напряжения 0-10вольт, который по 1 проводу и передаёт значение на частотник.
Запаса мощности мотора хватит чтобы сломать руку при попытке остановить. даже на околонулевой скорости
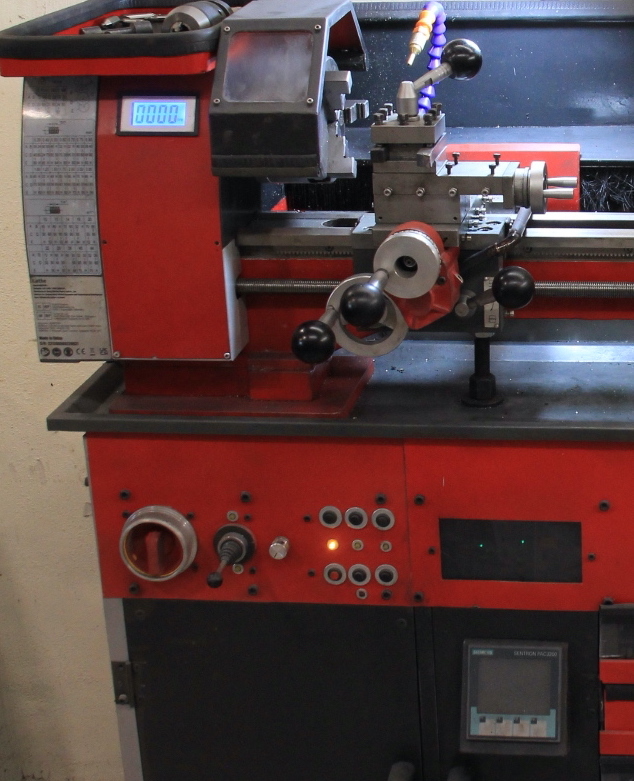
Направление вращения шпинделя задаётся 4-х позиционным джойстиком, без фиксации.
Вниз - нормальное вращение, Вверх - реверс. эти две позиции после нажатия удерживают своё состояние, несмотря на отпущенный джойстик, подсвечивая выбранное направление на панели светодиодом. Отключение режима производится повторным нажатием, реализовал защиту от дурака, включить одновременно реверс и прямое вращение невозможно.
Позиции влево и вправо включают вращение с минимальными оборотами, в районе 5 герц. Идеально для нарезания резьбы плашкой или метчиком, бедром нажимается рычаг джойстика, при отпускании автоматически срабатывает плавное но быстрое торможение и чуть ускоренный реверс для вывода инструмента. Разумеется тоже есть защита от дурака, привод не включится на полные обороты.
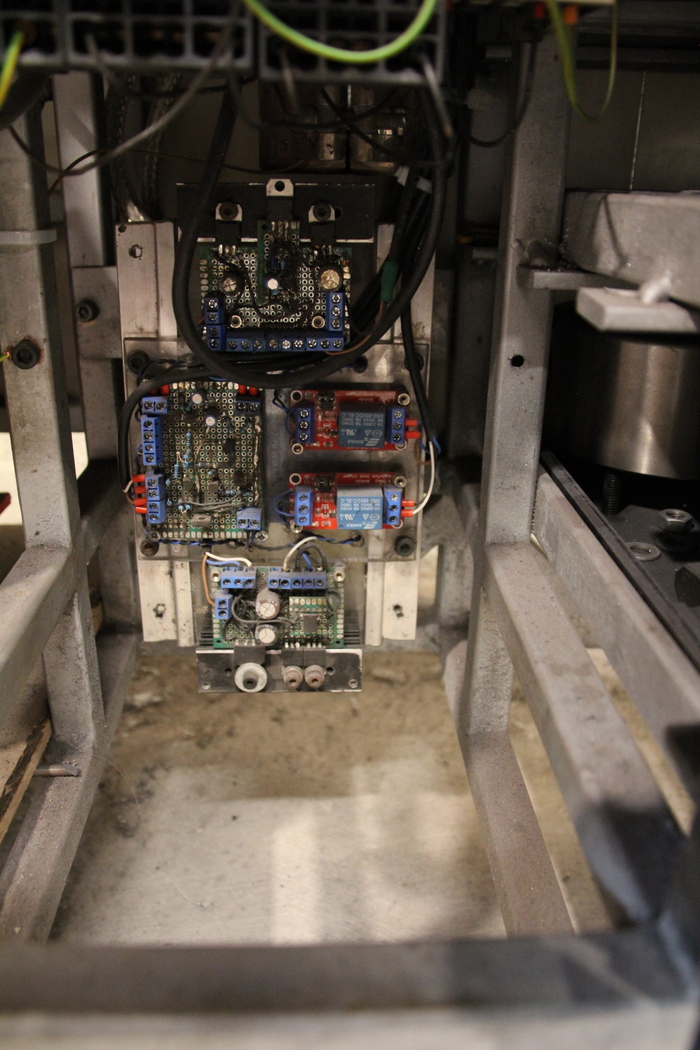
(схема не горелая, просто грязная и спаяна на коленке, основная плата не в кадре, на нижнем слое)
Замыкание контактов джойстика передаётся на самодельную говноплату, у неё на борту стабилизатор питания +5 и +12в, два релейных вывода на частотник и двухканальная схема запоминания состояния нажатия. По сути энергонезависимая транзисторная ячейка памяти на 2 бита.
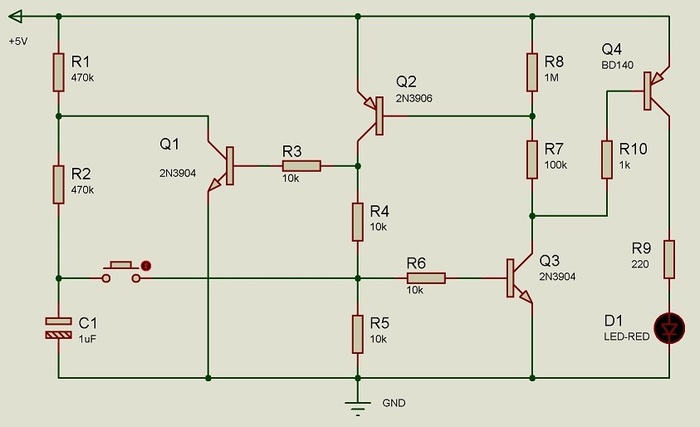
История, к сожалению, не сохранила окончательного варианта схемы. Я начинал с этой, которая оказалась полным дерьмом, реагировала на помехи и сбрасывала выходное состояние по произвольным причинам. В итоговом варианте от этой схемы осталась только общая идея. Были добавлены входные триггеры, фильтрация сигнала, выходной каскад, и т.д.
Короче говоря делать нечего человеку, напильником из паровоза самолёт наколхозил
Балластный резистор на частотник был сделан промышленного кольцевого резистивного нагревателя для трубопровода подачи расплавленного полипропилена. Потому что был в наличии и нахаляву. Чуть перемотал нихром на нужное сопротивление и смонтировал на куске алюминиевой трубы для теплоотвода. Снова работающие, вопреки здравому смыслу орочьи технологии)
Электрошкаф собран тупо на 24в контакторах, по той же причине. Свалка, халява, ремонт.
На передней панели воткнул сименсовский Sentron PAC-3200, в качестве счётчика электричества, моточасов и амперметра.
В следующей части расскажу про доводку механики станка до более-менее вменяемого состояния.
P.S. ничего не рекламирую, зарабатываю на кусок хлеба сам, донаты не прошу, услуги и подписки не предлагаю, спасибо.
Оглавление:
Часть 1, покупка: Дендрофекальное, или доделка китайского токарного, Часть 1
Часть 2, начало работы: Доделка китайского токарного, Часть 2
...Вы находитесь здесь...
Часть 4, механика: Доделка китайского токарного, Часть 4
Часть 5, финишная прямая: Доделка китайского токарного, Часть 5, Финал
Часть 6, постскриптум: Доделка китайского токарного, Часть 6, Итоги двухлетних мытарств
Тут коллеги, продвигающие инженерный хаб @hubdelo выкатили пост про нитевидные кристаллы (они же "усы", "вискеры"). И почитав комментарии я хочу немного расширить кругозор аудитории. Ну и надеюсь подписанные на меня инженеры поправят меня.
Есть разные интересные явления, про которые уже знают материаловеды. Потому что предшествовало этому "АААааа пиздец все сломалось, мы не знаем почему, все делали правильно!!!!1111" И в процессе дотошного расследования, изучения того, что осталось, натыкались на разные явления. Давайте познакомлю с некоторыми из них:
Оловянная чума.

Олово имеет аллотропные модификации, как например углерод. Алмаз и графит сделаны из одинаковых атомов углерода, но в по-разному построенных кристаллических решетках, поэтому один прозрачен и тверд, а второй черный и жирный. И если есть подходящие условия, то вещество может из одной формы переходить в другую. Так и олово при комнатной температуре находится в виде β-формы ("белое олово"), твердого блестящего металла. При температуре ниже +13С оно может переходить в α-форму ("серое олово") - серого рыхлого порошка, как на фото справа. Но процесс этот крайне медленный, и заметным становится при сильном (-30С) морозе или при наличии загрязнителей. В частности автор этого фото (http://www.periodictable.ru/ горячо рекомендую) для ускорения процесса добавил на правый конец кусочек антимонида индия, как затравку.
С последствиями оловянной чумы столкнулась экспедиция ТерраНова полярника Скотта. Представьте, вы посреди ледяной пустыни возвращаетесь замерзшие, к ранее разбитому лагерю с припасами, а там все топливо вытекло. Потому что жестяные банки тогда запаивали оловом.
Сейчас с этим борются добавками разных металлов. Так достаточно добавить примерно 2% висмута и проблема больше не появится.
2. Нитевидные кристаллы.
Они же "усы", они же "вискеры". Самопроизвольно вырастают из разных покрытий (не только олово, усы дают покрытия из цинка, кадмия, серебра, золота) тончайшие и длинные кристаллики.

Причем, это именно кристаллики - они имеют идеальную структуру, поверхность. Их прочность близка к теоретическому максимуму и ученые мечтают научиться их выращивать по заказу, пока получается с переменным успехом. Но инженеры от них не в восторге, просто посмотрите какой пиздец:

Проектируешь печатную плату, делаешь зазор в 8 мм, что дофига, а тут из лужения спустя несколько лет вырастает такой кристаллик и устраивает короткое замыкание. Причем, в зависимости от цепи, может устраивать как временные, самоустраняющиеся неисправности, если цепь сигнальная, так и стать инициатором дуги, с последующим фейверком. Гарантированного рецепта предотвращения роста усов нет, но есть шаманские практики, соблюдение которых сводит вероятность их появления к минимуму. Например добавление более 3% свинца к олову. Но против этого выступают экологи (гуглить "ROHS"), поэтому приходится снова развлекаться с добавлением висмута.
3. Электрохимическая миграция
Явление, когда при наличии влажности, загрязнений и приложенного напряжения, на катоде начинает расти кристалл металла дендритной формы. Он тоже может устроить короткое замыкание.

Кристаллы появляются только под напряжением, в отличии от усов. При определенных условиях, могут прорастать ВНУТРИ диэлектрика

Рецепт борьбы - тщательная отмывка печатной платы от следов флюса, отпечатков от пальцев. Защита от пыли (которая хорошо удерживает влагу) и покрытие всего защитным лаком. "Безотмывочные" флюсы надо отмывать, если хотите долгой работы:


4. Электромиграция.
С этим эффектом сталкиваются разработчики микросхем. Слои металла там микроскопические, а токи, по местным масштабам, огромные.

Если объяснять суть эффекта пятилетнему ребенку - в металле, между атомов перемещаются электроны. Иногда эти электроны могут дать атому пенделя в сторону своего движения. Если электронов движется много, температура высокая - то вполне можно напинать ощутимую горку атомов в одном месте с образованием ямы в другой.

Поэтому процессор в вашем компьютере может умереть в один прекрасный день, особенно если он горяч, а техпроцесс его тонок. Вообще температура - основной ускоритель процессов, в том числе приводящих к старению и отказу электроники.

5. Диффузия
Вы разработали красивую печатную плату с контактами по краю, и решили шикануть на все деньги и покрыть медные дорожки, в том числе и контакты золотом. Это и защита от коррозии, и обеспечение хорошего контакта, и паяется такая плата отлично. Но что же происходит:

Красивое золотое покрытие очень быстро исчезает - из-за взаимной диффузии меди и золота. Поэтому при покрытии золотом, создают разделительный слой из никеля - он препятствует взаимной диффузии.

Объявляю срач в комментариях открытым) Наде наброшу в виде плашки для донатов:
Я довольно частенько проектирую электросхемы и заказываю производство печатных плат на известных сайтах. Паять SMD детали особых проблем не составляет, но всё же использовать для этих целей паяльную пасту несколько проще. Однако, с ней возникают сложности в нанесении, - кто сталкивался, тот поймет. И специально для удобного нанесения существуют SMT трафареты:
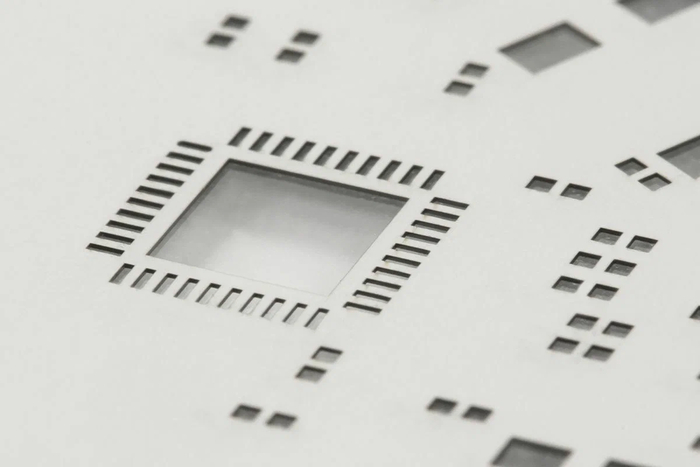
Пример SMT трафарета, взятый по первой ссылке в гугле.
Приложил на плату, размазал паяльную пасту и готово. Легко и быстро. Конечно, там где заказываешь производство печатных плат, можно заказать и трафарет, но это хорошо если нужно произвести сборку большого количества плат. А если нужно всего несколько штук? Или например находишься на этапе отладки схемы, или просто деталек много и руками паять очень не хочется? Я подумал, что можно воспользоваться 3D печатью и у меня как-раз есть принтер. Надо попробовать!
Первым делом, надо погуглить, как вообще преобразовать PCB разводку в понятный для 3D редактора формат? В качестве 3D редактора я привык использовать Fusion 360. И на Ютубе есть небольшой ролик как это сделать: Экспортировать из EasyEDA нужный слой в PNG формат, вставить картинку во Fusion 360, откалибровать размер, и сидеть ручками в скетче обводить растровые пиксели нужных "дырок". Серьёзно? Да ну нафиг, должен быть способ проще и точнее.
Так, из более менее понятных форматов, в скетч Fusion 360 можно импортировать: Растр (Canvas), то есть картинку - Это нам не подходит, обводить ручками вообще ноги не чешутся; SVG - вот это уже интереснее, попробуем. Экспортируем из EasyEDA нужный слой и границы платы в SVG:

Экспорт в SVG
Импортируем его в скетч во Fusion 360, и наблюдаем "ничего". Не прокатило. Ладно, что еще можно: DXF - пробуем его. Экспортируем из EasyEDA в DXF, импортируем в скетч и видим:

Импорт DXF в лоб
Что-то какая-то фигня, но уже ближе. Значит надо ползти в сторону DXF.
И тут, совершенно случайно, я попробовал поиграться с FreeCAD. Попробуем импортировать что-нибудь в него. Попробуем импортировать DXF. Для этого создаем параметрическую деталь, и сразу файл - импортировать, находим ранее полученный DXF. Получаем такую же фигню как и выше на картинке. Наверное EasyEDA как-то не правильно экспортирует в DXF. Ладно, а если SVG? Выбираем, файл SVG, указываем что "SVG as geometry (ImportSVG)" и....

Импорт SVG в FreeCAD
Да! то что нужно. Удаляем фон, нам он не нужен, и всё лишнее, если есть. Далее можно уже все сделать во FreeCAD, но я хочу во Fusion 360 засунуть. Значит выбираем все объекты (Ctrl + A), и жмём Файл - Экспортировать, выбираем "Audodesk DXF 2D (*.dxf)"

Экспортируем в DXF
Возвращаемся во Fusion 360, и импортируем в скетч сохраненный DXF. И о чудо! В этот раз всё получилось как надо.
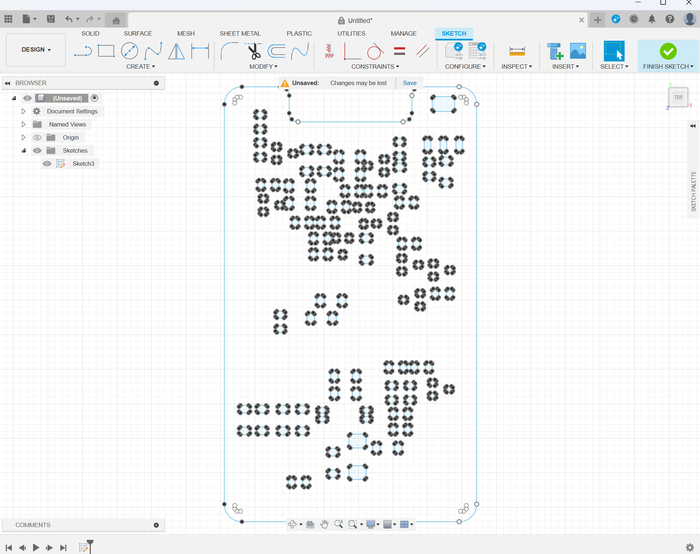
Импортированный DXF
Если посмотреть на границы платы, то можно увидеть, что некоторые точки соединений белые, - это не замкнутый контур. Вот тут надо немного поработать руками. Удалить прямые линии с этим точками, и провести их снова. И вуаля, контур замкнулся:

Замыкаем контура
Далее надо используя инструмент "Offset" немного адаптировать размеры контактных площадок для печати. Их надо немного увеличить. 0.2 мм будет достаточно. Это нужно, чтобы компенсировать погрешность печати принтера, а также влияние такого недуга как "слоновья нога". В целом, если "пятаки" 2х2 мм, то этого делать не обязательно, но вот если они меньше, то надо увеличить, иначе после печати они либо "заплывут" филаментом, либо будут настолько мелкими, что паста просто не будет толком через них продавливаться и просто их забьет. Так же надо обратить внимание на пятаки "многоножек" типа SOT-23-6 и т.п., принтер не сможет пропечатать такое расстояние между ног, слишком мелко. Тут рекомендую просто слить их в "единую" ногу - паста при расплавлении сама разбежится по пятакам.

Offset +0.2
После работы с пятаками, лишние линии удаляем. И приступаем к границам платы. Выделяем все линии границы (точки соединения не выделяем, только линии), и делаем Offset на + 1.2 мм и на + 0.2 мм. Из которых 0.2 мм - это будет зазор между платой бортом трафарета и 1 мм - это толщина бортика. После чего удаляем линии изначальных границ, - они больше не понадобятся. И финишируем скетч.
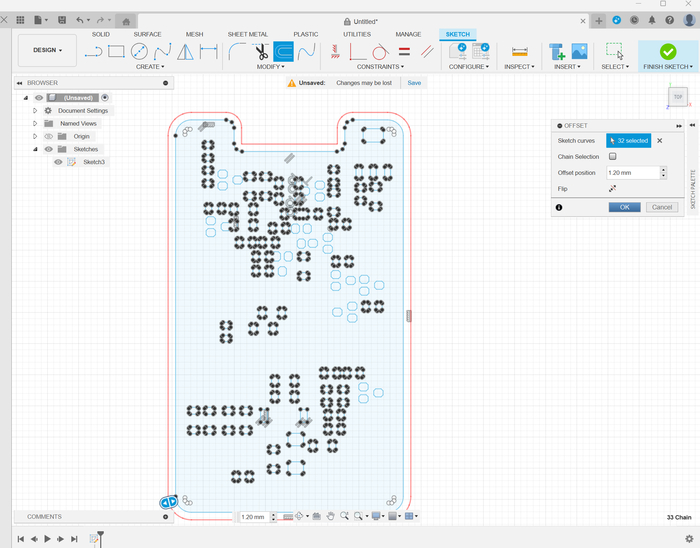
Границы платы
Далее инструментом выдавливание, выдавливаем трафарет на 0.3 мм (меньше не выходит, т.к. принтер первый слой нормально от 0.2 мм ложит, + 0.1 мм на второй слой, чтоб по прочнее было). И выдавливаем бортик на 1-1.5 мм, в зависимости от толщины платы.

Готовый трафарет.
Дальше экспортируем в STL, идём в слайсер, нарезаем и печатаем.
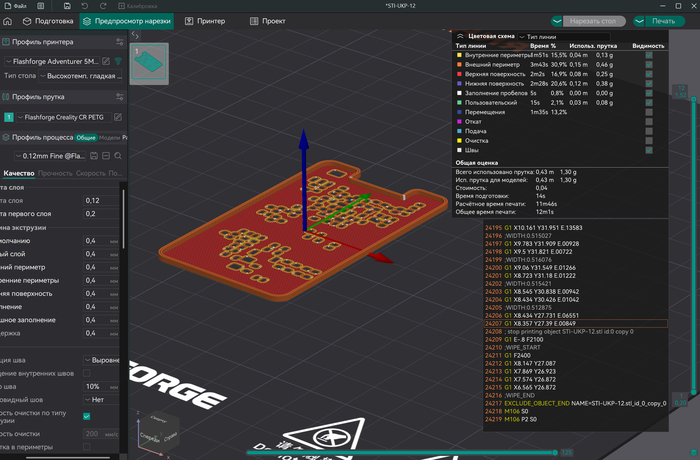
Готовим к печати.
Для печати я использую PETG, скорость занижаю до 40 мм. Нас спешить тут не надо. Печатаю на PEI пластине, рельефность не мешает.

Печатаем
И спустя 10 минут получаем результат. Сразу посмотрим на просвет, - все ли площадки пропечатались.

Смотрим на просвет.
Да, всё отлично. Осталось примерить на печатную плату.

Два брата акробата - один трафарет, другой зелёный
Смотрим что получилось. Трафарет надевается с небольшим малюсеньким натягом, то что нужно и никуда не убежит.

Результатом доволен
Отлично, все на местах! Можно мазать паяльной пастой, раскладывать компоненты и в печь до хрустящей корочки!
Да, конечно использовать для этих целей фотополимерник было бы лучше, но имеем, что имеем.
А на этом у меня всё. Спасибо за внимание! Надеюсь кому-нибудь пригодится.












