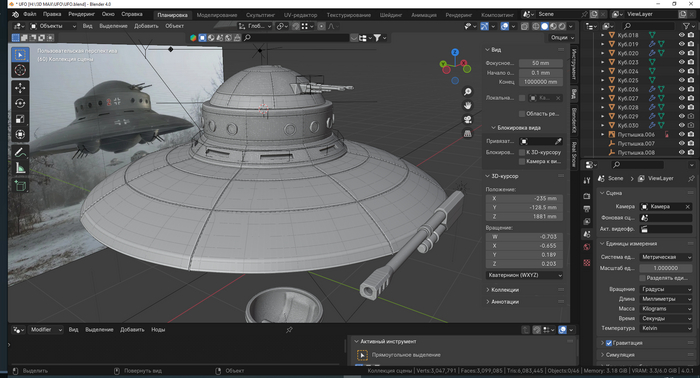
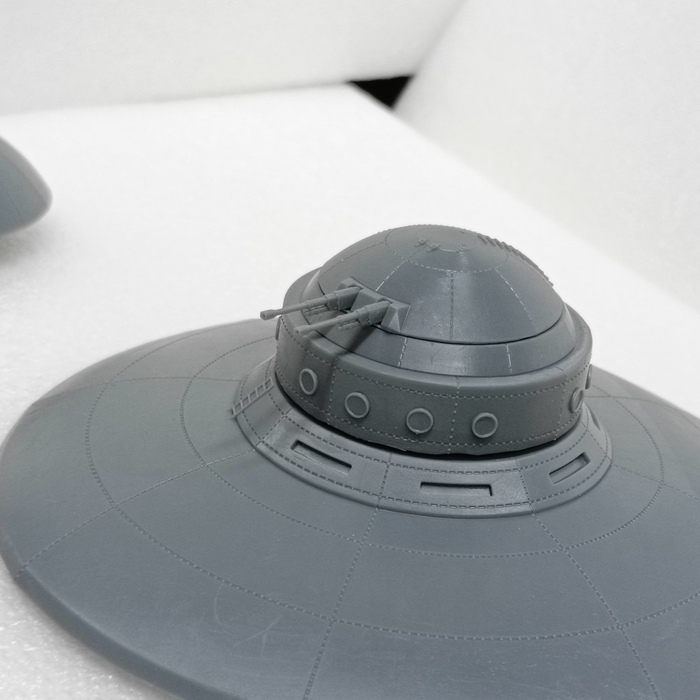
Заказали мне, значит, распечатать на 3д принтере модель вот такой тарелки для создания диорамы,
референс из интернетов
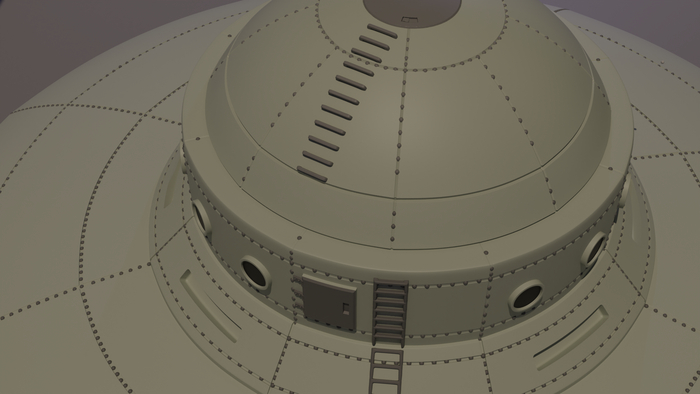
а это значит что ее нужно сначала смоделировать, ну расчехляем blender и понеслась, заранее зная о очень маленьком масштабе слишком сильно не углубляюсь в детализацию
В процессе работы, хотя здесь уже все готово
Скриншотов прям процесса не делал, не ожидал что захочется пост пилить (здесь уже все готово)
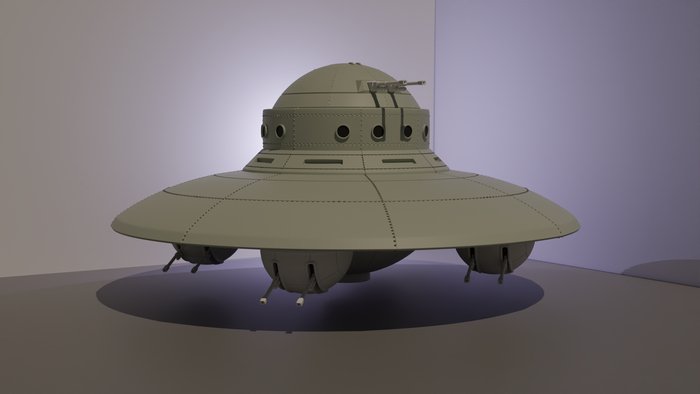
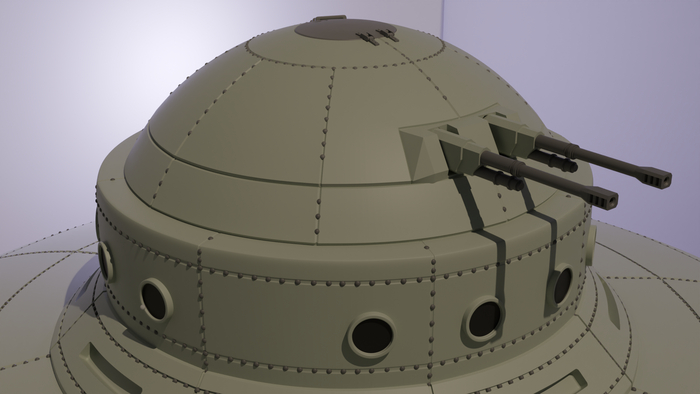
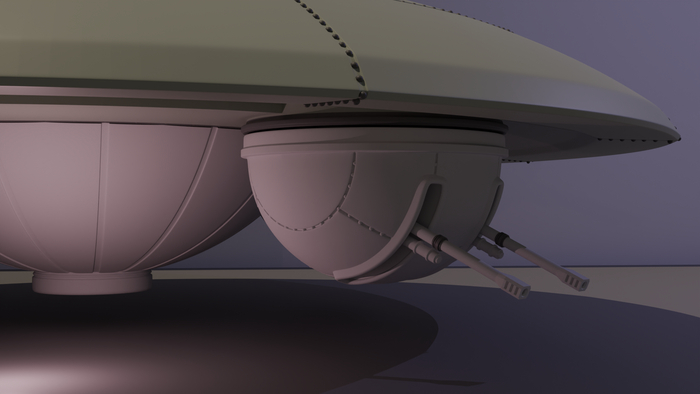
А вот пара рендеров:
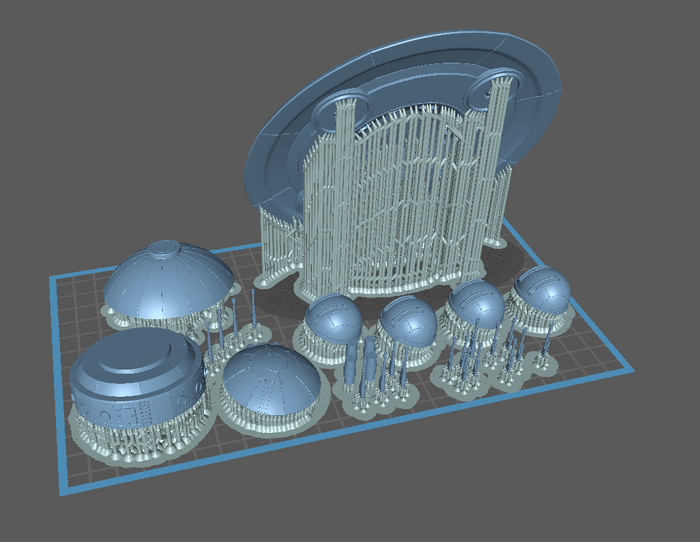
Самое весело позади, теперь 3д печать, расставляем поддержки нарезаем и заливаем на флешку
расставил поддержки (госпади как же я ненавижу читубокс)
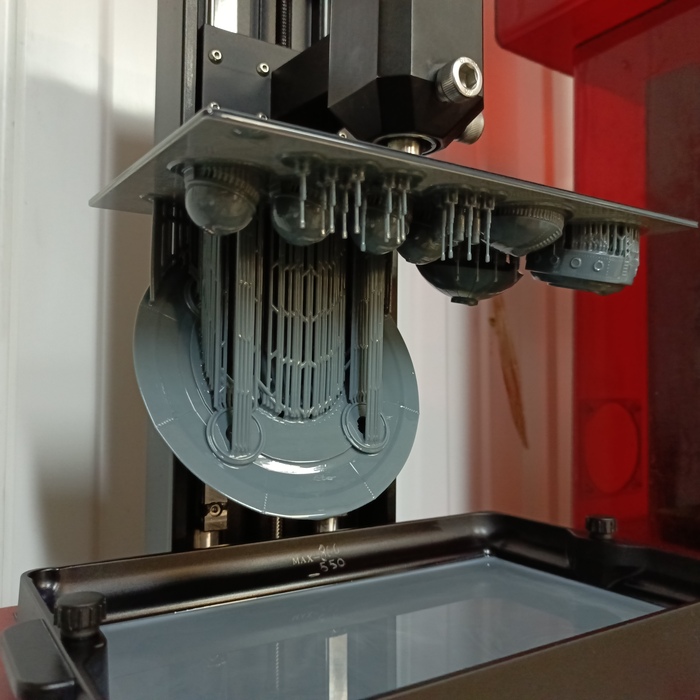
Отправил на печать, каких то 7 часов и вот результат
Далее моем под краном, сушим засвечиваем в ультрафиолетовой камере (тоже не заснял),
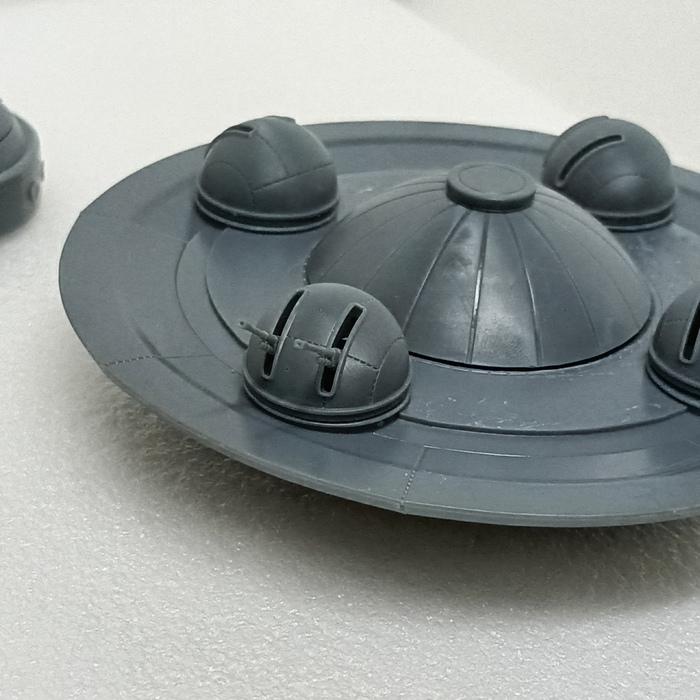
А вот и результат (финальную обработку, сборку и покраску будет делать заказчик по этому местами поверхность выглядит не очень)
Диаметр тарелки всего 13 см
Вид снизу
Все готово и скоро тарелка отправится к заказчику Вот такое интересное задание удалось выполнить =) Всем спасибо за внимание! Задавайте вопросы, если есть, с удовольствием отвечу)
Коллеги, сегодня хочу Вам рассказать об такой элементарной, важной и опасной штуке как камера избыточного давления (автоклав).
Данное оборудование необходимо при множестве технологических процессах:
Литье пластиков в силиконовые формы.
Полимеризация композитных материалов.
Изготовление крупногабаритных восковых моделей.
В общем основное ее применение это процесс перехода жидких материалов в твердое состояние с обеспечением минимального количества пор и обеспечением максимальной пробиваемости при сложной геометрии формы. Данный процесс происходит за счёт всестороннего давления газа на массу материала, в следствии чего имеющиеся в растворе пузырьки схлопывается и выходят на поверхность.
Как всегда все начинается с проекта.
Мне необходима довольно таки большая камера. Для этого я выбрал трубу ф400мм по внутреннему диаметру и толщиной стенки 6 мм. Высота внутреннего цилиндра так же 400 мм.
Поскольку процесс происходит при рабочем давлении 6 бар стоит и объем у нас 50 литров, стоит подумать о повышенной надёжности конструкции (так как у мамы я один).
И так решено по толщинам:
Труба бесшовная 6мм
Дно 10мм
Торец 10мм
Крышка 8мм
Ручку делаем 5 мм с расчетом на то, что она добавит прочности на изгиб крышке.
Крышка и торец. Здесь хочу заострить на минуту внимание.
Овал, конечно же овал, как на скороварке у бабушки, делаем это для того, что бы за 3 секунды одним движением мы засунули и поджали крышку, необходимо это делать быстро, так как многие смолы так называемые пятиминутки имеют очень маленькое время жизни, мы успеваем их дегазировать, залить в форму и после этого скорее помещаем в автоклав! Пропорции размера овала не скажу, но я крутил в 3д, что бы минимальное пространство требовалось для разворота крышки.
Начертили, трубу отрезали, детали нарезали на лазере, все детали у нас ст3.
Далее варим
Такие вещи я сам варить боюсь, обратился к профессионалам. Далее порошковая покраска.
Покупаем манометр, тройник и 2 шаровых крана.
Крышку по контуру проклеиваем дверным уплотнителем, я беру D образный профиль.
Далее ее испытываем, это очень важный момент. Для испытания я наполнял ёмкость водой и давал 8 бар, больше компрессор не осиляет. Подержал ночь под давлением
В принципе все, начинаем пахать.
Так выглядит через 3 месяца работы, уплотнитель пора менять.
По этим же мотивам далее изготовил себе бочку 600 мм высотой, вес уже больше 70кг.
Приветствую, дорогие подписчики и любители DIY. Собрал материала на 3-й выпуск. Поехали:
1) Ключ Mercedes W153 1941 года
Казалось бы, простой ключ, но за ним скрыты часы работы: нарисовать, потренироваться сделать, замерить, подобрать секрет, обработать. Как итог: клиент не верил своим глазам, очень рад, а для нас — интересная работа.
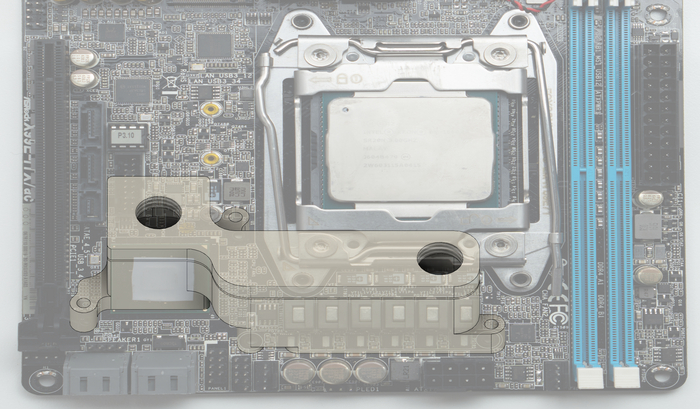
2) Кастомный блок водяного охлаждения компьютера
Интересное задание для кастомного компьютера. Водный радиатор охлаждения, объединяющий две точки отбора тепла в одно тело. Сделан методом фрезеровки из плиты меди. Дальше сварен лазером в одно тело, отполирован вручную и покрыт никелем, проверен на герметичность. Встал как родной, заказчик доволен, говорит работает очень хорошо, большой запас теплоемкости.
3) Переходник для стоматологической установки
Сделан из титана. Сложность в том, что во всю длину внутри сделано сверление канала 0.25 мм. Технари, надеюсь, поймут насколько это сложная задача. Сделан вручную на ручном китайском токарнике.
4) Бакли для часов
Сплав — тимаскус. Дальше их ждала обработка от заказчика. Часы делает наш отечественный энтузиаст. Раньше заказывал бакли и другие детали в Швейцарии, теперь пробует локализоваться. Сказал, что всё получилось и мы ничем не хуже. Очень приятно 🫡
5) Шестерни
Делаем очень много разных шестерен, очень много и очень разных.
Слева шестерня дорогая фрезерованная с правильной эвольвентой и общей верной геометрией, а справа 3д печать, думаю, что разницу наглядно видно. Заказчик эксперементировал. Результат такой, что 3д печать сожрало, а фрезерованная продолжает работать как положено. Часто клиенты жалуются, что у нас стоит 5 рублей, а вот там делают за 1 рубль, вы оборзели, «разность технологий» — говорим мы.
6) Адресники
Наш лазерщик Егор придумал себе развлечение в виде изготовления разных интересных адресников. Не то, чтобы популярное направление, но мы делали адресники для тигра (на фото), пумы и медведя. Если вы найдете медведя — вы будете знать куда звонить )))
7) Семейный герб
Рисовали и согласовывали примерно пол года. Заказчица хочет оставить своим детям. Надеюсь, дети будут рады и оценят по достоинству такое изделие.
8) Эмблема Maseratti для ключа
Любимая машина клиента — классическая «Квадрапорте». Восстанавливал клиент ключ, эмблему оригинальную нигде не заказать. Вот мы сделали. Классно?
9) Эмблема для Волги
Энтузиаст стоит проект на базе Волги, попросил сделать свою надпись в стиле оригинальной волговской надписи. Крепится на штифтах.
10) Крепление для камня
Еще одна семейная реликвия. Задача была придумать крепление для камня, вот придумали и сделали такой дизайн. По-нашему выглядит органично.
11) Кастомная приборная панель для мотоцикла
Придумали, нарисовали, сделали, переделали, еще раз сделали )
Получился весьма рабочий вариант, хоть и не самый удобный, но родных пультов больше нет.
Всем привет. Решил опять немного разбавить ленту авторским контентом. Но как всегда хорошая мысль приходит поздно. Фотопроцесса не делал, но снял видео. Для тех, кто не любит видео будут скриншоты с описанием процесса, относительно хорошего качества. Для не любителей читать - короткое видео. Итак, что имеем- советский усилитель звука Амфитон у 002 hi-fi stereo... i7s lite pro max.... )))
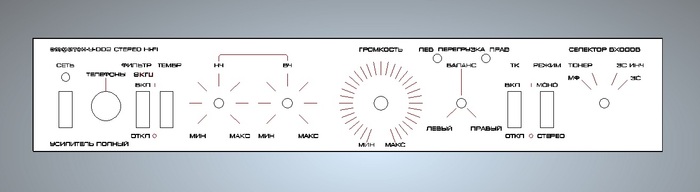
Фото после реставрации передней панели.
Ходят слухи, что этот усилитель достаточно посредственного звучания, но, мое субъективное мнение, играет отлично. Наравне с японским усилителем 70х годов, который стоит дороже в несколько раз (соответственно после перепайки всех электролитических конденсаторов).
Есть фотография уже снятой лицевой панели, именно с этой фотографии я снимал все расположения отверстий и названий, контролируя это штангенциркулем. Много перелопатил библиотек шрифтов, но именно такого же не нашел, зато нашел очень красивый шрифт под названием "Radiotehnika", на мой взгляд более подходящий для этого аппарата. Да соглашусь, не оригинал, но и метод реставрации далеко не оригинал. Оригинальный способ нанесения шрифта в технике декали (это такой метод непрямой печати), покрытый лаком.
Панель до реставрации
Чертеж для написания управляющей программы к станку с ЧПУ
Далее, работа начинается с изготовления кондуктора, чтобы точно позиционировать деталь относительно координат станка и заодно выравнивать плоскость, на которой будет фиксироваться лицевая панель. Это нужно для того, чтобы плоскость фрезерования была везде одинаковая, так как глубина гравировки всего 0.3мм, иначе V образная фреза залезет на соседнюю букву. Для понимания - чем глубже V образной фрезой делаешь проход, тем шире становится канавка, которую ею фрезеруют.
После гравировки, сбиваю заусенцы 400 ой наждачкой, и начинаю заполнять получившуюся гравировку краской, а именно- перманентным маркером. Аккуратно это делать смысла особого нет, да и не получится.
После высыхания маркера, начинаю шлифовать орбитальной машинкой, всю плоскость панели до однородной матовости, использую также наждачку зерном 400ед.
После шлифовки машинкой, этой же наждачкой вручную шлифую в одном направлении, добиваясь равномерного "скрейча", далее беру скотч брайт 280ед, легонько прохожусь им в том же направлении, он дает немного глянцевости.
За кадром, на токарном станке я отполировал все крутилки тем же скотчбрайтом. Остается это все аккуратно собрать и наслаждаться результатом под хорошую музыку.
Как обещал, короткое видео процесса. Приятного просмотра.
П.С. Про деньги.
Я понятия не имею сколько это стоит. Сделал для себя. Достаточно доступная технология, думаю, лазерная гравировка. Но нужно понимать, что подобный макет скорее всего будет стоить дороже чем сама лазерная гравировка, если делать его индивидуально.
П.с.с. «Скинь макет, по-братски!»
Через какое-то время поправлю косяки в макете и выложу на какой-нибудь отечественный ресурс, связанный с моделированием, дам ссылку в комментариях.
Кому интересно как занудный IT-шник рукожопил значки, какой путь прошел, прошу в статью.
Как плохой IT специалист, напишем себе ТЗ, чтобы понять, когда надо остановиться Я хочу значок, из металла с повторяемым и предсказуемым процессом, чтобы можно было повторить это, если захочу.
Можно из дерева? Можно, может быть покажу свои наработки.
Пластик? Не люблю.
Теперь тех процесс. Аддитивный или субтрактивный? Первый добавляет материал, например печать SLS или литье, второй убавляет, например фрезеровка или токарка.
Первые процессы дороги для гаражно-балконной мастерской, а вторые вполне воплотимы в жизнь.
Итак, будем снимать лишний метал с .... ? С чего? Какую взять заготовку? Есть куча металлов: драгоценные и не очень. Дарагоценные металлы обычно льют, так как стружка дорогая будет. Поэтому надо скать технологичный материал, который оносительно просто обработать, который хорошо режется, полируется и к которому есть адгезия красок/смол.
Тут сразу скажу, что изначально выбрал латунь и не прогадал. Почти.
Глобально выбор был из трех групп, которые можно свободно купить: это сплавы на основе меди, алюминия и титана/стали. Последние я не возьму для экспериментов, к дюралям, пригодным для обработки резанием практически нет адгезии краски, нужны кислотные грунты или анодирование, что затруднит процесс. Поэтому сплавы на меди - наш выбор.
Итак мы имеем заготовку из латуни и хотим убрать лишнее.
Нам нужен процесс из 2х частей: получение рисунка, и выборка по контуру. Начнем с контура: его придется резать. (Есть еще вариант вырубать, но это маловоплотимо в не промышленных условиях)
Рисунок. Тут вариантов больше: чеканка (привет все монеты), травление (привет печатные платы), фрезеровка (клише), выжигание лазером (гравировка на металле) да и куча чего можно придумать.
Чеканка - мимо, потому что нужно клише, а оно дорогое.
Лазер? У меня его нет, так что сегодня без лазеров.
Травление и фрезеровка. Вот тут можно устроить холивар, но его не будет.
На самом деле процессы для данной задачи смогут конкурировать, вопрос в готовности мастерской к тому или иному методу. Если бы я только начинал с нуля - травление. Материалы стоят копейки (не копейки, но можно купить на поиграться) По точности: на лазерном принтере и с уплотнением тонера на Lomond пленке получалась точность в пределах 0.1 мм , когда делал платы. Думаю, это повторяемый предел.
Какие плюсы травления:
дешево
могу получить прямой внутренний угол
макет делается хоть в Paint
Минусы:
не четкая граница, если нет опыта. Рисунок подтравливается.
Совмещаем 2 операции на 1 месте: получаем рисунок и выбираем контур.
Мало возни, поставил заготовку - получил полуфабрикат.
Четкие линии
Минусы:
дорого (но можно отдать на подряд)
внутренний угол всегда не угол, а дуга с радиусом фрезы
Желательно знать какой-то САПР для этого, или хорошо фрезеровать на ручном фрезере
Для себя пока выбрал фрезеровку, но могу сделать и травление(правда не знаю, жив ли фоторезист), и их сравнить, хотя кому это нужно.
Самое время превращать металл в стружку!
Хотя стоп, сначала сделаем макет того, что хотим. Далее буду показывать на примере нескольких значков, так как отснять от начала до конца процесс целью не ставил, поэтому извиняйте. Процесс не отличается.
А теперь уже стружка.
Латуни хорошо режутся, а если еще б станок нормальный и хорошие фрезы, то обработка заняла бы не 30 минут.
концевая прямая, 1Z, 3,175, по мягким металлам. Нужна 2-3-х зубая, но сложно найти по нормальной цене не на али.
Стружка из обещания.
После фрезеровки припаиваем крепеж, заливаем смолой с пигментами, шлифуем, полируем, готово.
После фрезеровки встает вопрос как сделать так, чтобы мы нормально положили горячую эмаль.
Горячая эмаль - мелко перемолотая стекловидная масса с температурой плавления около 800-900 градусов в зависимости от производителя и цвета. Различают прозрачную и не прозрачную эмаль, работать с прозрачной сложнее, поэтому выберем непрозрачную.
После небольших изысканий, я понял, что попал. Просто так эта эмаль не ложится никуда, и вообще, судя по форумам ювелиров изделие изначально нужно проектировать под эмаль, если оно сложное. Но я ж хотел сложностей, поэтому продолжаем. Нужно выбрать вообще чем можно нагреть что-то до 900 градусов.
Муфельная печь - идеальный вариант, есть даже мелкие, но мы ж хотим бюджетно. Поэтому выбор - горелка. Максимальная температура пламени 1300, что нам подходит. Есть пара моментов, но о них потом.
Что интересно, все русско говорящие мастера в один голос говорят, что без муфеля не тру, однако очень много зарубежных мастеров работают горелками, но используют правда МАРР или ацетилен-кислород. В дальнейшем МАПП - хороший однобаллонный вариант, но пока и пропан-бутановый цанговый баллончик за 120 рублей пойдет. Тест же.
Отжигаем заготовку. Если пропустить этап, то можно потом долго думать что не так.
Теперь как определять температуру. Из физики надо помнить, что свечение зависит от температуры и действительно, даже есть шкала с картинками. Если есть пирометр, то все упрощается, но в целом и так можно.
Греть будем до свечения 810-850 градусов. По документации на эмаль должно срабоать.
Теперь немного о нанесении.
Теоретически, есть 2 способа: сухое напыление через сито и мокрое, используя капиллярный эффект. Для выемчатой эмали, которая по факту у меня получается, нужен мокрый метод. Эмаль при обжиге должна оседать, ибо это физика. Поэтому нужно рассчитывать на 2-3 обжига минимум.
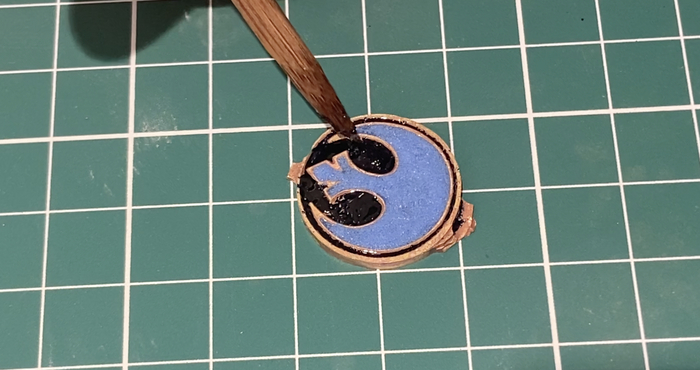
Наносим эмаль (порошок с дистиллированной водой)
Сушим. Внимательно и серьезно. На производстве на краю муфеля, или лучше сутки в месте, где никто не смахнет порошок. Сырой порошок моментально испарит воду и весь рисунок собьется, может и в лицо автору. ТБ нужно соблюдать.
После обжига это превращается в стеклянную массу. Дышать этим не нужно, поэтому минимум исток на лицо + очки.
Расплавилось. Готово.
Без шлифовки, только из-под огня.
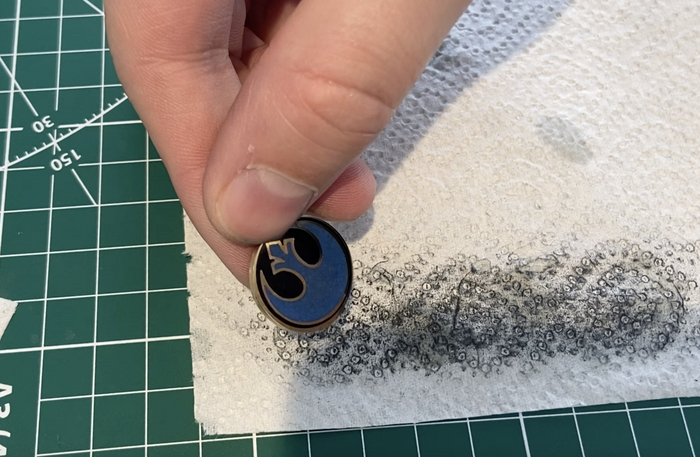
После этого нужно все это отшлифовать и отполировать. У меня есть определенный опыт в таком, в том числе по дереву, смоле и металлу, но вот конкретно по такой субстанции возникли сложности. Это прям новый уровень для меня. Если вы можете отполировать в зеркало латунь, не обольщайтесь. Тут другие правила. Резюмируя все изыскания, скажу следующее, не претендующее на 100% достоверность:
работать только в воде при любой гритности абразива
при смене зерна - мыть все инструменты и заготовку
вариант что-то исправить исключен. Если что-то пошло не так - сразу брак.
металлический инструмент по возможности не использовать, лучше работать алмазным или карбид-кремниевыми (карборунд)
полировка пастой ГОИ было тупой затеей. Нужна алмазная паста или специальная ювелирная.
Есть вариант после грубой шлифовки обжечь заготовку еще раз, но эмаль не будет идеально ровной, а в данном случае хочется именно ровной поверхности.
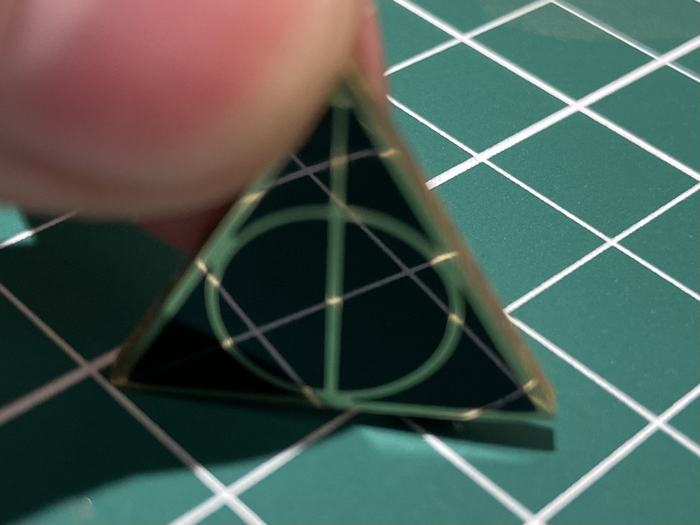
Короче, вот так это будет в конце
Полирвка.
Немного зеркалит.
Или не немного.
Еще пример.
Осталось цангу или магнит на эпоксидку и будет готовый значок
В общем, вместо заключения и для зануд:
Я не специалист и могу где-то ошибаться, это хобби.
В статье пропущены некоторые операции, и итак уже объем большеват.
Технология реально сложная, но довольно интересная по результату.
Декабрь, как правило, месяц загруженный, новый год, все хотят сделать необычные подарки для близких, коллег и может даже для себя. И специфика моей мастерской, это срочные необычные и как правило совсем разные заказы. Декабрь был настолько загруженным, что мастерская практически была завалена готовой и в процессе производства продукцией. А так же разным мусором и отходами производства. И после отпуска в новом году, который было с решено продлить до 15 января. Наводить порядок, ремонт и т.о. в большинстве своем, самодельного оборудования, заканчиваю только сейчас, текущие заказы продлевают этот процесс. Поэтому и фото с декабря только сейчас.
В декабре были закончены 2 конструкции для кофемашин самообслуживания.
Модели лавочек для литья из чугуна. 3d фрезеровка на чпу. Всего две модели, правая и левая сторона лавочки, и каждая разбирается на две части (специфика литья)
Не меньше 6 огромных шкатулок из массива сосны. С гравировкой по средней линии на чпу.
Делал фасады из алюминиевого профиля впервые. Не очень интересная работа, больше не берусь.
1/2
Подоконники. Которые кажется пережили окончание ремонта.
1/2
Часы из 20й трубы и имитацией старого паркета или что то отдаленно похожего по ТЗ
Стойки для эконом панели, панель была предоставлена заказчиком.
На этих панелях была опробована технология покраски букв внутри, после гравировки. С учётом что цвет можно сделать любой, считаю что намного интересней лазерной гравировки.
Это пробники.
Сломался циклон и вокруг творится просто нечто. В пыли абсолютно все вокруг, главное красить там же, это особый вид мастерства))
Из мелочей научился гнуть трубу в практически ровный круг без трубогиба, который оставляет вмятину внутри трубы и не дает точного радиуса для сварки в круг.
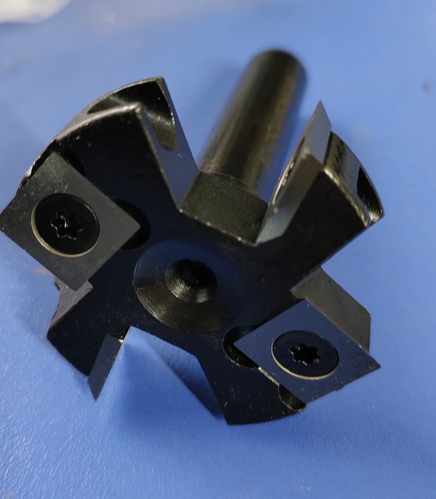
И опробовал недавно приобретенную фрезу на капе карагача со смолой.
1/2
Ещё для одной самоделки научился делать нужные мне шестерни. Это опытный образец.
В данный момент стараюсь подружить флянцевый двигатель в замен старого обычного, на самодельном циклоне,который скончался от прошлой жизни на улице, и легче чем я думал, был добит ушм и молотком, просто снять крыльчатку я пытался раз в десять дольше чем сотворил это безобразие на фото)))
Выложил скорей всего не все интересное что происходило. Но загрузка изображений сюда, мне кажется довольно неудобной, поэтому и тыкнул только на то что на глаза попалось.
Собираем ЧПУ Станок, многофункциональный с фрезером, 4 осями, лазером.
Видео с процессами сборки станка ЧПУ на 28.01.2024.
На данный момент предварительно собрали станину, основные узлы собраны на болтовые соединения. Прикрутили Оси XYZ, установили моторы с драйверами и датчики HOME, подключили всё к контролеру RichAuto A11. А так же добавили подсветку на горизонтальную Ось Х.
Протестировали движения ШВП (Шарико-винтовая передача), ход гладкий, по команде HOME (домой), все оси возвращаются в домашнее положение.
Сейчас этап сборки короба для электроники, нужно собрать все драйвера и платы вместе, защитить от пыли, установить охлаждение, аккуратно провести проводку по кабельной подвижной защите.
После изготовления более десятка электрогитар у меня накопилось некоторое количество фурнитуры и дерева, не пошедшего в проекты. Поэтому незамедлительно было принято решение сделать следующую гитару с прикольными фишками. Выбор пал на модель гитариста Нуно Беттанкура из группы Экстрим. Более всего привлекло интересное крепление грифа, позволяющее избавиться от пятки и оставить гриф невклееным.
Сказано - сделано. Гитару решил делать бюджетной, поскольку в наличии был бюджетный floyd rose фирмы Golden Age. Докупив бюджетные локовые колки guyker и бюджетные звучки Roswell (как на Харли Бентон) приступил к изготовлению.
Корпус будет сделан из 2х кусков липы, а гриф - переклеен по отработанной технологии из 5-ти частей: клена, сапеле и падука. Для накладки удачно попался со скидкой красный эбен. Вот так выглядит вся эта сборная солянка
Липа, клен и красный эбен, падук и сапеле добавил позже
Первым делом, как обычно распилил и переклеил гриф, вот такая красота получилась:
Готовая заготовка грифа с наклонной головой
Далее пихаю заготовки грифа и накладки в ЧПУ (я твой гриф ЧПУ пилил), выпиливаю накладку, гриф, и склеиваю их.
Почти готовый гриф, вид спереди
Тыльная сторона грифа
Далее принимаюсь за корпус. Строгаю, склеиваю и в ЧПУ. Отфрезеровав с двух сторон, примеряю гриф, вот что получается:
Корпус с грифом, вид спереди
Вид сзади
Как видно, пятка получилась гораздо меньше чем у, например, стратокастера от Фендер. Перед покраской устанавливаю лады, делаю отверстия под колки, а также дорабатываю оставшиеся мелочи
Жызнь с ладами
Покрывать решил прозрачным лаком, как в оригинале. Вот что получилось после покрытия лаком, полировки, сборки и отстройки:
Ну и как же без примера звука. Очень талантливый гитарист Максим исполнил кавер на композицию It's A Monster группы Extreme.
Заключение. Получилась прикольная бюджетная гитара. Благодаря корпусу из липы довольно легкая. Пятка грифа весьма удобная, на 22 ладу довольно легко доставать. Бюджетный floyd rose капризничал, за кадром еще установил тремсеттер, строй держится стабильно. Немного непривычное расположение селектора звучков, но тут ничего не попишешь, в оригинале также. Дополнительно сделал пушпул на нековый звучок с параллельным/последовательным включением катушек, чтобы можно было и на чистом звуке поиграть.