

Кофейное трио из подручных средств


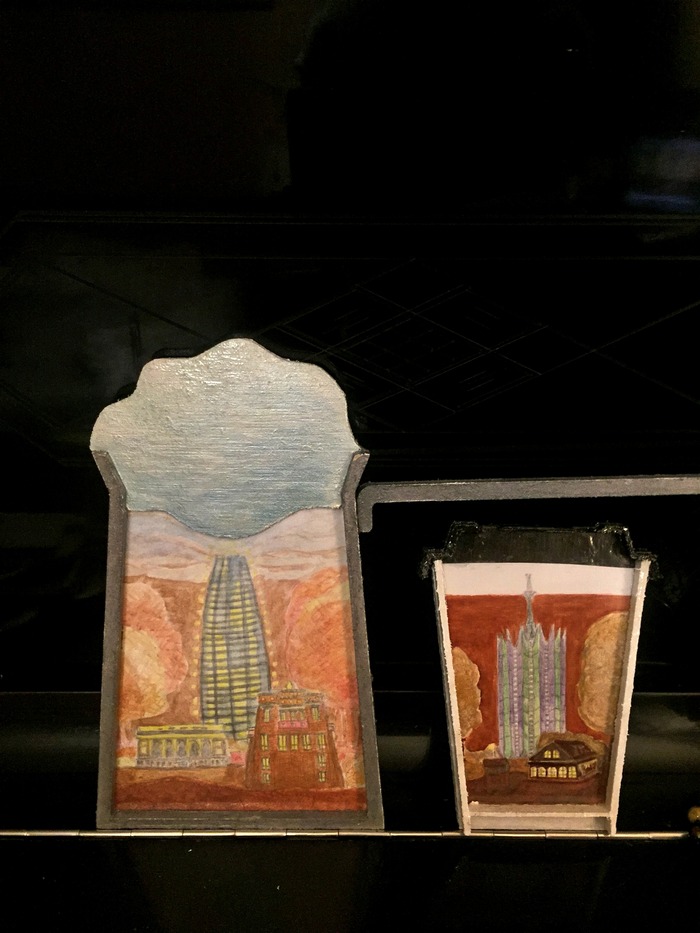




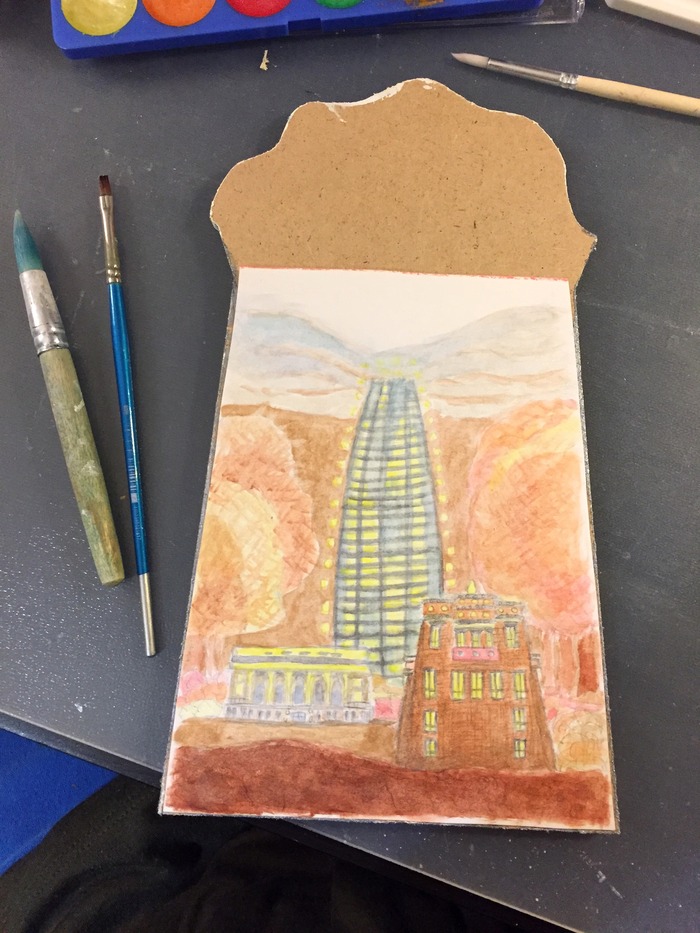




Питер - Дацан, ЦНИИ Робототехники, Хэльсы - Калио Киркко. Кофейник, турка, стаканчик.
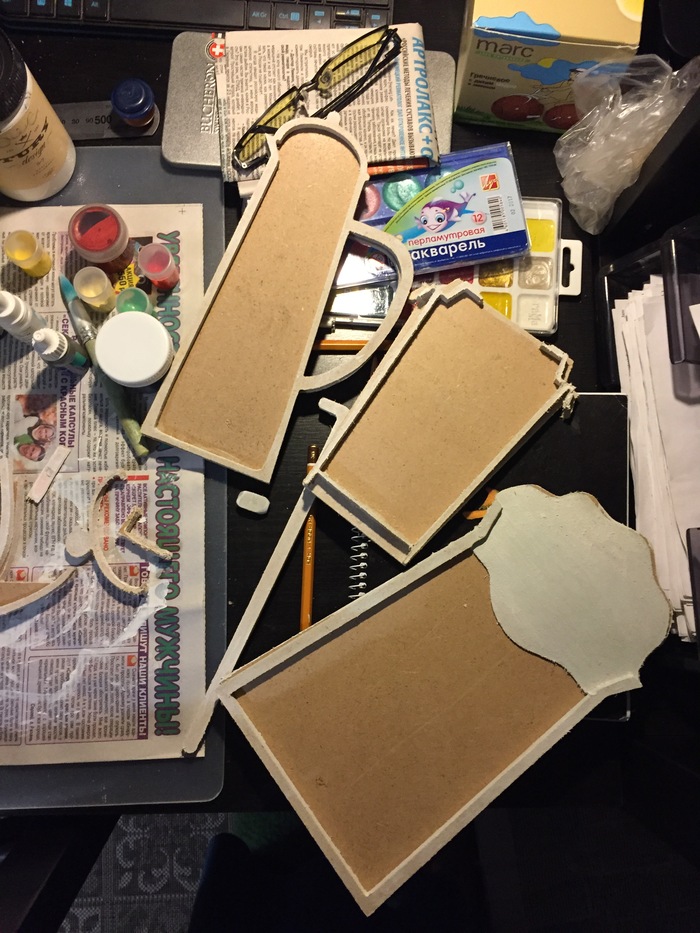
Идею реализовывала из того, что было под руками.
Показать полностью
18
Питер - Дацан, ЦНИИ Робототехники, Хэльсы - Калио Киркко. Кофейник, турка, стаканчик.
Идею реализовывала из того, что было под руками.

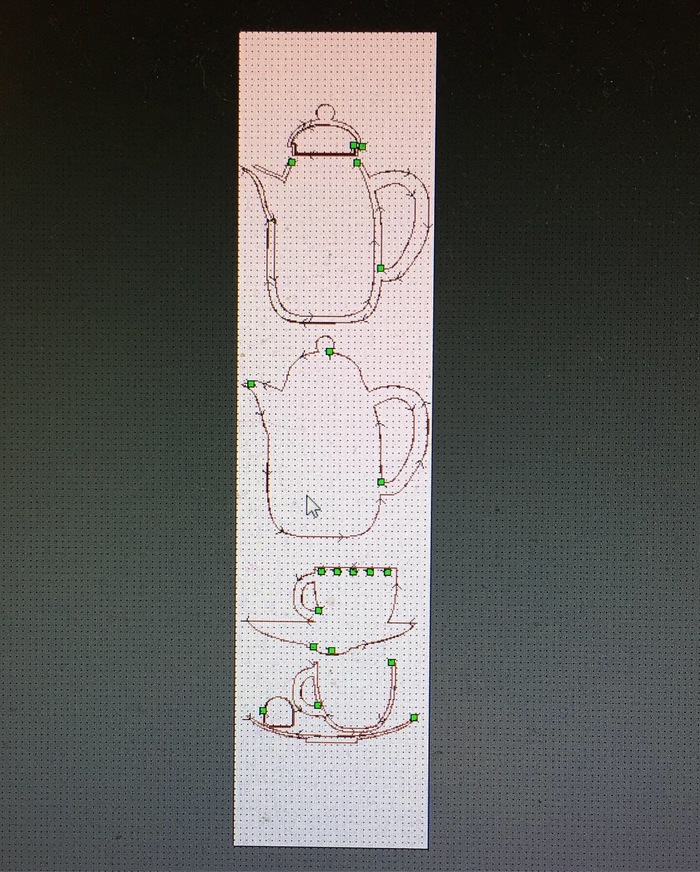
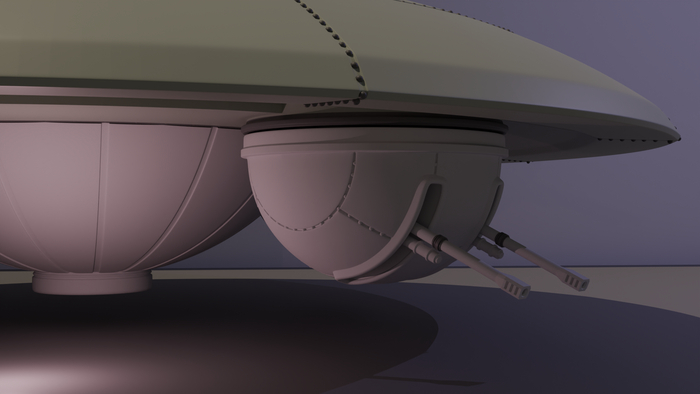
Заказали мне, значит, распечатать на 3д принтере модель вот такой тарелки для создания диорамы,

референс из интернетов
а это значит что ее нужно сначала смоделировать, ну расчехляем blender и понеслась, заранее зная о очень маленьком масштабе слишком сильно не углубляюсь в детализацию
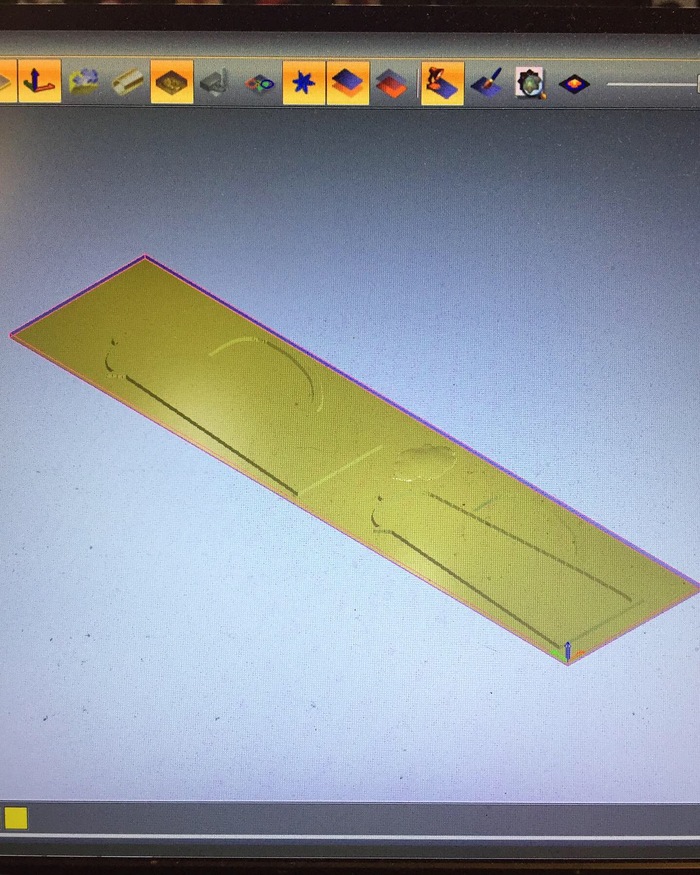
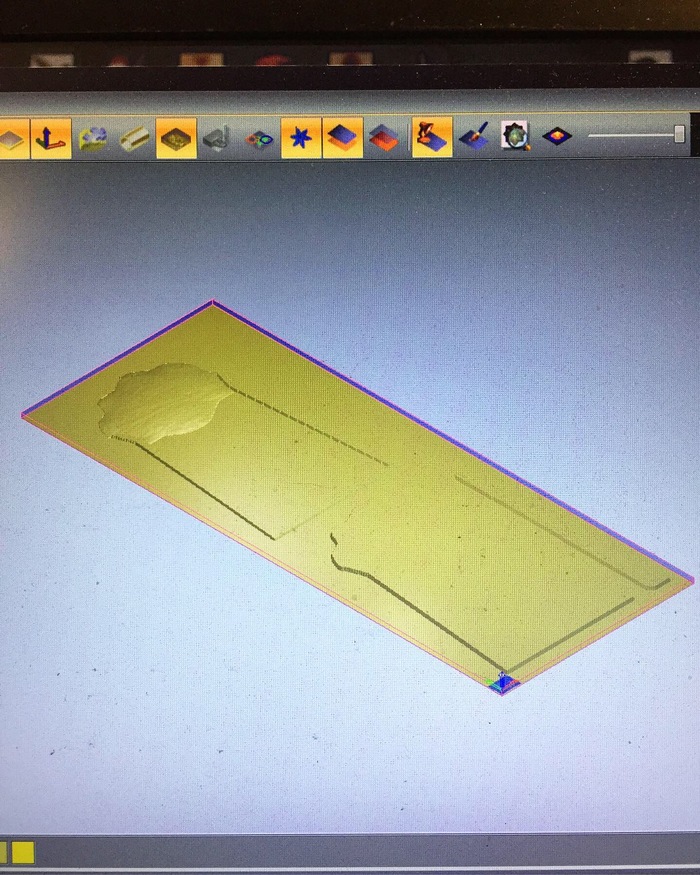
В процессе работы, хотя здесь уже все готово
Скриншотов прям процесса не делал, не ожидал что захочется пост пилить (здесь уже все готово)
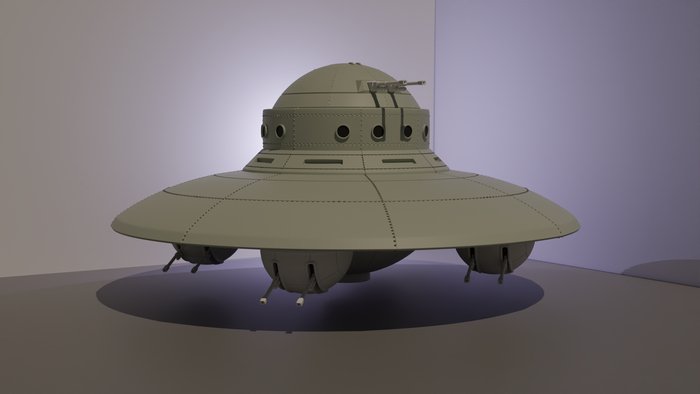
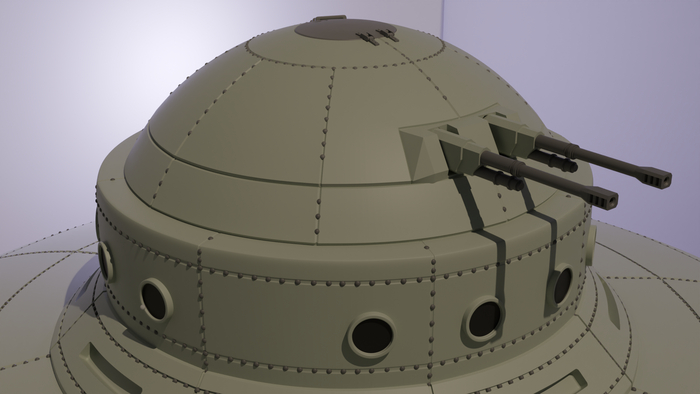
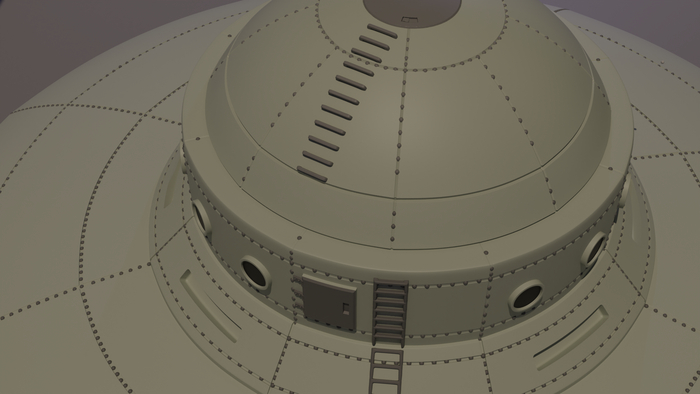
А вот пара рендеров:
Самое весело позади, теперь 3д печать, расставляем поддержки нарезаем и заливаем на флешку
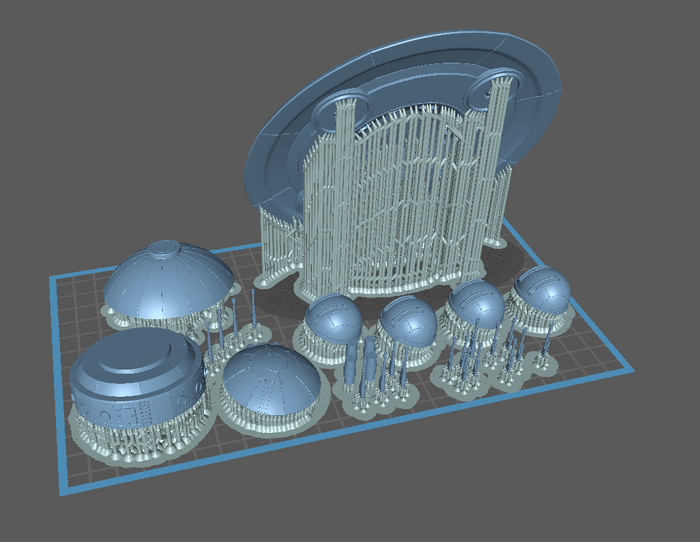
расставил поддержки (госпади как же я ненавижу читубокс)
Отправил на печать, каких то 7 часов и вот результат
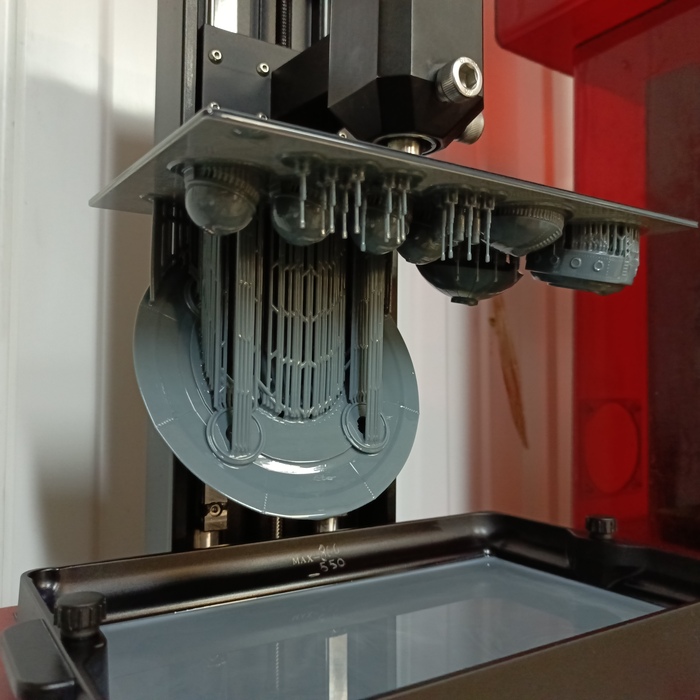
Далее моем под краном, сушим засвечиваем в ультрафиолетовой камере (тоже не заснял),
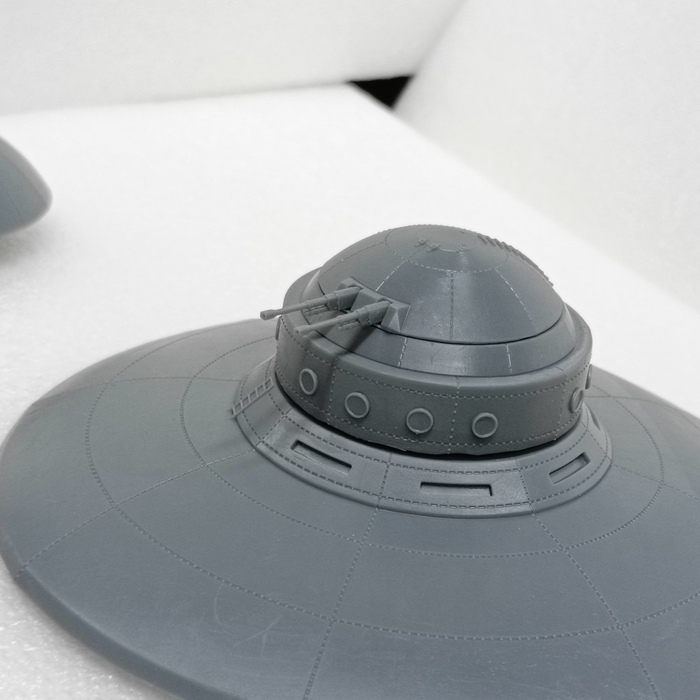
А вот и результат (финальную обработку, сборку и покраску будет делать заказчик по этому местами поверхность выглядит не очень)
Диаметр тарелки всего 13 см



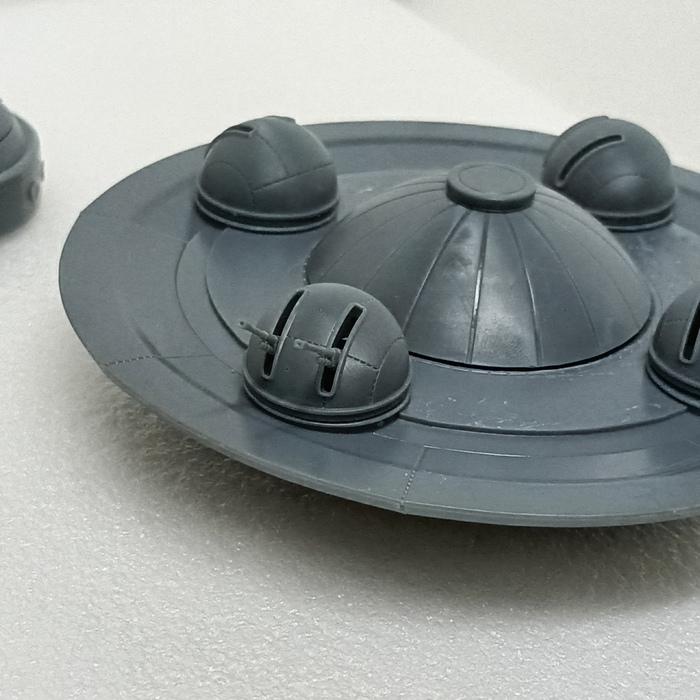
Вид снизу
Все готово и скоро тарелка отправится к заказчику
Вот такое интересное задание удалось выполнить =) Всем спасибо за внимание!
Задавайте вопросы, если есть, с удовольствием отвечу)
Взять с собой побольше вкусняшек, запасное колесо и знак аварийной остановки. А что сделать еще — посмотрите в нашем чек-листе. Бонусом — маршруты для отдыха, которые можно проехать даже в плохую погоду.
Собираем станок для фрезеровки металлических матриц для изготовления игрушек. Создали тематическую группу в ВК, всем кому интересно присоединяйтесь https://vk.com/sochistanok
Вчера 18 марта был первый запуск!
Осталось закрепить шпиндель, пришлось отложить это дело, так как то крепление, которое шло в комплекте оказалось не ровное, пришлось до заказывать в другом месте
Начало сборки можете посмотреть в предыдущем посте От 3D печати к ЧПУ станку
Всем привет. Решил опять немного разбавить ленту авторским контентом. Но как всегда хорошая мысль приходит поздно. Фотопроцесса не делал, но снял видео. Для тех, кто не любит видео будут скриншоты с описанием процесса, относительно хорошего качества. Для не любителей читать - короткое видео. Итак, что имеем- советский усилитель звука Амфитон у 002 hi-fi stereo... i7s lite pro max.... )))

Фото после реставрации передней панели.
Ходят слухи, что этот усилитель достаточно посредственного звучания, но, мое субъективное мнение, играет отлично. Наравне с японским усилителем 70х годов, который стоит дороже в несколько раз (соответственно после перепайки всех электролитических конденсаторов).
Есть фотография уже снятой лицевой панели, именно с этой фотографии я снимал все расположения отверстий и названий, контролируя это штангенциркулем. Много перелопатил библиотек шрифтов, но именно такого же не нашел, зато нашел очень красивый шрифт под названием "Radiotehnika", на мой взгляд более подходящий для этого аппарата. Да соглашусь, не оригинал, но и метод реставрации далеко не оригинал. Оригинальный способ нанесения шрифта в технике декали (это такой метод непрямой печати), покрытый лаком.

Панель до реставрации
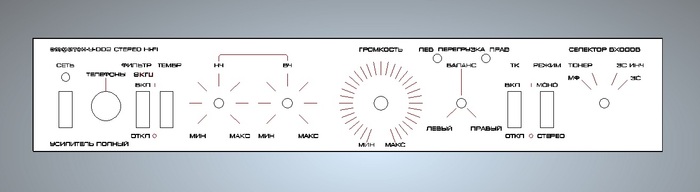
Чертеж для написания управляющей программы к станку с ЧПУ
Далее, работа начинается с изготовления кондуктора, чтобы точно позиционировать деталь относительно координат станка и заодно выравнивать плоскость, на которой будет фиксироваться лицевая панель. Это нужно для того, чтобы плоскость фрезерования была везде одинаковая, так как глубина гравировки всего 0.3мм, иначе V образная фреза залезет на соседнюю букву. Для понимания - чем глубже V образной фрезой делаешь проход, тем шире становится канавка, которую ею фрезеруют.

После гравировки, сбиваю заусенцы 400 ой наждачкой, и начинаю заполнять получившуюся гравировку краской, а именно- перманентным маркером. Аккуратно это делать смысла особого нет, да и не получится.

После высыхания маркера, начинаю шлифовать орбитальной машинкой, всю плоскость панели до однородной матовости, использую также наждачку зерном 400ед.

После шлифовки машинкой, этой же наждачкой вручную шлифую в одном направлении, добиваясь равномерного "скрейча", далее беру скотч брайт 280ед, легонько прохожусь им в том же направлении, он дает немного глянцевости.



За кадром, на токарном станке я отполировал все крутилки тем же скотчбрайтом. Остается это все аккуратно собрать и наслаждаться результатом под хорошую музыку.

Как обещал, короткое видео процесса. Приятного просмотра.
П.С. Про деньги.
Я понятия не имею сколько это стоит. Сделал для себя. Достаточно доступная технология, думаю, лазерная гравировка. Но нужно понимать, что подобный макет скорее всего будет стоить дороже чем сама лазерная гравировка, если делать его индивидуально.
П.с.с. «Скинь макет, по-братски!»
Через какое-то время поправлю косяки в макете и выложу на какой-нибудь отечественный ресурс, связанный с моделированием, дам ссылку в комментариях.




















Печатка изготавливалась в двух экземплярах с разными монограммами ,
Одна из красного золота 585
вторая из желтого золота 585
камни фианиты , черный и белый родий ,
Гравировку пришлось замазать в фотошопе по причине не желания попасть в бан за провакацию .
https://vk.com/lesnov_jewelry
Кому интересно как занудный IT-шник рукожопил значки, какой путь прошел, прошу в статью.
Как плохой IT специалист, напишем себе ТЗ, чтобы понять, когда надо остановиться
Я хочу значок, из металла с повторяемым и предсказуемым процессом, чтобы можно было повторить это, если захочу.
Можно из дерева? Можно, может быть покажу свои наработки.
Пластик? Не люблю.
Теперь тех процесс. Аддитивный или субтрактивный? Первый добавляет материал, например печать SLS или литье, второй убавляет, например фрезеровка или токарка.
Первые процессы дороги для гаражно-балконной мастерской, а вторые вполне воплотимы в жизнь.
Итак, будем снимать лишний метал с .... ? С чего?
Какую взять заготовку?
Есть куча металлов: драгоценные и не очень. Дарагоценные металлы обычно льют, так как стружка дорогая будет. Поэтому надо скать технологичный материал, который оносительно просто обработать, который хорошо режется, полируется и к которому есть адгезия красок/смол.
Тут сразу скажу, что изначально выбрал латунь и не прогадал. Почти.
Глобально выбор был из трех групп, которые можно свободно купить: это сплавы на основе меди, алюминия и титана/стали. Последние я не возьму для экспериментов, к дюралям, пригодным для обработки резанием практически нет адгезии краски, нужны кислотные грунты или анодирование, что затруднит процесс. Поэтому сплавы на меди - наш выбор.
Итак мы имеем заготовку из латуни и хотим убрать лишнее.
Нам нужен процесс из 2х частей: получение рисунка, и выборка по контуру.
Начнем с контура: его придется резать. (Есть еще вариант вырубать, но это маловоплотимо в не промышленных условиях)
Рисунок. Тут вариантов больше: чеканка (привет все монеты), травление (привет печатные платы), фрезеровка (клише), выжигание лазером (гравировка на металле) да и куча чего можно придумать.
Чеканка - мимо, потому что нужно клише, а оно дорогое.
Лазер? У меня его нет, так что сегодня без лазеров.
Травление и фрезеровка. Вот тут можно устроить холивар, но его не будет.
На самом деле процессы для данной задачи смогут конкурировать, вопрос в готовности мастерской к тому или иному методу. Если бы я только начинал с нуля - травление. Материалы стоят копейки (не копейки, но можно купить на поиграться)
По точности: на лазерном принтере и с уплотнением тонера на Lomond пленке получалась точность в пределах 0.1 мм , когда делал платы. Думаю, это повторяемый предел.
Какие плюсы травления:
дешево
могу получить прямой внутренний угол
макет делается хоть в Paint
Минусы:
не четкая граница, если нет опыта. Рисунок подтравливается.
субъективно много возни. Печать - перенос - засветка - проявка - травление - отмывка.
все равно вырезать контур
Фрезеровка плюсы:
Совмещаем 2 операции на 1 месте: получаем рисунок и выбираем контур.
Мало возни, поставил заготовку - получил полуфабрикат.
Четкие линии
Минусы:
дорого (но можно отдать на подряд)
внутренний угол всегда не угол, а дуга с радиусом фрезы
Желательно знать какой-то САПР для этого, или хорошо фрезеровать на ручном фрезере
Для себя пока выбрал фрезеровку, но могу сделать и травление(правда не знаю, жив ли фоторезист), и их сравнить, хотя кому это нужно.
Самое время превращать металл в стружку!
Хотя стоп, сначала сделаем макет того, что хотим.
Далее буду показывать на примере нескольких значков, так как отснять от начала до конца процесс целью не ставил, поэтому извиняйте. Процесс не отличается.
А теперь уже стружка.
Латуни хорошо режутся, а если еще б станок нормальный и хорошие фрезы, то обработка заняла бы не 30 минут.
Фрезы:
пирамидка 60 градусов, 3 грани, пятка 0.1 (Меньше угол - меньше стойкость фрезы)
концевая прямая, 1Z, 3,175, по мягким металлам. Нужна 2-3-х зубая, но сложно найти по нормальной цене не на али.

Стружка из обещания.
После фрезеровки припаиваем крепеж, заливаем смолой с пигментами, шлифуем, полируем, готово.
После фрезеровки встает вопрос как сделать так, чтобы мы нормально положили горячую эмаль.
Горячая эмаль - мелко перемолотая стекловидная масса с температурой плавления около 800-900 градусов в зависимости от производителя и цвета. Различают прозрачную и не прозрачную эмаль, работать с прозрачной сложнее, поэтому выберем непрозрачную.
После небольших изысканий, я понял, что попал. Просто так эта эмаль не ложится никуда, и вообще, судя по форумам ювелиров изделие изначально нужно проектировать под эмаль, если оно сложное.
Но я ж хотел сложностей, поэтому продолжаем. Нужно выбрать вообще чем можно нагреть что-то до 900 градусов.
Муфельная печь - идеальный вариант, есть даже мелкие, но мы ж хотим бюджетно. Поэтому выбор - горелка. Максимальная температура пламени 1300, что нам подходит. Есть пара моментов, но о них потом.
Что интересно, все русско говорящие мастера в один голос говорят, что без муфеля не тру, однако очень много зарубежных мастеров работают горелками, но используют правда МАРР или ацетилен-кислород. В дальнейшем МАПП - хороший однобаллонный вариант, но пока и пропан-бутановый цанговый баллончик за 120 рублей пойдет. Тест же.

Отжигаем заготовку. Если пропустить этап, то можно потом долго думать что не так.
Теперь как определять температуру. Из физики надо помнить, что свечение зависит от температуры и действительно, даже есть шкала с картинками. Если есть пирометр, то все упрощается, но в целом и так можно.
Греть будем до свечения 810-850 градусов. По документации на эмаль должно срабоать.
Теперь немного о нанесении.
Теоретически, есть 2 способа: сухое напыление через сито и мокрое, используя капиллярный эффект.
Для выемчатой эмали, которая по факту у меня получается, нужен мокрый метод. Эмаль при обжиге должна оседать, ибо это физика. Поэтому нужно рассчитывать на 2-3 обжига минимум.
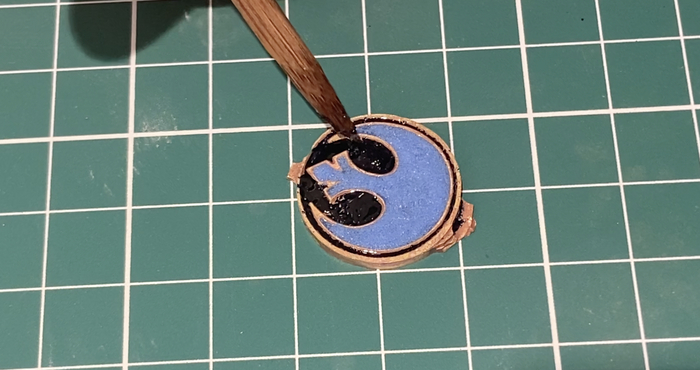
Наносим эмаль (порошок с дистиллированной водой)
Сушим. Внимательно и серьезно. На производстве на краю муфеля, или лучше сутки в месте, где никто не смахнет порошок. Сырой порошок моментально испарит воду и весь рисунок собьется, может и в лицо автору. ТБ нужно соблюдать.
После обжига это превращается в стеклянную массу. Дышать этим не нужно, поэтому минимум исток на лицо + очки.

Расплавилось. Готово.

Без шлифовки, только из-под огня.
После этого нужно все это отшлифовать и отполировать. У меня есть определенный опыт в таком, в том числе по дереву, смоле и металлу, но вот конкретно по такой субстанции возникли сложности. Это прям новый уровень для меня. Если вы можете отполировать в зеркало латунь, не обольщайтесь. Тут другие правила.
Резюмируя все изыскания, скажу следующее, не претендующее на 100% достоверность:
работать только в воде при любой гритности абразива
при смене зерна - мыть все инструменты и заготовку
вариант что-то исправить исключен. Если что-то пошло не так - сразу брак.
металлический инструмент по возможности не использовать, лучше работать алмазным или карбид-кремниевыми (карборунд)
полировка пастой ГОИ было тупой затеей. Нужна алмазная паста или специальная ювелирная.
Есть вариант после грубой шлифовки обжечь заготовку еще раз, но эмаль не будет идеально ровной, а в данном случае хочется именно ровной поверхности.
Короче, вот так это будет в конце
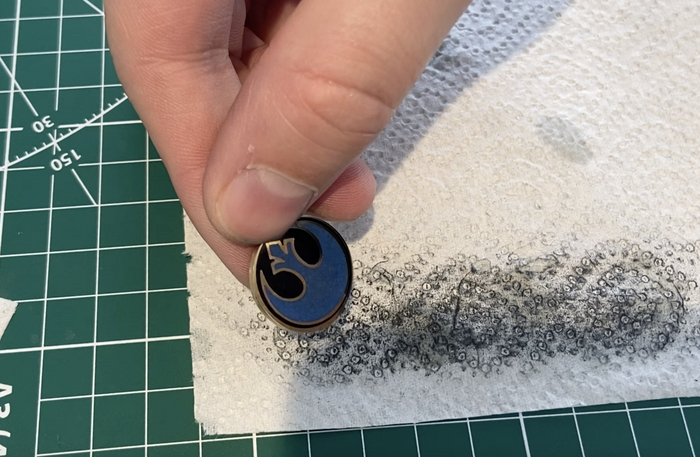
Полирвка.

Немного зеркалит.
Или не немного.
Еще пример.
Осталось цангу или магнит на эпоксидку и будет готовый значок
В общем, вместо заключения и для зануд:
Я не специалист и могу где-то ошибаться, это хобби.
В статье пропущены некоторые операции, и итак уже объем большеват.
Технология реально сложная, но довольно интересная по результату.
Если это хоть кому-то интересно, то продолжу.





















Оправка на клык медведя , изготавливалась по собственной 3Д модели ,
отливаю в серебре , бронзе , латуни ,
по вопросам заказа https://vk.com/lesnov_jewelry
купить из бронзы https://www.livemaster.ru/item/editnew/41552610









