
Продолжение поста «Первая 3D обработка на станке 3018 pro»
Вот и видео работы станка.
Как я понял, на пикабу не любят сторонние ссылки, поэтому буду пытаться урезать свои видео под формат пикабу.
Вот и видео работы станка.
Как я понял, на пикабу не любят сторонние ссылки, поэтому буду пытаться урезать свои видео под формат пикабу.
Данный пост я выкладывал у себя в вк просто для себя, и само собой откликов по нему там нет-не та аудитория. Решил проверить реакцию местных ЧПУшников) Ну что ж, много текста, я предупредил.
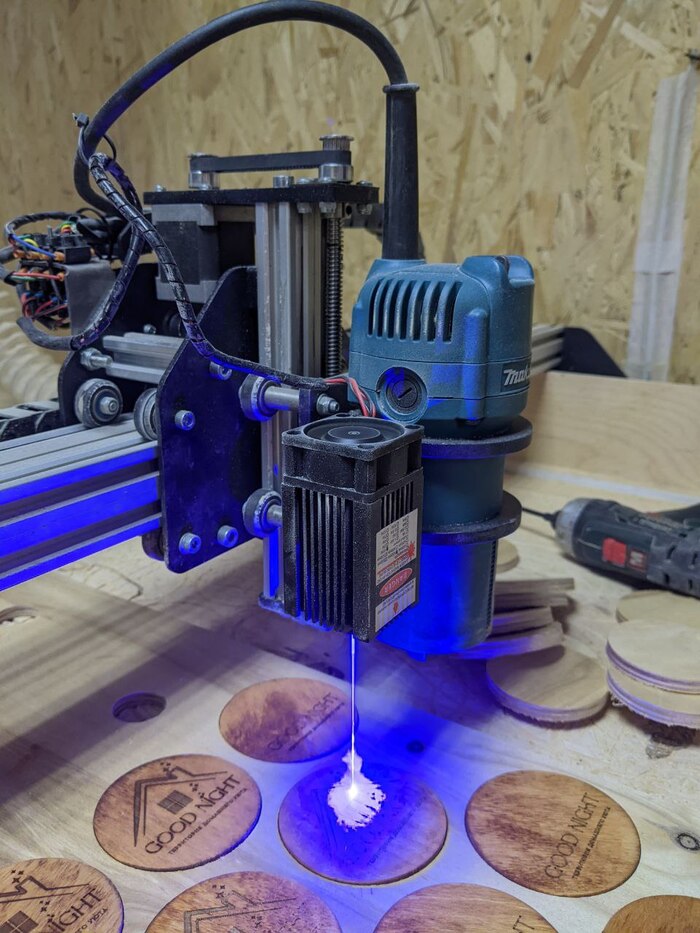
Наверно стоит вначале указать, что у меня за станок, покупал давно, опыта было ноль. Фирму называть не буду, кратко, рабочее поле 1,5*1 метр, ремни GT2-6мм, тонкие профиля, колеса, вместо шпинделя кромочная макита без регулировки оборотов, лазер диоидный, и самое "вкусное"-арудуино уно с cnc шилдом. Одним словом примитив. Было.
Так вот, немногие, кто не связан с ЧПУ, из круга моего общения знают, что примерно в ноябре станок у меня стал дико портачить 3д изделия. Были реально мысли его и сжечь, и молотком пройтись, да даже на авито выкинуть на худой конец. Спойлер-сейчас работает отлично, проверено множеством 3д работ. Пробовал искать причину везде, поменял ремни, полностью чистил до состояния нового все профили, полностью перебирал каретку оси Z, пытался настроить токи на drv8825, да да, у меня ЧПУ станок на клопах (был), т.к. когда я его покупал, я вообще не разбирался в данной тематике. Даже менял двигатели X и Z местами. По итогу уже были мысли переходить с ардуины на NC studio по опыту сотоварищей из нашего ЧПУ чата, большинство которых начинали с аналогичного станка. Но не нравилась она мне заочно, тем что старая. Мне как минимум ПО всегда нравится свежее, не люблю архаизм. Да, вариант дешевый, 100% проверенный и надежный, но вот есть отрицание и хоть убей)) А еще диодный лазер к ней не подключить, а я вроде как к нему привык. Гравировка не часто, но бывает нужна. В нардах в частности.
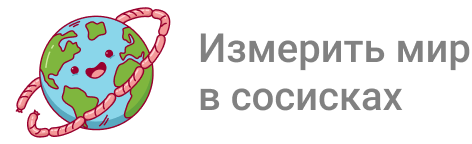
Путем поиска решений нашел схему Ардуина+внешние драйвера шаговых двигателей, вместо клопов, так как начал подозревать, что моим движкам просто не хватает тока. Так вот, нашел штатные, заводские адаптеры, которые вставляются вместо клопов и получаю все выводы на внешки.
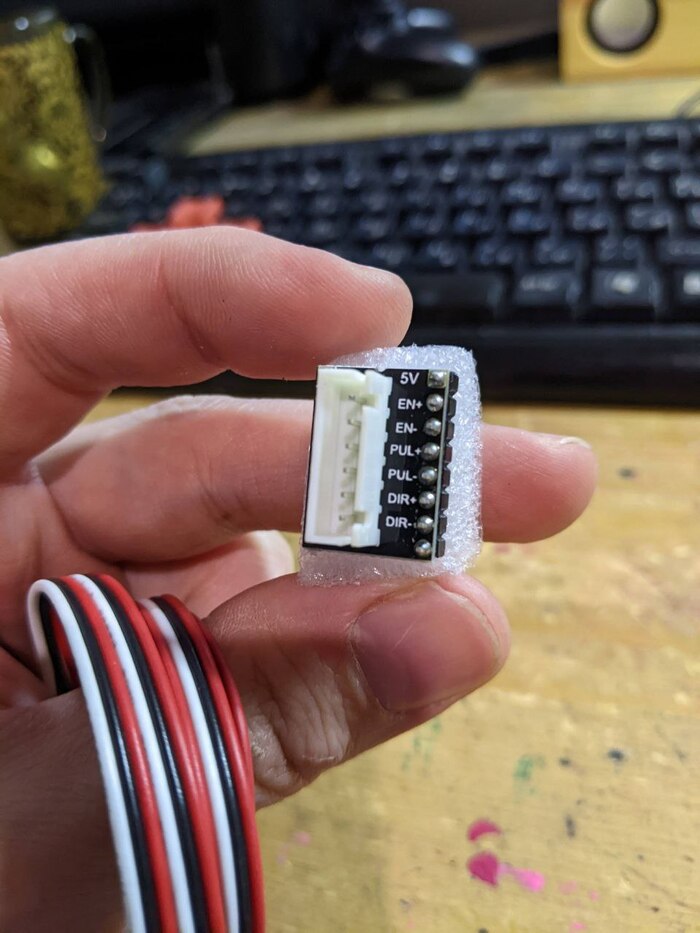
Опять же, у меня задача была обойтись малой кровью в плане расходов, Москва до сих пор о себе дает знать, и будет еще долго. На авито нашел объявление по продаже DM556 и ТВ6600, по 3 штуки каждый лот, вместе отдавали за 2000р, погуглил цены, и понял, что надо брать.
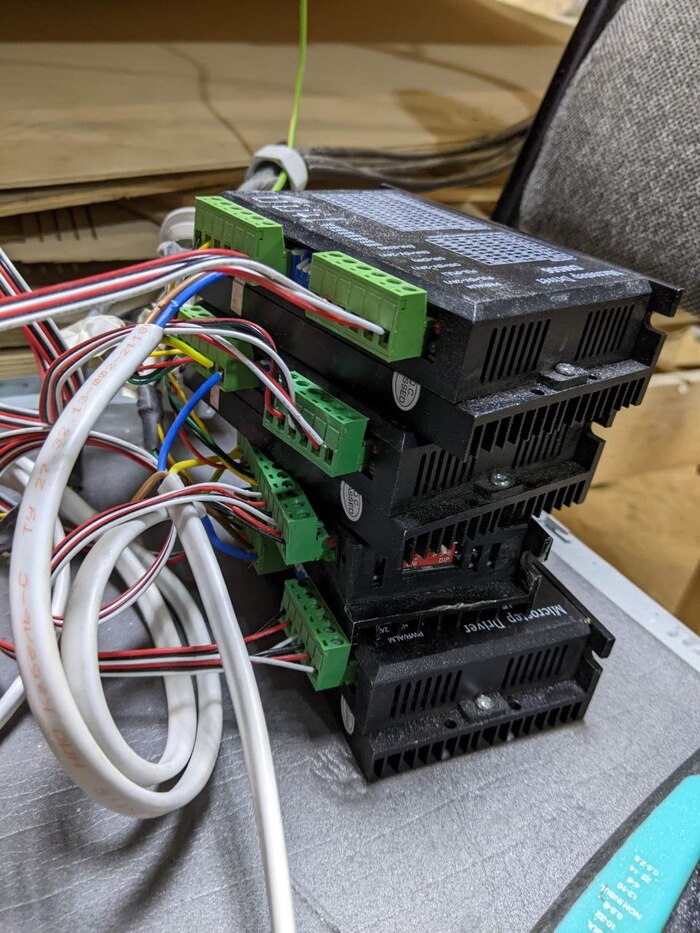
Во время, пока ждал адаптеры из интернет-магазина и драйвера с авито, начал изучать вопрос замены шпильки на оси Z, т.к. с "завода" стоит подогнанная строительная шпилька. Вариант то рабочий, у меня с ней проблем не было, но-крайне медленная. По итогу нашел человека на авито, который мне по телефону устроил полный ликбез, что и как делал он, и у него якобы случайно, но это не важно)) оказался комплект шпильки на апгрейд, но ценник в 1000р меня не мог не порадовать (по итогу, когда считал сам, можно взять чуть дешевле, но он мне сэкономил время, так что это мелочи).
В общем, проверил связку ардуины-адапетров-DM556 по осям X и Y, на Z поставил ТВ6600. Работает. Первая же 3д отработана совершенно без косяков. То есть основная причина пропуска шагов была устранена.

А вот пока я гуглил данный вопрос по форумам, наткнулся на тему плат управления (пожалуй, уточню, пост не рекламный, к сожалению). Попалась тема от производителя Инектра, в двух словах, прошивка основана на GRBL, как и на ардуине, но платы технически превосходят ее и основательно, там разные исполнения, но даже базовая заткнет за пояс наличием достойного ПО. Зашел на сайт, читаю характеристики, и вижу внизу красным шрифтом пару строк, мол если вы юр. лицо, возьмите плату на тест на 3 недели. Вот возможно покупать я бы поостерегся незнакомый товар, а взять на тест без обязательств приобретать товар-почему бы и нет, решил позвонить и спросить, считается ли для них юр. лицом самозанятость, я то честно оформлен) а за спрос вроде в лоб не бьют. В разговоре производитель уточнил у меня, что мастерская у меня основной вид деятельности, а не хобби время от времени, и сказал, что пришлет плату составив договор, я согласился.
И вот с приходом платы от Инектра у меня начались приколы со станком, приятные, если что) и на текущий момент положительные. С платой, а в большей частности, с представителем компании (помощь по вотсапу, я, наверно замучал его) я существенно апнул станок по удобству работы. Но, надеюсь, от меня тоже была польза в ввиде обратной связи по некоторым нюансам. Так вот, на моем станке испольузется ручной кромочный фрезер Макиты в роли шпинделя, который включается тумблером, который надо включать и выключать вручную. Смертельно? Нет конечно. Но когда делаешь долгую 3д работу (те же иконы от 5+ часов, бывали работы по 16 часов), не будешь же сидеть в мастерской и ждать окончания работы, что бы выключить фрезер. Данный момент я несколько сгладил, поставив старый телефон в виде IP камеры, которая по локалке транслирует видео от станка на домашний ПК, либо мой телефон. Посмотрел, закончилась работа-ага, пошел выключил/поменял фрезу, другое. А сейчас эта макита у меня включается программно, собственно как и выключается, казалось бы мелочь, но какая приятная то, начал делать УП - фрезер включился, отработал - фрезер вырубился. Удобно? Да бесспорно. Релюшка стоит 100р, а пользы на все 120. В подключении тут уже тесть мне помог, я там немного перемудрил, и как плату не спалил сам не знаю.
Затем поставил концевики, до инектры я за них вообще не задумывался, станок у меня низкого уровня, хоббийный, и как то потребности в нем я не видел, т.к. в GRBL на ардуине не было задействован функционал от производителя, настроить то скорее всего их работу можно, но когда не знаешь, что оно там было, то сделать такого сложновато, из раздела "не знал, да еще и забыл".

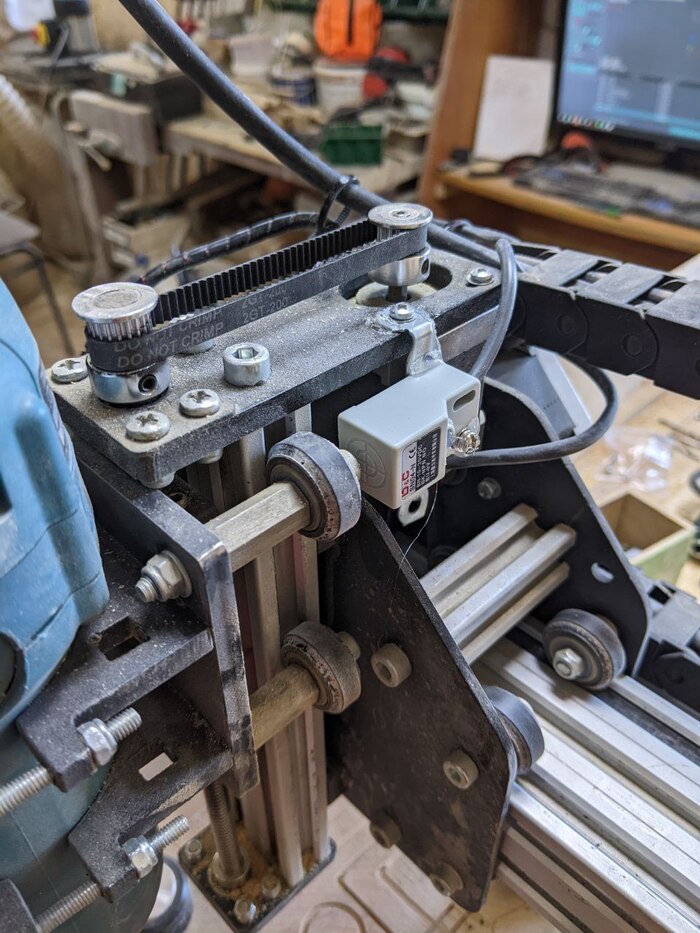
Теперь же с подключением NPN NO концевиков станок знает свое рабочее поле и за пределы него после предварительного поиска "дома" уже не выскочит, если не пропускал шаги в работе, и на себе испытал данные плюшки на днях. Допустил ошибку при создании УП, где арткам поставил безопасную высоту 41мм, а я этот момент проглядел. Так вот, по старой схеме без концевиков и жестких лимитов зетка уперлась бы в верх, пропустила шагов на пару см, при этом думая, что все в порядке, и куда она компенсирует пропуски? Правильно-вниз, врубившись в заготовку настолько глубоко, что моментально начнутся пропуски по остальным осям. Итог-запоротый материал, а еще возможно фреза и фрезер, который словил значительные боковые нагрузки. В моем же случае произошло все иначе, зетка поползла вверх к лимитам, программа поняла, что тут происходит не алло, тут же остановила выполнение программы, уйдя в аварию, и выключив фрезер. Итог-станок не сместился ни на шаг, ноль остался рабочим, искать ничего не надо, материал цел, фрезер не нервничал от перегрузок. Поправил УП и запустил работу без ошибок. И сейчас начиная с начала января, у меня нет проблем с 3д работами, ну кроме где кривые руки мешают)) Ну и да, лазер подключен, работает как внутри самого ПО от производителя, так и в ЛазерГРБЛ.
Надеюсь, было кому-то интересно, а кому, даже может, и полезно.

Вечер добрый, ещё одна Азовская рыбка выплыла из аквариума покорять мировой Окиян 🤙. Чпу + Пенополистирол + стеклоткань + эпоксидная смола + краска +лак =💕 . Спасибо за внимание и всех с днём влюблённых ❗
Всем добрый день/утро/вечер/ночь!
В предыдущем посте обещал написать пост о своем самодельном фанерном ЧПУ фрезере, когда доделаю видео. Я приболел и видео доснять пока не могу, но поделится процессом постройки хочется. В настоящее время готов пока первый этап - он собран и работает, но электроника на соплях, корпуса для нее еще нет, финальное место для фрезера в мастерской еще не готово, но ОН РАБОТАЕТ!
Изначально я думал собрать что-то довольно простое по типу x-carve или нашей поделки savisman с ручным фрезером макита в качестве шпинделя, но только не с ременной передачей и колесиками, а на 12х рельсах и с швп. Управляло бы этим всем arduino nano c arduino shield, прошивка grbl и двигатели типа nema 17. Но в какой-то момент что-то пошло не так и меня понесло во все тяжки.
Началось все примерно в июне, когда курс доллара хорошо просел и на алике работала оплата через qiwi, тогда и были заказаны первые 23кг железа:
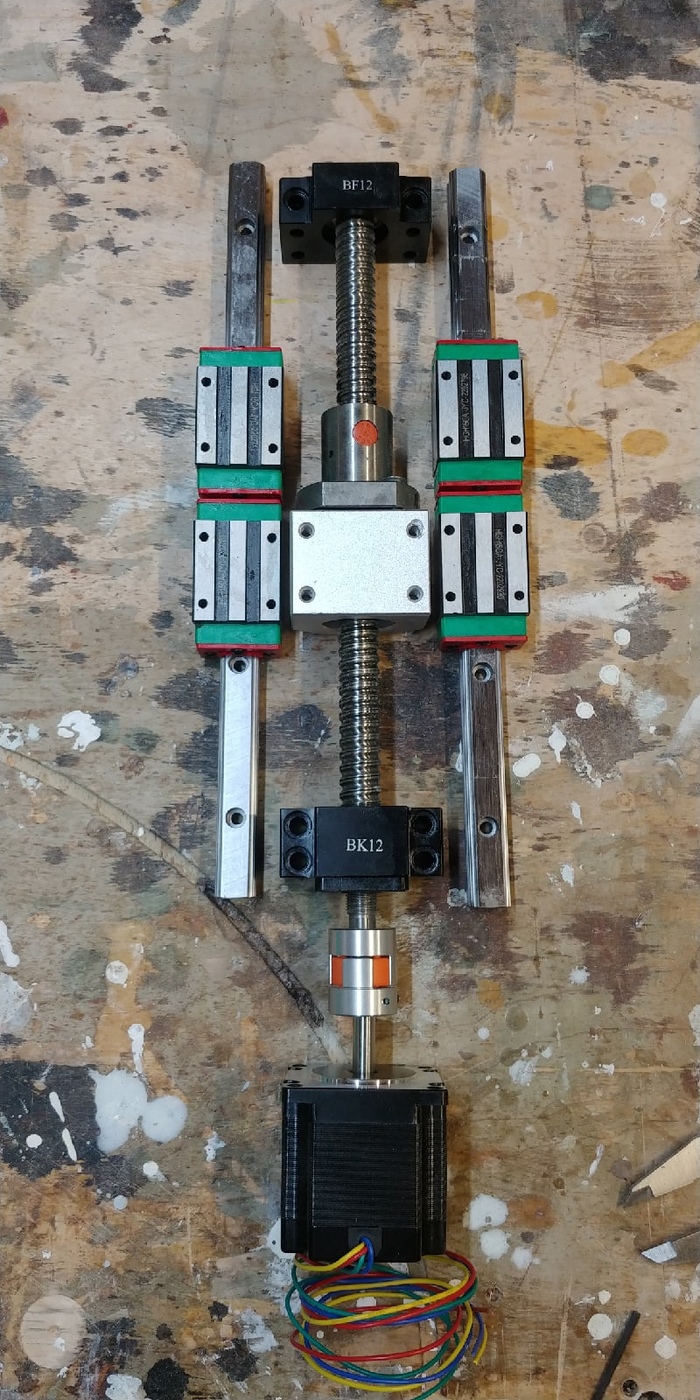
- рельсы две пары 800мм для осей У одна пара 1000мм для оси Х, и одна пара 300мм на ось Z
- 16 кареток, по две на рельс
- 4 швп 1605
Покупалось сразу наборами, что бы не забыть всякие нужные вещи типа подшипников, муфт и тд. Если кому интересно то вот тут SFU1605 HGH15CA. На тот момент китаец мне еще скидку сделал и набор вышел в 380 баксов место 430, в рублях 21 или 22 т.р.

Как видно - упаковано все очень хорошо. Плотные картонные тубусы, куча пупырки и вспененный полиэтилен (во второй коробке)

Следующим этапом стал заказ мозгов и шаговых двигателей. Поскольку будущий станок уже сильно потяжелел, а еще толком не начал собираться, то выбор пал на nema23 в минимальном размере 57HS56 с крутящим моментом 1,2Нм и 3А тока. Драйвера либо DM542 либо TB600. Ну а мозги доросли до Mach3.
Пошарившись по магазинам в подборе, нашел у предыдущего продавца вкусный комплект с 4 двигателями, драйверами, платой и БП на 36В. Воть
Вообще я хотел взять DM (начитавшись форумов), но с бесплатной доставкой и дешевле по цене были TB - жаба победила :) На момент лета набор был за 7300р.


Осталась последняя крупная покупка - шпиндель. Как я писал выше - была идея использовать кромочник макиты RT0700. И кромочник в хозяйстве, когда не работает ЧПУ и достаточно производительный шпиндель, который даже алюминий и латунь берет при правильных настройках. Но что-то при цене в 12 тыщ +- и цангой только на 6мм этот вариант был отброшен и начались поиски сначала 1,5Кв шпинделя с ER20, а потом при разнице с 2,2Кв в 1,5 тысячи я плюнул и решил брать уже 2,2Кв ER20 с набором из 8 цанг и инвертором за 16 тысяч р. вот у этого китайца.

И доставка СДЭКом по РФ за 4 или 5 дней

5 цанг метрических и 3 дюймовых
Еще были куплены разные фрезы, моток провода awg24 и пачка 4х пиновых коннекторов, два метровых кабель канала(+2000р за все), и все отложилось до января уже текущего года, тк доделывал заказ и мастерская была занята.
Но вот настало долгожданное событие - заказ отдан и можно начинать постройку. В леруа были куплены два листа 18й фанеры(+3000р) и без четкого плана действий все завертелось :)

Все запчасти распакованы
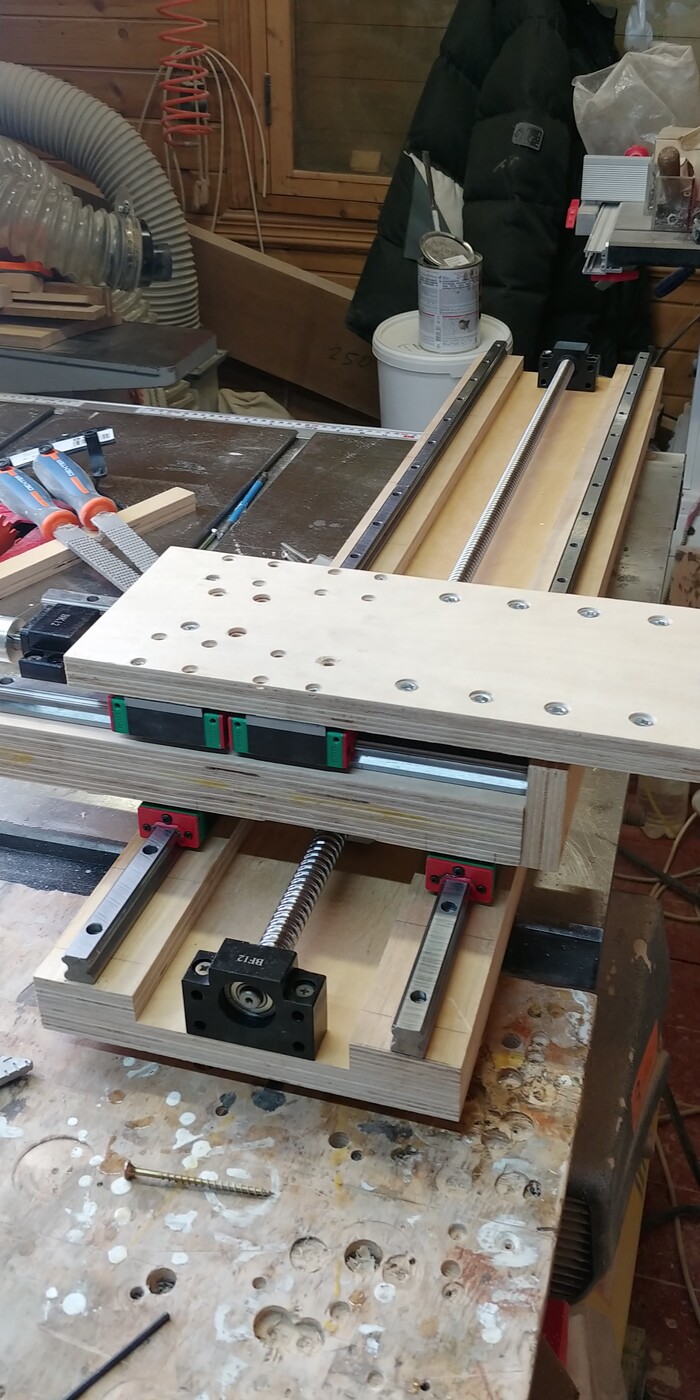
Будущая ось Z. Я знаю, что собрано неправильно, я потом большую серую деталь (честно хз как ее правильно назвать) переставил.
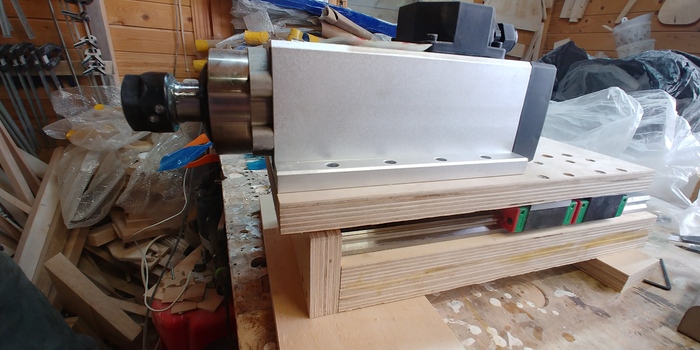
Примерил шпиндель и проверяю, что все хорошо ходит, нет перекосов и не клинит
Ось Х и Z. Оси строю следующим образом: длинна листа в основании равна длине рельс, ширина больше на глаз выбиралась и "как у других сделано". Для Z минимальная ширина, чтобы каретки не задевали ту самую серую деталь. Для Х максимально широко, чтобы нагрузку лучше распределить. У рельсы расположены поуже, но само основание сделано шире, чтобы опилки меньше разлетались. Второй слой 18й фанеры добавлен под рельсы, чтобы каретки с серой деталью на швп были в одной плоскости.
Тут на видео видно, что при начале движения Х и смене направления есть небольшой лаг - плохо были затянуты винты на крепежной площадке оси Z
Сборка основания. 5см полосы фанер с запилом в полширины собраны решеткой с определенным шагом (ну кроме последней части, она в итоге была увеличина, что бы получить те самые 940мм). Сверху прикручен лист 18й фанеры. Позже на него уже будет прикручен лист 12мм мдф в качестве жертвенного стола.
Тут я подбираю финальную высоту портала. В итоге над жертвенным столом при максимальном подъеме оси Z получается 150мм

Вид без проводки, но все элементы на местах.

Подключил шпиндель к инвертору и проверяю работу на разных оборотах. Настраивал по видосу из интернета, но в основных моментов несколько:
- установить вольтаж шпинделя (в моем случае 220)
- установить его ампераж (8,5А)
- установить максимальные обороты при максимуме инвертора
- установить минимальны обороты при минимуме инвертора
Первые три параметра указаны на самом шпинделе, последний империческим путем
Далее подключил один драйвер к плате Mach3 и начал играться с двигателями на оси. В принципе для меня момент подключения электроники был самым пугающим во всем процессе постройки, но посмотрев несколько видосов, купив авточистилку для контактов и простенький тестер пошел в бой.
Первое что надо знать про Mach3 - надо ставить спец плагин rnr motion controller plugin иначе через USB программа Mach3 не видит плату. Второе - демо версия может прочитать только 500 строк G-code. Обе вещи решаются интернетом :) Возможно на диске в комплекте есть оба решения, но я без дисковода на ноуте(
Драйвер я подключил по общему плюсу на dir и pull, т.е. +5 с платы кидается в +dir или +pull и между ними делается перемычка, а dir и pull оси с платы уже кидается на -dir и -pull на драйвере. Также на драйвер кидаем + и - с 36В БП, а на плату Mach3 + и - c 24В БП (пришлось докупить отдельно, +1000р)
Проверяю, что есть движение
Задача в том, чтобы двигалось все нужном направлении. Из двигателя выхдят 4 провода, по два на обмотку А и В. Какая А а какой В будет на драйвера в принципе пофиг. Главное полярность и чтобы провода одной обмотки были подключены в +А и -А, а второй в +В и -В. По цветам у всех производителей по разному, но обычно в описании двигателя указано какой цвет какая обмотка. Также можно проверить тестером на сопротивление, провода одной обмотки какое-то сопротивление дают, разных - по нулям.
Был у меня казус с полярностью, когда при нажатии в Mach3 на + и - ось двигалась в одну сторону, решилось перестановкой +А и -А местами на драйвере(или +В и -В, не принципиально).
ТК у меня две оси У и два двигателя, то достаточно проблематично было заставить их работать в нужном мне направлении. Путем нескольких перестановок проводов, и смены полярности для оси в Mach 3 удалось сделать движение по -у к себе, а по +у от себя
Я вывел одну ось У на у dir и y pull с платы, а второй двигатель на а dir и а pull, потом в программе ось А выставил как slave оси У. К сожалению эта схема работала только при управлении стрелочками в Mach 3, когда я пытался запустить g-code, ось A осталась на месте и двигалась только ось У. На мое счастье я сделал первую задачу в виде круга 100мм диаметром, иначе бы вывернуло ось Х из стойки.
Потратил несколько часов на решение этой проблемы - гуглил, читал форумы, смотрел видосы и ничего не помогло. В итоге я просто закинул -dir и -pull со второй оси У в y dir и y pull, поменял местами провода на шаговик и случилось чудо - все заработало как мне надо!
Временная разводка выглядит вот так
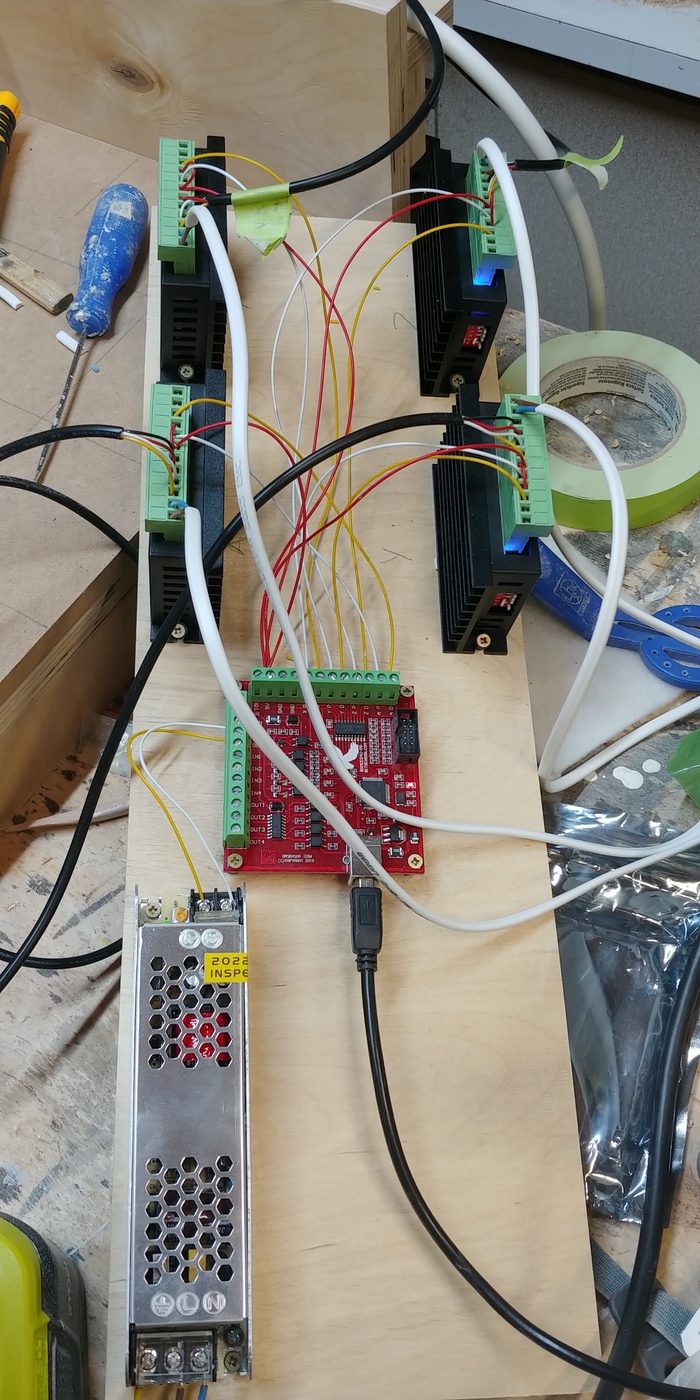
Тут еще из A драйвера провода идут в A pull и A dir, но принцип понятен.
Еще на драйвере необходимо выставить количество микрошагов на оборот. Я сначала выставил 800. но потом увеличил до 1600 на X и У, а на Z 3200. После этого в самом Mach 3 необходимо оттюнить моторы, что бы перемещение на 100мм по g-code было реальным перемещением на 100мм. Для этого есть спец формула как считать, а можно воспользоваться автотюном. На специальной вкладе в Mach 3 отправляешь ось Х на 100мм, ось двигается, программа спрашивает - на сколько подвинулось то в реала? Ты замеряешь и говоришь ей, что на 78мм подвинулось. Она - ок, вот такой коэффициент надо поставить, я сделаю? Ты ей - да. Она все выставляет, а мы потом делаем контрольное движение и так для каждой оси.
Ну и после всего этого, вам наверняка интересно а как же вот эта хрень из говна и палок то в работе?
И гравировка
Из того, что надо доделать на текущем этапе - ось Z или точнее шпидель на ней не перпендикулярен жертвенному столу. С глазомером у меня не очень, но на взгляд по гостовскому угольнику в пределах градуса есть отклонение. Это отклонение уже заметно на большой плоскости при выборе чашечной фрезой - остаются полосы. И также малозаметные полосы остаются при проходе фрезы по контуру.
И разобраться, как подключить частотник к плате и управлять всем из Mach 3, а не руками отдельно запускать шпиндель и обороты.
Еще в стоимость можно добавить 8000р, потраченные на мини ПК и 7 дюймовый тач монитор для будущего управления станком. Тык 1 и Тык 2

Он будет спрятан в корпусе со всей прочей электроникой, а торчать будут только монитор и блок управления частотника. А сам станок переедет под стол, на котором и стоит.
ПС: фрезы в подсчет не включаю ибо расходник
ПСС: для любителей "это говно не будет работать, лучше бы готовое купил... или у него не хватает жесткости...". Во-первых, он все же работает, и у меня был спортивный интерес, как у человека с инженерным образованием. Во-вторых, найдите станок с рабочем полем хотя бы 900х600мм (очень любят этот размер в настольных станках) на рельсах с каретками и на швп, с 2,2Кв шпинделем и за 60 тысяч рублей. Про жесткость - по буку работает без проблем, правда я больше 2мм за раз не снимал. Как желе себя точно не ведет
ПССС: Возможно в будущем я переделаю его на алюминиевых профилях в стиле Avid CNC, либо построю новый.
Спасибо, что дочитали! Наверняка я что-то забыл, так что отвечу в коментах на интересующие вопросы.
По просьбе решил сделать пост о создании управляющей программы для лазерной резки.
Делаю их в программе ArtCAM, она очень функциональна и удобна для меня. В ней мне очень удобно работать с векторными изображениями. Для примера покажу уже на созданной программе, которую делал по просьбе друга.
За пример взял модель для портсигара с интернета
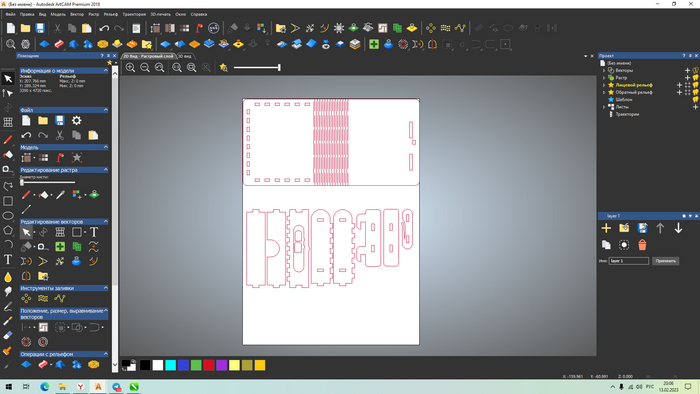
Но мне нужны были совершенно другие размеры, начал планировать свое. По заказу нужна была внутренняя часть размерами 100*170 мм. От этого размера начинаю строить все чертежи. Первый раз было сложно, предугадать все отверстия на своих местах, что относительно чего должно быть расположено, по итогу получился вот такой чертеж.
Все этапы описывать не стал, получится непонятно (попытался) , лучше позже сделаю видео подробное. Так же можно ArtCAM позволяет перевести растровое изображение в вектор
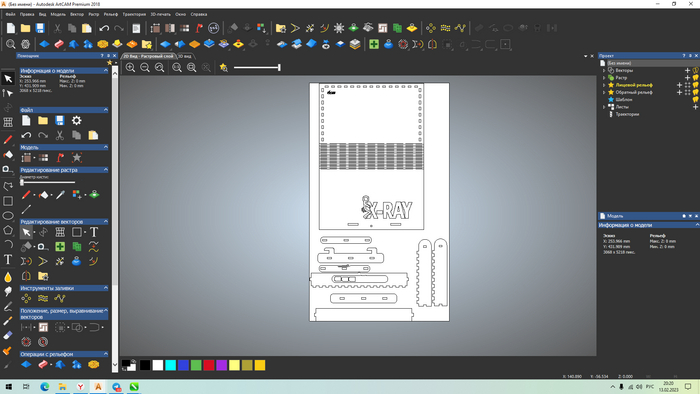
Для примера сделал я скрин нужной мне гравировки

Выбираю перевести функцию Растр в Вектор, затем уменьшаю количество цветов до 2, здесь легко, мне нужно просто выделить черную надпись на общем фоне
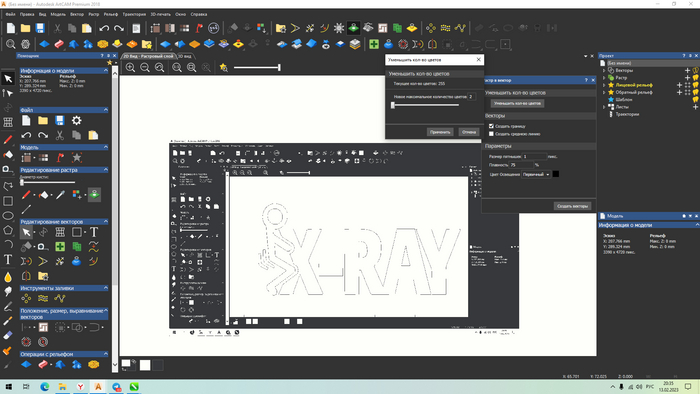
Получаю векторное изображение из растрового.
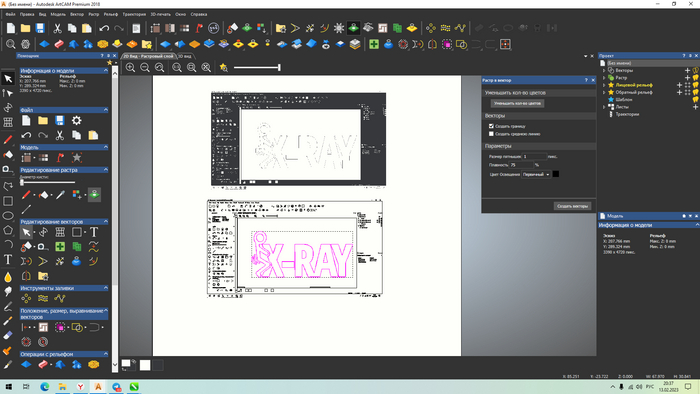
Это легкий пример, вот что делал более сложное, использовал больше цветов, потом много что вручную поправлял
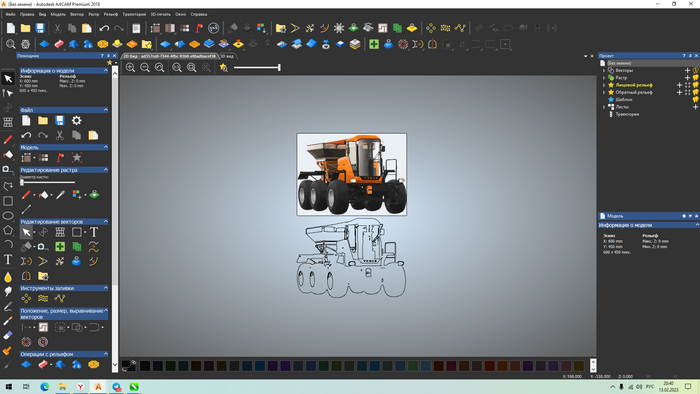
И результат гравировки (гравировка сделана на хорошем лазерном станке/маркере)

Вернемся к нашему проекту. Для своего домашнего лазера использую программу LightBurn, ей достаточно векторного изображения( в отличии от фрезерного станка)
Здесь идет уже настройка лазера, что, как и в какой последовательности ему резать или гравировать. Включаем предварительный просмотр, если все ок, запускаем
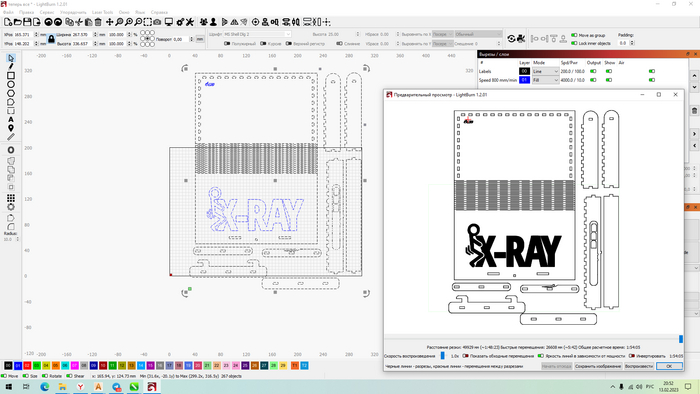
Ждем... Мой лазер медленно режет...
И вот результат:
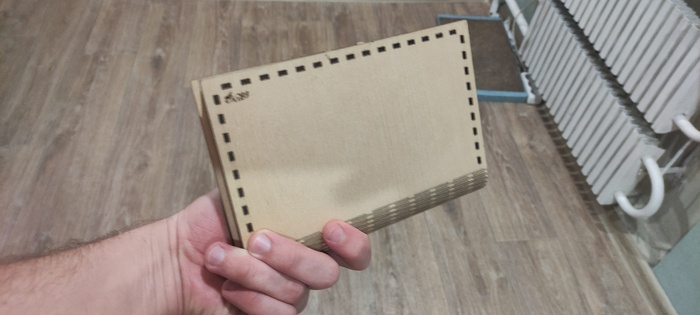




Рамка для зеркала , материал сосна.


Совместная работа с мастером по ремонту и изготовлению гитар ( я проводил обучения работы на ЧПУ, теперь он сам шпарит на станочке гитары)







Вывески всякие!




Иногда бывают и сложные в подготовке работы . длина заготовки 6 метров , а рабочее поле станка 3 метра .

Фрезеровка на спилах карагача


Номерки на двери в отель в стили Игорь Престолов



Баловались портретами точками (это не мемориальная табличка) материал лдсп черное

А тут мдф с фасада кухни.

Макет Московской площади.

Всем привет! Буду краток )
Сделали недавно 2 люстры под заказ. Первая - прямоугольник длинной 130 см с 4 светодиодными светильниками. Сделан из доски 150х50 см, строганной. Вторая - 80х80 см из доски 100х50. Все работы сделали "под ключ" вместе с монтажом. Сами люстры собирали "ручками", круглые элементы делали на ЧПУ. Провода удалось "спрятать" в цепи.
В интерьер комнаты все вписалось очень хорошо. Заказчик доволен, мы тоже )
Телега с прочими работами: https://t.me/SEVOWOOD



Одна вакансия, два кандидата. Сможете выбрать лучшего? И так пять раз.
Изготовление трости с необычным навершием, от идеи до передачи заказчику
Привет, с вами Юрий. Это мой первый пост на Пикабу. В свободное время я воплощаю в жизнь разные проекты, собираю чпу станки, создаю уникальные изделия. Вдохновляюсь совершенно разными вещами, о которых планирую здесь рассказывать.
Иногда приходят уникальные индивидуальные заказы, например как этот. Под новый год изготовил дубовую трость, вес ~ 500 грамм, покрытие древка морёный дуб + лак, навешие - лак. Металлический шип, резинка - заглушка подходит стандартная, диаметром 20 мм.
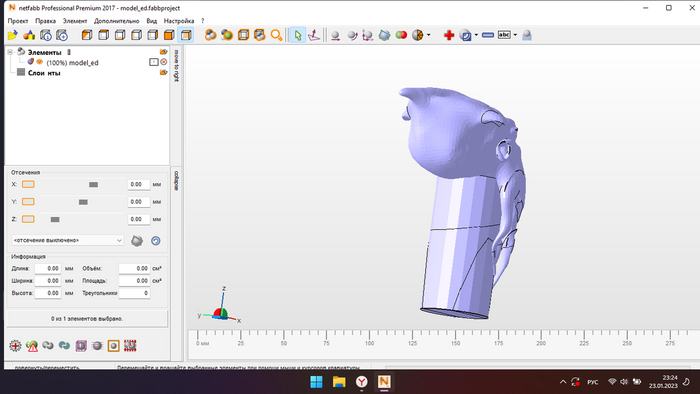
Сначала был поиск модели в интернете, после согласования с заказчиком, нужно было её доработать.

Исходная модель
Доработке подверглись все щупальца, необходимо было "прижать" их к древку будущей трости.
Манипуляции с моделью производилась в программе Autodesk Netfabb, там же разрезалась на три части для 2d фрезеровки. Есть конечно и четвёртая ось, для 3d фрезеровки, но длины имеющегося инструмента не хватило, поэтому пришлось идти на ухищрения в виде фрезеровки частями.

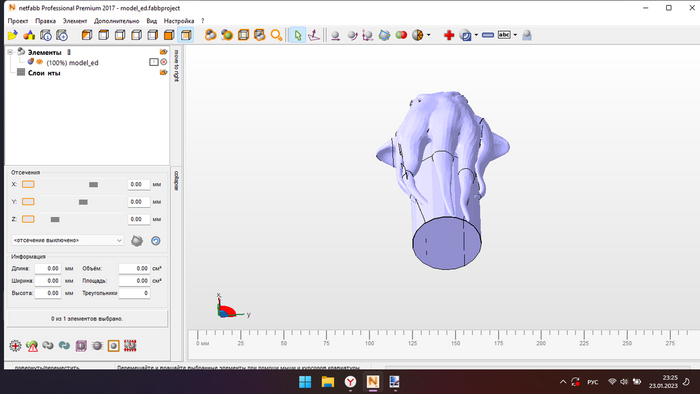
Отредактированная модель
К модели было добавлено основание, на чём сидит Ктулху, оно же послужило местом сращивания навершия и древка. По основанию подрезаны и подогнуты щупальца, иначе они бы легко отломились при использовании трости по назначению.
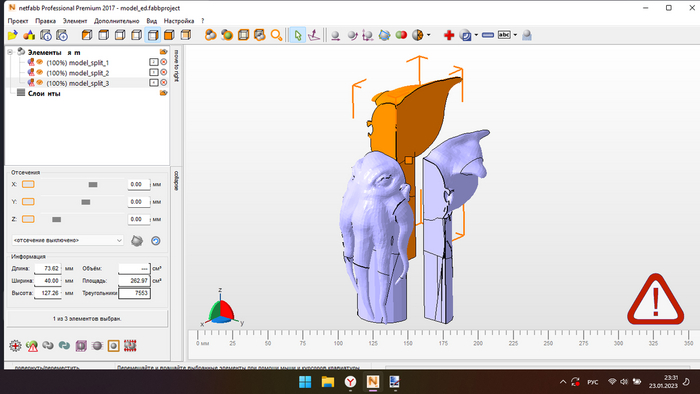
Рассечение модели, прошу сильно не пинать, только осваиваю))
Создание управляющей программы для фрезеровки не сильно отличается от создания программы для лазера, открываем уже известный ArtCam. (Видео создания управляющей программы для модели попроще https://dzen.ru/video/watch/63ab4ffb8b54ac44a00c3e98)
Укладываем модельки в размер заготовки.
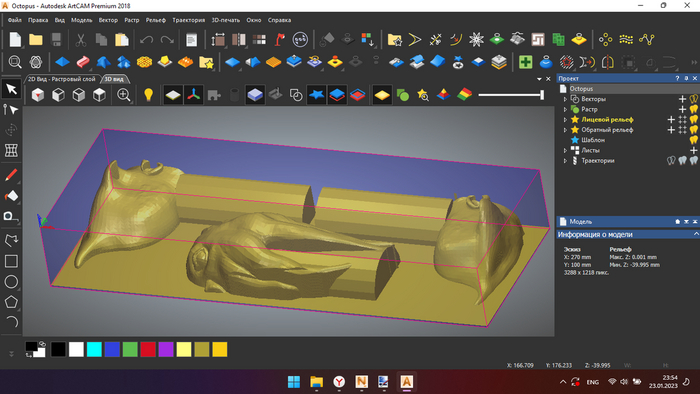
Рассечённая модель в ArtCam
Один из плюсов расположения моделек именно так относительно друга в том, что они при склейке будут иметь разные направления волокон (все вдоль длинной стороны).
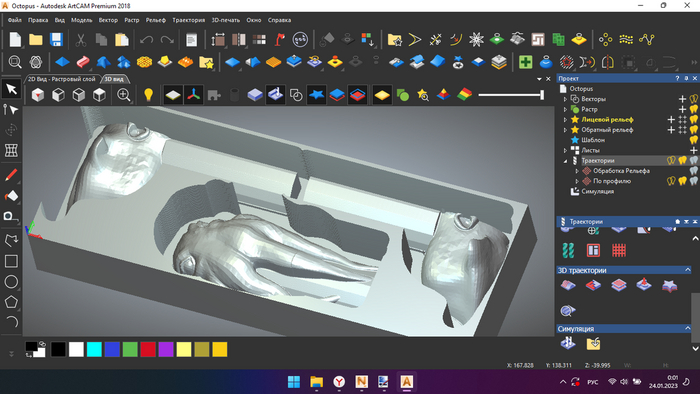
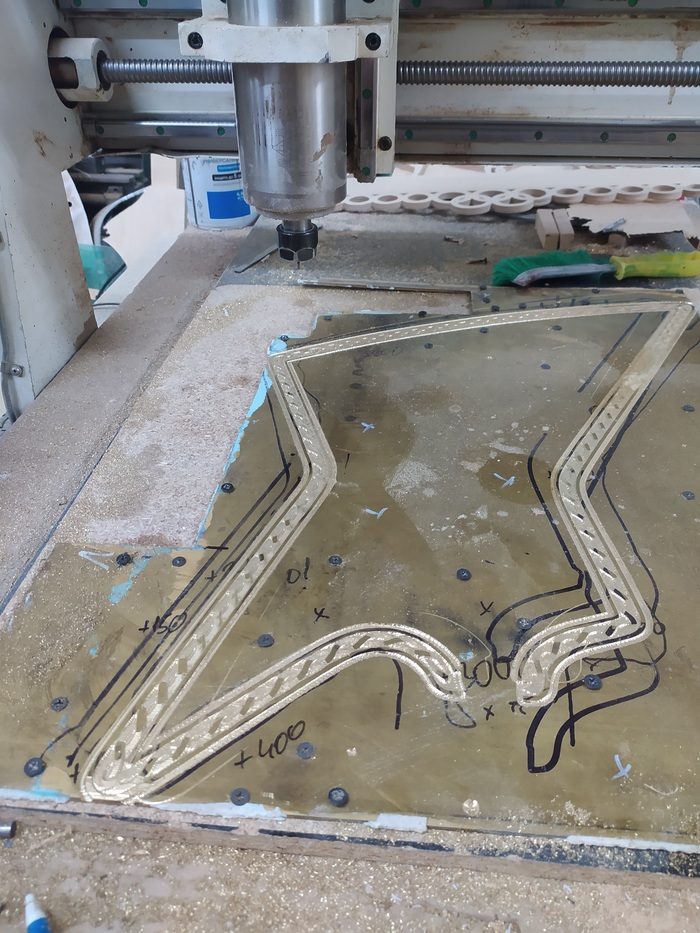
Симуляция траектории
После проведения симуляции траектории убеждаемся, что всё хорошо, копируем на флешку программу и идем к станку...
Картинка из интернета
Получаем заготовки, клеим, шлифуем и далее по списку, фото в процессе не делалось, поскольку замысла писать статью не было.
Металлический шип и оковка сделаны аналогично этой моей работе (нужно научиться фотографировать изделия до выдачи заказчику =D )

Трость с орлом, латунная оковка (лого нашего творческого коллектива)
Отличие в материале, трость с орлом окована латунью, а с Ктулху - сталью.
Древко клеено вдоль из трёх брусочков с разными направлениями волокон дерева, сделано это для повышения прочности трости, а также исключает вероятность, что со временем древко "уведет"; выведено на конус на обычном самодельном токарном станке по дереву.
Затем склейка, шлифовка, подгонка и конечная покраска в несколько слоёв с просушкой между слоями.
После нескольких часов кропотливой работы получаем результат:

Фото заказчика, итоговый результат







