Примеры, того, что я делаю на заказ
Обратился ко мне парень экстремал с просьбой сделать подвеску для электролонгборда. И поведал историю о том, как она сломалась. Он ехал со скоростью около 80км/ч и подвеска лопнула, как результат: переломал руки, ноги, свернул шею, черепно-мозговая травма, таз порвал, вообщем жесть. И очень желал, чтобы этого не повторилось снова.


Он сам отдал сломанную деталь конструктору, который прогнал её через 3D сканер и уже отрисовал её в soliworks(программа для построения 3D моделей) и передал мне. Я заказал металл в данном случае В95Т1, это самое прочный из доступного. Написал программу и изготовил на станке. Результат ниже.

До покрытия.

После покрытия(анод черный).
Результатом клиент очень доволен, катается и не знает бед. Периодически присылает видео со своих покатушек. Круто, очень приятно!
Это форма для изготовления лотков под запайку.

Габарит формы 500*240мм
А вот результат, взял картинку из интернета.

Вот еще одна форма. Особенность это формы, в том что она сборная и состоит из 3 частей. Видно винты по периметру. Основная проблема, это выпора(отверстия диаметром 0,6мм), через которые выходит горячий воздух. Они находятся сверху между винтами и чтобы, не сверлить через 60мм алюминия, сделали верхнею часть толщиной 10мм, сделали внутри лабиринт который соединяет эти мелкие отверстия и выходит сбоку. Вообще, просверлить так глубоко можно, но нужен станок superdrill, который выжигает электродами отверстия на большую глубину. Но у меня и заказчика, такого нет, хотя мысли купить его есть. В целом, если брать китайский, то подъёмно. И оказывать доп. услугу по сверлению таких отверстий. Также прикрепил видео изготовления лотков.


Сами выпора.
С этой формой произошла неприятная ситуация, я допустил ошибку, при черновой обработке. При работе фрезой диаметром 20мм, когда она заканчивала выбирать мясо в одном кармане, должна была подняться на безопасную высоту и переместится в следующий карман. Но она не поднялась и поехала в другой карман через стенку.
А не поднялась, так как, когда я писал программу упустил этот момент, а на симуляции не заметил. Как итог минус шпиндель и патрон. Повезло шпиндель был в Москве и мне отправили его сразу. Продавец вошел в моё положение и продал мне шпиндель подороже:) Но я все равно благодарен. Цена такой ошибки 125 000рублей. До этого момента, у меня не было таких дорогих ошибок.


Форму я подварил. И доделал уже на втором станке, так как форму надо было отдать, через 3 дня. Делать пришлось с передвигом, из-за габарита, который выходил за поле обработки китайского станка.
Следующие детали, будут знакомы любителям страйкбола и кто увлекается оружием. Это приклад к винтовкам типа AR-15.


Особенность этой детали, что выполнена из цельного прутка, то есть центральное отверстие Ф25, просверлено и расточено на глубину 180мм с достаточно приличной чистотой. Обычно для удешевления берут трубу, затем один конец, либо заваривают или делают резьбу под заглушку. Также верхнею часть, делают на винтах.
Раньше это приклад, сначала я делал на токарке, а потом уже фрезеровал. Потом пересмотрел технологию и поменял местами порядок обработки, это привело к удешевления, за счет уменьшения размера заготовки с диаметра 50мм до 40мм.
Скажу сразу, что разработчики и заказчики этой продукции, являются ребята из Москвы, оружейная компания РТМ. Практически вся механическая обработка, проходила через меня, а другие операции, они делали сами. Можно у них на сайте глянуть примеры работ.
Это рукоятки разного типа. Пиллау и нарва.

Вот ,как она стоит на оружие. Фото взял с сайта РТМ. Рукоятка нарва.

Еще один тип рукоятки с крышкой. Короткая. Рукоятка пиллау с крышкой.

А вот так выглядит уже на оружии. Но здесь длинная рукоятка, просто на этой фотографии, хорошо изображена. Фото не моё, взял с сайта.

Вот так они выглядят на станке. На одной из операции.

А это следующая операция.

Вот еще мелкие детальки из стали. Называется кабестан и закладные для него.

Вот так выглядит на оружие.

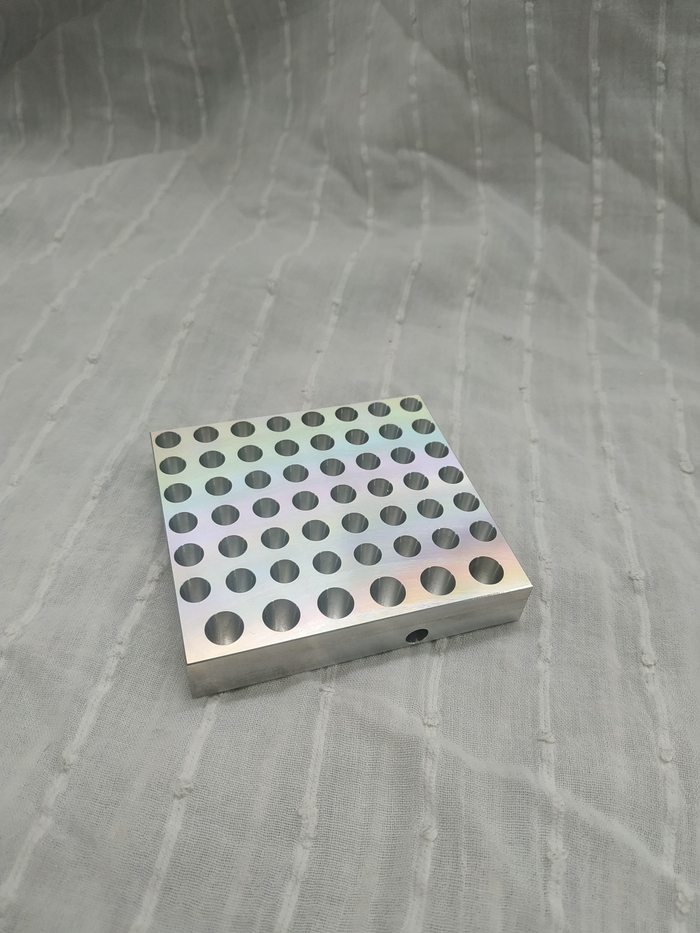
Следующая деталь, это из области ПЦР тестов. Она небольших габаритов и сделано 48 малых лунок и 6 побольше. Основная проблема, это добиться неземной чистоты в лунках, которые сделаны под наклоном. Зачем она там нужна такая, я не знаю, но это доставила много хлопот. Заказчик проверяет каждую лунку и если хоть одна не будет соответствовать, то на переделку. А трудоемкость, просто конь! Есть такая же, но на 96 лунок. Раньше катал шариком, но сейчас из Китая заказал специальные под конус фрезы и буду пробовать ими, это должно улучшить качество и уменьшить трудоемкость.
Дальше пойдут детали назначение, которых я не знаю. Просто дают чертеж или модель и я делаю.




Пожалуй на этом всё. Это лишь малая часть, того, что я сделал. Какие-то фото я нашел у себя в архиве, что-то нашел в цехе и сфотал. Некоторые детали, думаю нельзя выставлять, так как они делаются по кооперации, в которых есть посредник, а то и не один:) Также с одной фирмой, для который я делал значительный объём, подписан договор о неразглашении коммерческой тайны. И штрафы там, конские.