Ситуация: вышел на новую работу, выдали системник, монитор, а звука нема. Ни колонок, ни блютуз-адаптера. Даже обычных наушников с проводом под рукой не оказалось, всё давно перешло на TWS.
Покупать за свои деньги колонки в офис или плодить лишние провода не хотелось, а сидеть в тишине весь день — тоска. Зато в кармане всегда есть телефон и беспроводные уши к нему.
Идея: Я решил: раз я программист и сейчас век «вайб-кодинга», почему бы не заставить комп стримить звук на телефон через браузер? Немного погуглив и пообщавшись с ИИ, решил собрать веб-приложение, которое будет транслировать системный звук компьютера прямо в мобильный браузер.
Что получилось: За пару вечеров собрал «костыль» на коленке. Работает максимально просто:
Захожу с рабочего ПК на сайт audio.lanc.kz, нажимаю «Начать трансляцию».
Выбираю «Весь экран» и (ВАЖНО!) внизу ставлю галочку «Также предоставить доступ к аудиоданным системы».
Сканирую QR-код телефоном. Открывается вкладка, нажимаю «Подключиться», а затем «Play audio».
Всё. Втыкаю наушники в телефон и слушаю музыку, фоновый ютуб или созвоны прямо с компа, свободно перемещаясь по офису.
Техническая часть (для тех, кому интересно):
WebRTC: Чтобы звук не отставал от видео на 5 секунд, использовал P2P. Задержка мизерная, можно даже смотреть видосы — рассинхрон почти не заметен.
No Install: Никаких админских прав не нужно, устанавливать софт на рабочий ПК не надо (сисадмины могут спать спокойно).
Браузер: Работает везде, где есть современный Chrome или Safari.
Проект абсолютно бесплатный, без рекламы и регистрации. Делал для спасения собственных ушей, но вдруг кто-то из вас тоже сидит в офисе и страдает от «немого» компьютера.
Буду рад фидбеку! Особенно интересно, как оно заведется на Android (у меня iPhone, на Safari полет нормальный, а на тестах под Android рук не хватило).
Вчера, 22 декабря, энергетики отмечали свой профессиональный праздник. В честь праздника всегда давали премию, в позапрошлом году 5.000р, в прошлом аж 10.000.в этом году дали ровно
Калининградская область, генеральный - Торсунов. К слову, генеральные меняются каждые полгода, но всё было ничего, пока не пришел этот. За дополнительную работу, на которой они сэкономили миллионы рублей, не заплатили, премии зажимают... Впервые сталкиваюсь с таким жлобством.
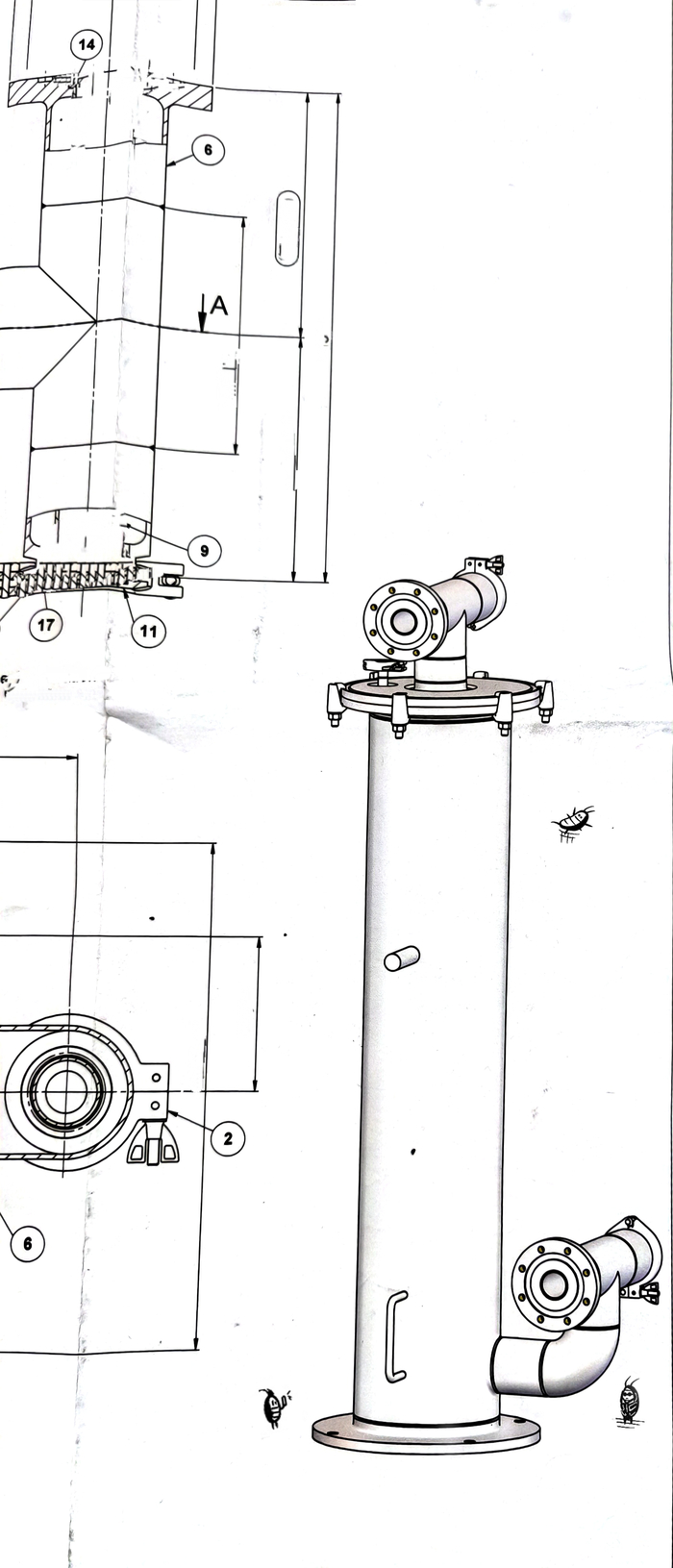
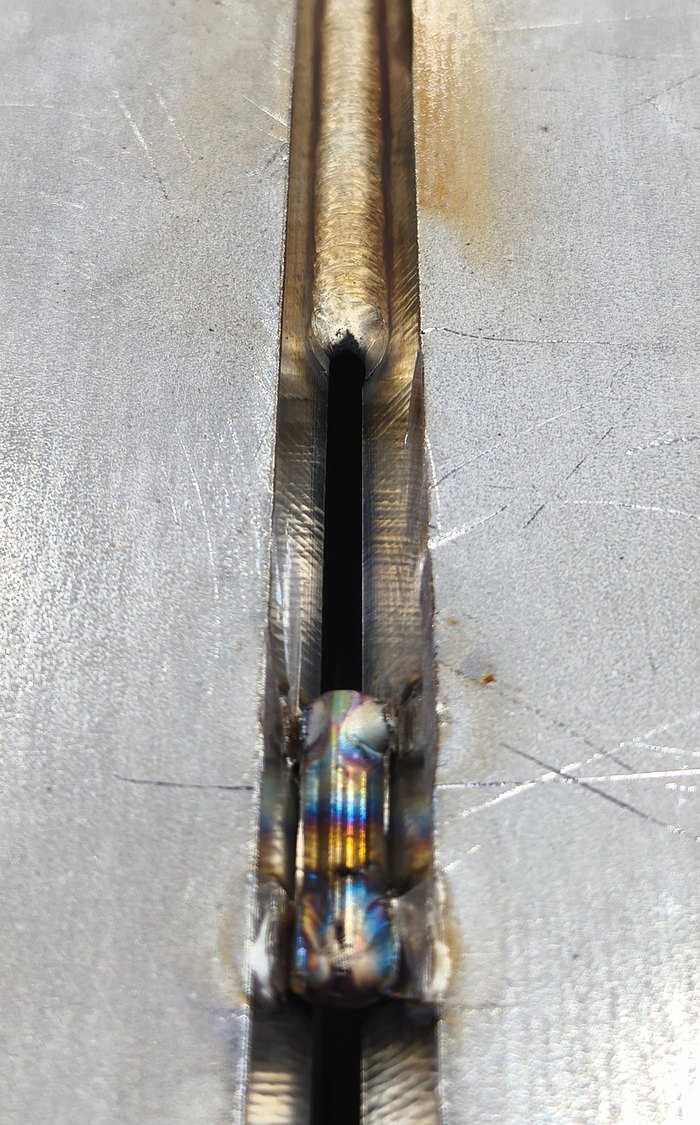
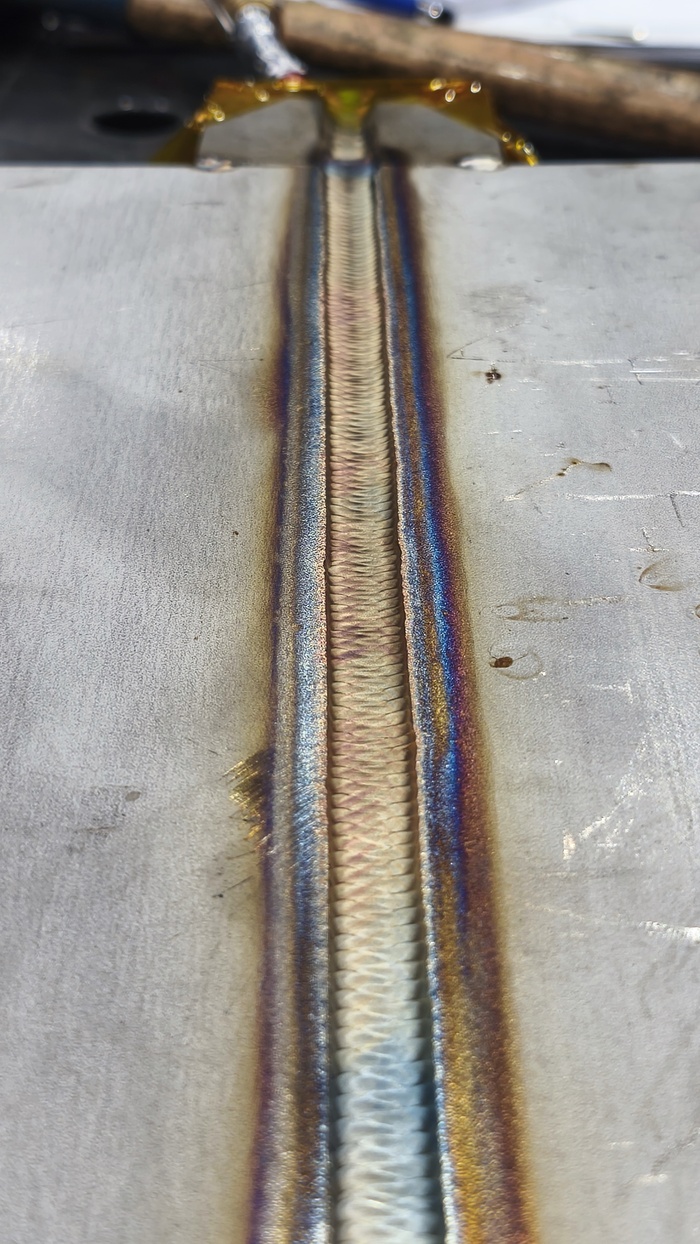
Для затравки закинул фото стыка, а дальше расскажу, что к чему. И это между прочем спойлер, а не хухры-мухры.
Раз в год к нам на фирму прилетает особенный заказ на изготовление узлов трубопровода. Обычно я особо не задумываюсь над тем, что именно мы делаем (чаще всего это связано с водоочистными системами — тема, кстати, заслуживает отдельного поста).
Но в этот раз мне стало интересно, почему вдруг такие высокие допуски — точность до полумиллиметра. И я решил разобраться.
Полез в чертежи
ZaTaSовские шпионы на чертежах. Они везде)
Загуглил заказчика и на фото увидел знакомую деталь, которая есть на чертеже.
Уран сюда приезжает в виде UF₆ (гексафторид) и повышается содержание изотопа U-235 в каскадах центрифуг. На фото есть деталь, которая на чертеже.
И тут — классика жанра.
Подходит начальник и говорит: “Отложи это, есть срочная работа”.
Надо заварить тестовые образцы из нержавейки— маленькие пластины, которые потом будут мучить по полной программе. Их рентгенят, сгибают, ломают, шлифуют и травят кислотой.
Зачем? Чтобы убедиться, что сварка не просто красивая сверху, а что внутри нет сюрпризов, и шов реально выдержит нагрузку.
1/3
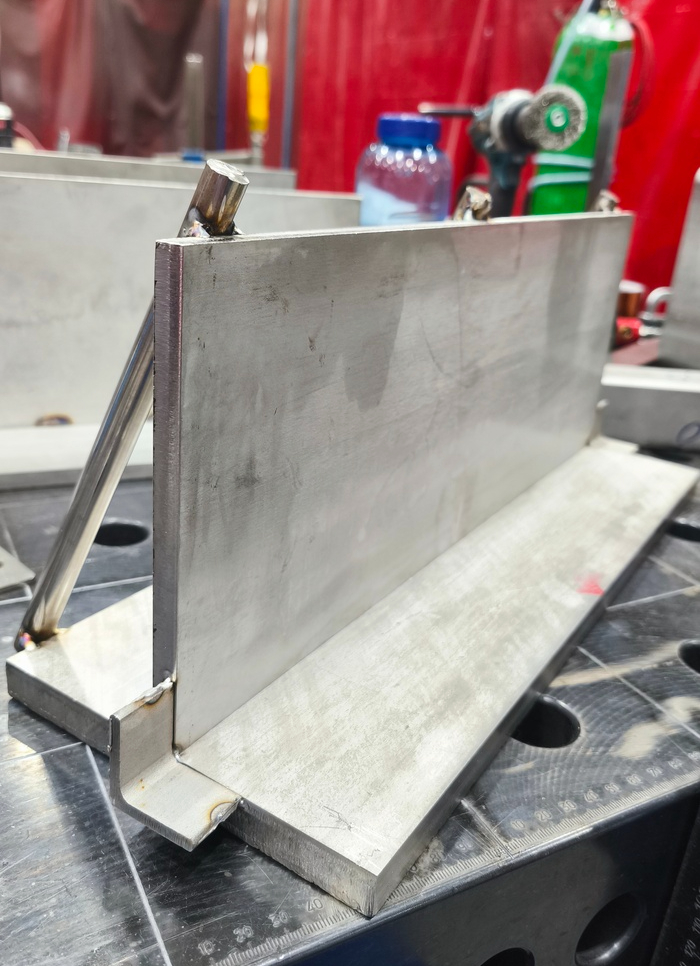
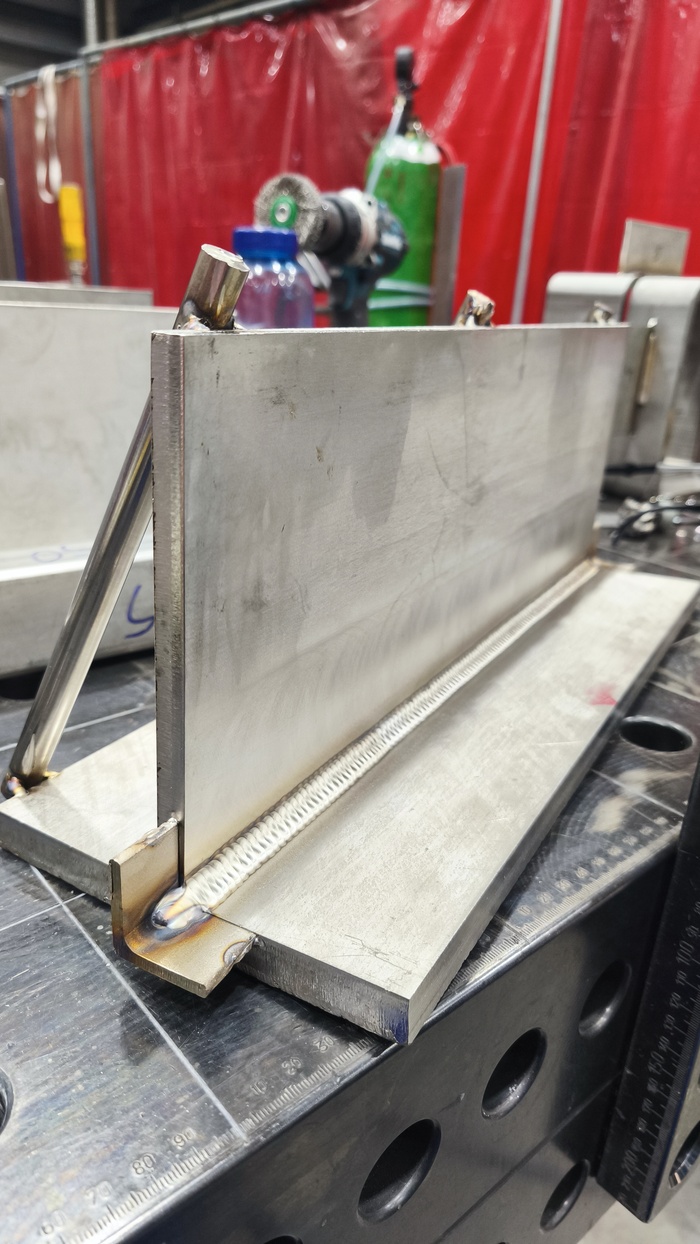
Собираю Т-образное соединение для углового шва катетом 3 мм. Толщина пластин от 3-15мм
Пора варить
1/3
И приступаю к сварочному процессу. Завариваю первый шов и затем сверху второй облицовочный
После сварки проверяю катет 3 миллиметра. Пластины выгибает от высоких температур, так что угла 90° нет, ну и хер с ним.
1/2
Контроль качества
Снова опускаю маску
Что я вижу когда опускаю маску
Скоро кофе тайм?
И когда поднимаю сварочную маску
Далее собираю на прихватки стыковые соединения такие же пластины, но с фаской.
1/5
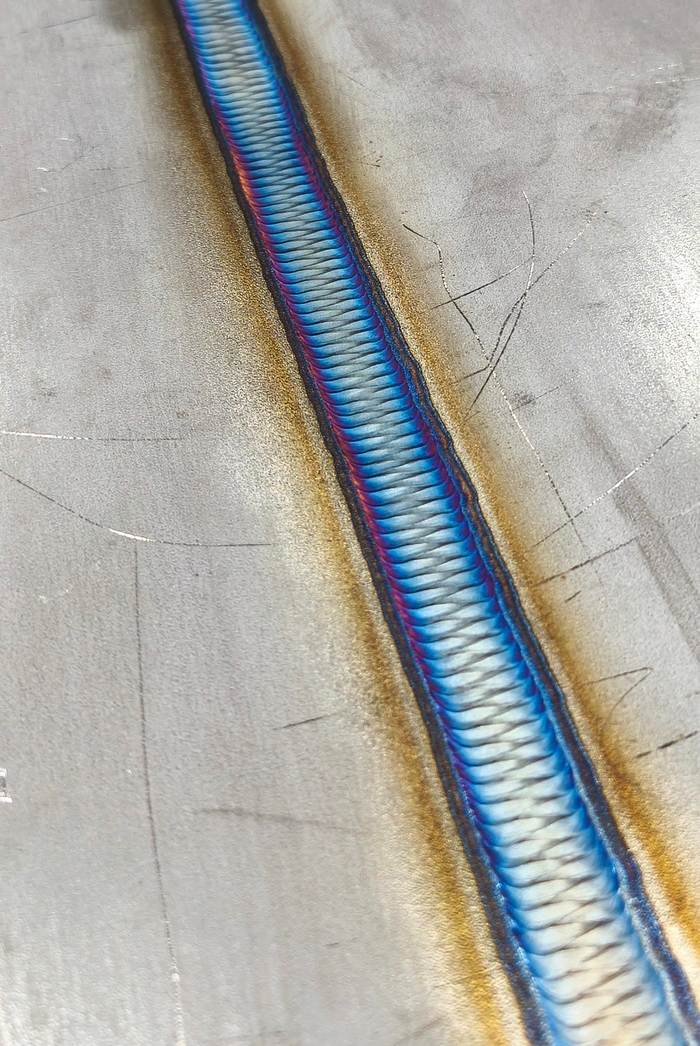
Проклеиваю супер скотчем (реально крутой), задуваю газ для защиты корневого шва, что бы не было взаимодействия с кислородом. На последнем фото корневой готовый шов.
Свариваю
1/5
Процесс
Процесс такой: я завариваю корневой шов, по ходу удаляя прихватки и зачищая шов нержавеющей щеткой от окисления и цветов побежалости. Затем делаю второй проход и снова очищаю. Далее идёт заполнение и очистка, снова заполнение и очистка, и в конце —👇🏻
Параллельно советуюсь с напарником Лёней. Пришлось удалить его фото, так по размеру не поместился в пост, но Лёньки буду в конце поста мне помогать.
И самая моя нелюбимая часть — это работа с болгаркой: пыль от абразива отрезных кругов, запах бееэээ.
Кстати, когда я на межвахте дома, часто на улице, особенно у магазинов, которые часто перестраивают, мне встречаются слесари, которые режут профили, и я порой принюхиваюсь к запаху абразива, чтобы определить производителя (шутка).
Итак, надеваю респиратор, очки, отрезаю все ненужные временные железки, защищаю изделие и результат готов.
Я не уйду, пока здесь не будет идеального порядка! Инфа для зумеров: есть такая волшебная щётка-сметка. В каждом цеху она в единственном экземпляре. В моём случае я просто протёр щеткой камеру на телефоне — и готово, рабочее место чисто! Смотрите сами))
Прокуратура заявила о выводе 163 млрд. рублей экс-владельцем ЮГК за границу.
Генпрокуратура в новом иске об изъятии активов у экс-владельца «Южуралзолота» Струкова сообщила, что за время владения бизнесом он вывел за рубеж 163 млрд руб., на которые купил недвижимость и яхты в Европе и строит гостиницы.
Сейчас, 2025 год. Прибавляем 40 000 лет = 42025 год - появился "человек разумный" и сразу стал пахать с утра до вечера, откладывая всю зарплату, что бы накопить 163 млрд. рублей., а сам жил на з/п жены.
163 000 000 000/42025 лет/12 месяцев. = 323 220 рублей в месяц, зарплата обычного кроманьонца.
Вы просто не начали копить, как "человек разумный".
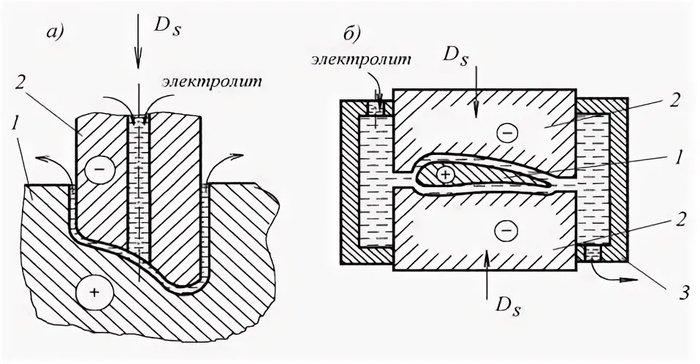
Впечатляет? Согласен, даже очень! Но как такое возможно? На этот вопрос могут дать ответ физико-химические методы размерной обработки металлов. Звучит страшно, но прошу, не нужно бояться полчаса, ведь основных их (метода) два: электроэрозионный и электрохимический. Разберемся подробнее.
Названия обоих методов содержат корни "электро-", что неспроста. Да уж, как и в нашей повседневной жизни без электричества тут никуда.
А вы своего кота давно заряжали?
В процессе обработки оно подводится в том или ином виде к электродам (инструменту и заготовке), при этом непосредтсвенного контакта между ними не происходит, всегда присутсвует зазор заданной величины, который определяется режимами обработки.
Электроэрозионная обработка производится в среде диэлектрической жидкости, то есть не проводящей электрический ток, но только, до поры, до времени. При приближении электрода-инструмента к электроду-заготовке на достаточно близкое расстояние, происходит искровой разряд, сопровождающийся выделением большого количества теплоты. "А что с металлом?" - спросите вы. Секундочку, как на счет фокуса?
...он испарился!
Да, вот так просто. Электрический разряд испаряет или, если вам будет угодно, сжигает металл поверхностного слоя заготовки. Продукты горения уносятся из искровой зоны диэлектрической жидкостью и ей же охлаждается обработанная поверхность, что является важной ее функцией, помимо изоляции электродов и участия в образовании искры. В этом и заключаются физические основы электроэрозионной обработки.
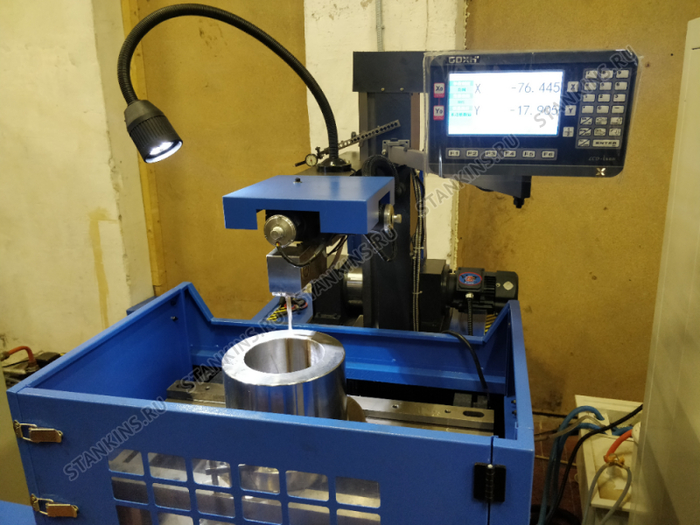
Инструмент-электрод при этом так же изнашивается, но значительно меньше, чем электрод-заготовка. Износ необходимо учитывать для обеспечения размерной точности обработки. Величина минимального снимаего слоя может обеспечить микронную точность размеров (что соответсвует 5-му квалитету) и шероховатость менее 0.5 мкм и является скорее вопросом оборудования нежели метода, так как сам он достаточно хорошо изучен и контроллируем. Кстати, об оборудовании и инструменте. Вашему вниманию представляем....(барабанная дробь) Проволочно-вырезной электроэрозионный станок! О, какой красавец!
1/2
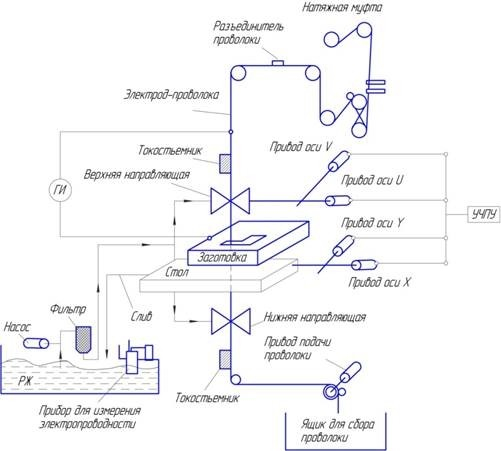
Собственно фото станка и общая схема проволочно-вырезных станков.
Думаю из названия все понятно. Станок вырезает в заготовке контура при помощи проволоки, вводимой в заготовку, либо снаружи, либо через заранее подготовленное отверстие.
Обработка может производиться, как с полным прогружением заготовки, так и с поливом, как на картинке сверху. В процессе обработки проволока постоянно подается между роликами, тем самым обновляется, для минимизации износа и повышения точности обработки. Что касается проволоки, зачастую используется латунная или молибденовая проволоки, диаметрами от 0.1 до 0.3 мм. Латунная проволока является более дешевым вариантом, но она одноразовая. Молибденовая проволока используется многократно и обеспечивает более высокую размерную точность.
Производительность такого процесса обычно измеряется квадратными миллиметрами, которые приходятся на площадь, прорезаемой проволокой линии. Соответсвенно, чем толще заготовка, тем меньше максимально возможный шаг перемещения. И наоборот, чем тоньше, тем быстрее происходит прорезание. Производительность зависит от многих факторов, в том числе от материала заготовки, ее электропроводимости и тугоплавкости. Но в целом, электроэрозионной обработке доступны все токопроводящие материалы, в том числе твердые сплавы, что делает данный вид оброботке незаменимым в ряде случаев там, где обычное резание очень затруднено. Или конструкция детали не позволяет эффективно использовать лезвийный инструмент, например, в тонких и протяженных пазах высокой точности. Несомненным плюсом данного вида обработки является то, что глубина дефектного слоя при чистовом проходе составляет сотые доли миллиметра и остаточные напряжения практически отсутсвуют, что позволяет изготавливать геометрически точные тонкостенные детали.
Вторым наиболее популярным электроэрозионным станком является копировально-прошивной.
1/2
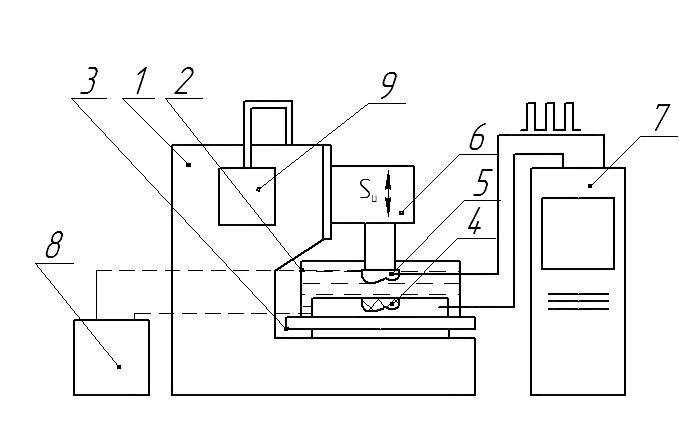
Так же фоточка и схема, не требующая объяснений.
Данный станок примечателен тем, что обрабатываемая поверхность копирует форму электрода, который, совершая возвратно-поступательные движения в заготовку, внедряется в нее. Собственно поэтому он "копировальный".Электроды в этом случае выполняются, либо из меди, либо из графита и обрабатываются на обычных универсальных металлорежущих станках или станках с ЧПУ, при этом важно учитывать, что точность профильного электрода должна быть на 2 квалитета выше желаемой точности готовой детали. Ввиду этого нельзя назвать данный вид станков полностью самостоятельной единицей, так как инструмент-электрод требует изготовления с высокой геометрической точностью. Однако данный метод позволяет довольно эффективно получать криволинейные объемные поверхности с высокой точностью и шероховатостью поверхности.
Так же данный станок позволяет получать длинные и тонкие отверстия очень высокой точности, в том числе с криволинейной осью, собственно поэтому он "прошивной". Часто эту фичу используют для выжигания из заготовок сломанных метчиков и сверел, засевших на приличной глубине. Острые внутренние углы, так же не проблема! Если угол есть на инструменте, то он будет и в детали. Такой, казалось бы простой, конструкционный элемент, но он зачастую не доступен лезвиной обработке.
Производительность указывается в кубических мм. Чем больше площадь обработки электрода, тем меньше максимально возможный шаг, и наоборот, чем меньше площадь, тем больше шаг. Хотелось бы отметить, что электроэрозионная обработка вполне энергоэффективный процесс. Напряжение зачастую не превышает в импульсном режиме 300 вольт, а ток 50 ампер.
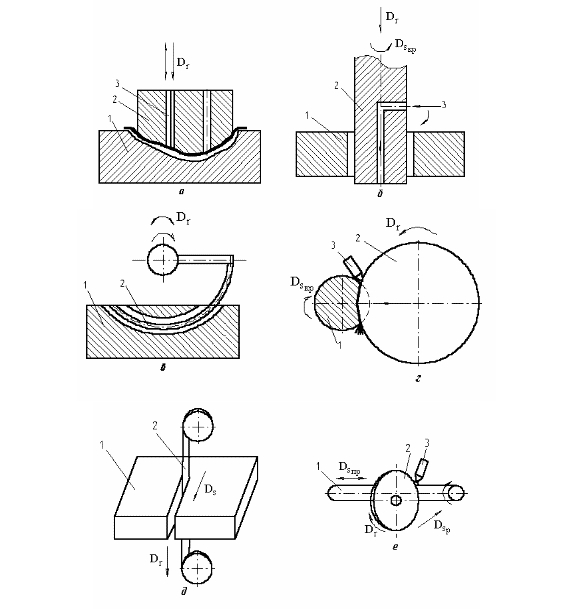
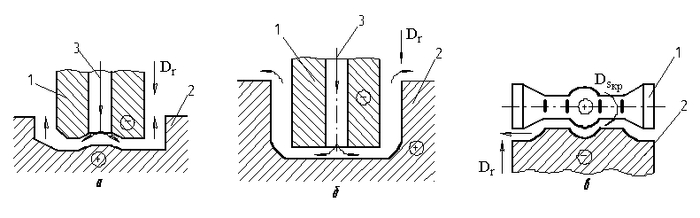
Для утоления интереса приведу некоторые схемы электроэрозионных операций.
а — копирование; б — прошивание полостей с прямой осью; в — прошивание отверстий с криволинейной осью; г — отрезка вращающимся диском; д — отрезка проволокой (лентой); е — шлифование; 1- обрабатываемая деталь; 2 — инструмент; 3 — подача рабочей жидкости
Думаю на этом можно закончить краткий ликбез по электроэрозионной обработке и перейти к электрохимической, ведь у них, как у близнецов, много общего, но есть и фундаментальные отличия!
Собственно, электрохимическая размерная обработка металлов заключается в удалении поверхностного слоя обрабатываемой заготовки путем расстворения последнего в электролите. Электролитом, в основном, выступают растворы различных солей в воде.
Примеры обработки деталей электрохимическим методом.
Напоминаю, что при электроэрозии поверхностный слой испарялся под воздейтсвием высоких температур. Это ключевой отличие, механика процесса другая! НО, кинематика электрохимической обработки в основном схожа с электроэрозионной и имеет лишь некоторые особенности.
1/2
Схемы электрохимической обработки: а – копирование; б – прошивание; в – точение; г – удаление заусенцев; д – отрезка; 1 – инструмент; 2 –заготовка; 3 – электролит.
К достоинствам метода можно отнести то, что производительность метода слабо зависит от прочности и твердости обрабатываемого материала и значительно превосходит электроэрозию. Так же данный вид обработки позволяет получать поверхности любой формы, при этом в поверхностном слое полностью отсутсвуют какие-либо напряжения и дефеты, вызванные обработкой. Недурно!
Примерно так это и выглядит.
Конечно в реальности никакой кот не съедает заготовку, то есть электрод... То есть, ни кот, ни электрод заготовку не съедают, и не изнашиваются. При замыкании электрической цепи между электродами через электролит, электроны с анода (заготовки) перемещаются к источнику питания, а электролит, взаимодействуя с положительными ионами решетки металла забирает последние в себя. В электролите ионы образуют гидроксиды металла, которые выпадают в осадок (как и я, при написании данной статьи)). В связи с последним фактом электролит подлежит фильтрации и обновлению для повышения качества и постоянства процесса обработки.
Несложно предположить, что шероховатость в итоге должна быть отменная, металл можно сказать удаляется на молекулярном уровне! Это действительно так, электрохимическая обработка способна обеспечить шероховатость вплоть до 0.1 мкм, что правда зависит от стабильности растворения электрода-заготовки, удаления шлама (очищения электролита), исходной шероховатости и фазового состава металла заготовки.
Детали из нержавеющей стали после электрохимической полировки.
Но что же с размерной точностью? А вот тут всплывают нюансы метода. Точность размеров и формы при электрохимической обработке зависят от точности электрода-инструмента и стабильности межэлектродного зазора, причем наибольшая точность соответсвует величине минимального зазора, а это как правило 0.02 мм. Стабилизация этого зазора - непростая задача и обеспечивается высокой степенью автоматизации оборудования и прецизионными приводами станка. Дополнительной трудностью является прокачка чистого электролита под давлением через столь малый зазор. Ввиду этого максимальным достижимым квалитетом для электрохимии будет 6-7 (электрохимическое шлифование), а в зачастую это 8-9 квалитет, что уступает электроэрозии. Но не будем расстраиваться, оборудование как и методы стабилизации процессов размерной обработки непрерывно совершенствуются!
Еще одной неприятной особенностью является следующее. На самом деле электролетическое растворение, в отличии от электроэрозионного испарения, не локализовано. Оно происходит везде, где протекает электродный ток и наиболее интенсивно в местах наименьшего зазора. А это значит то, что форма и размеры заготовки изменяются везде, где она контактирует с электролитом. Поэтому те поверхности, которые не подлежат обработке, должны быть тщательно заизолированы токонепроводящими материалами.
Таким образом электрохимическая размерная обработка металлов в данный момент является достаточно узкоприменимой методикой и уступает электроэрозионной в вопросах точности и стабильности процесса, имея при этом больше технологических ограничений и более сложное по конструкции, эксплуатации и обслуживании оборудование.
Засим, разрешите откланяться!
P.S. На самом деле поднятая в статье тема очень обширна. Детальное рассмотрение всех ее аспектов - занятие на несколько академических часов и, конечно, невозможно впихнуть невпихуемое, точнее уложить всю информацию в небольшой текст. Ввиду вышесказанного я и не ставил это своей целью. Вообще говоря металлообработка - мой профиль, но физико-химические методы на практике встречались редко, хотя и всегда интересовали. Экзотика ёлки-палки) Поэтому я решил произвести ОЗНАКОМЛЕНИЕ читателей в легкой манере, не перенасыщая текст техническими подробностями, но и не полностью избегать их, с целью заинтересовать и, надюсь, побудить к дальнейшему самостоятельному изучению. Если среди нас есть узкие специалисты по теме, прошу в комментариях указать на грубые ошибки, поправить неточности и поделиться опытом. Будет полезно и интересно! Спасибо за прочтение!
С утра надо было кое-что настроить на одной из наших площадок в одном из дальних городов. Подключаюсь и вижу, что оборудование наше ходит в интернет через... Китай. Седых волос прибавилось. Есть для этого некоторые причины)) Но все оказалось сильно проще. Местный провайдер почему то решил, что будет хорошей идеей раздать внутрь своей сети китайские адреса.
Ви хочите баек? Их есть у меня. Пожалуй, назову эту: "Не "Лестой" единой".
Я переору любого соловья
Начнём наш сказ. Где-то месяц назад предложили работу. Сфера — геймдев, должность — Narrative Lead. Проще говоря, ведущий сценарист в разработке игр. Я на тот момент вынужденно корпел над очень скучными вещами в очень скучной компании, страдал и поглядывал налево. На слово "геймдев" я реагирую, как Рокки на сыр, поэтому согласился не глядя.
Сы-ы-ыррр!
Первое впечатление: "О-бал-деть!" Отличная команда, исчерпывающий онбординг, замечательные люди, отлаженные процессы. Условия слегка "серые", но я устал скучать и решил рискнуть. Самое главное — действительно интересный проект, куда так и тянуло приложить руки. Я погрузился по самую фапотьку и был готов нырять.
Разве что без массажа и бесплатного зубного
Внутрикомандное общение, естественно, шло в Slack. В один прекрасный день в общий канал посыпались плачи ярославен: "Прощайте, ребята, очень вас люблю, но покидаю". Народ насторожился. Поползли слухи. Настолько, что после обеда к нас в отдел набежал аж директор аж кадров и толкнул прочувствованную речугу: "Никаких сокращений! Никаких долбаных сокращений! Вас это не затрагивает никоим образом!"
Не раскачивайте лодку!
Мы выдохнули. Оказалось, зря.
В понедельник в лучших традициях сначала подгорел завтрак, потом наступили на ногу в метро, потом из-под носа ушёл автобус. Рабочий комп решил накатить обновления вотпрямщас, тут же вышибло офисную сеть, и на кухне этажа закончился чай. А следом в кабинет медленно вошёл шеф. Лик его был ужасен.
Наташенька умела смотреть матом
Пол-отдела. Как метлой. А чтобы мы не скучали — заодно треть всей компании. Около ста человек за один день. Директор кадровиков прятал глаза и бубнил про "курс доллара упал, расходы растут, хвостик вянет". Мы понимающе кивали. Внутри закипал истерический смех.
Волю себе вышло дать, когда добрались до курилки под аркой. Хохотали просто вповалку. Оставшиеся коллеги рыдали, орали, требовали не теряться, угрожали помощью с поисками работы. Договорились в ближайшее время собраться и накидаться под лозунгом "свободу попугаям!" Как я и говорил, команда подобралась отличная...
Вот руководство — не очень. Имён называть не стану: ситуация, на мой взгляд, архетипичная. А учитывая, что сейчас драпанёт ещё половина "Лесты"... Ждём голодные игры за рынок труда в игропроме.