Доброго всем времени суток, краткий рассказ про себя и своё хобби:
Год три работал я сам на себя, в небольшом гараже на окраине мегаполиса, небольшой так сказать доход для «души» и по пути на жили были оставалось. Случилось так, что параллельно занимаюсь если это можно так назвать восстановлением и ремонтом автомобилей, а точнее кузова. Отпустим здесь технологию и способы. Просто примите как факт.
И вот, в один день, мне в голову ударил запах свежей краски, и я решил купить очередной «проект» себе на восстановление. Выбор пал на местное объявление в вотсапе о продаже ВАЗ 2114 с пометкой «не на ходу». Проблема не как у всех, я бы сказал необычная: оторвало балку от силовой части автомобиля. Цена символическая 25.000 и эвакуатор до места в подарок. После недолгих манипуляций имеем фронт работ (1.2.3.4 фото в конце поста) Буду честным, этому авто по сути место на металлоприёмке и вложения сюда денег и средств просто не целесообразно…
Почесал свою репу и решил что я в силах всё и вся победить и взялся за дальнейший ремонт (восстановлением это тяжело назвать) скорее хотелось иметь такую игрушку у себя в руках.
Собственно что получилось можно увидеть на последние фото.
Закончил я работу на месте где брал в аренду гараж, а автомобиль уехал зимовать в другой гараж. Объективно, живого места нет на этом авто, в том плане, что на каждом элементе есть ржавчина (с которой к слову очень тяжело бороться разве что вырезая и вваривая новые элементы как это делал я) а вот навесные элементы (двери, крылья, капот, багажник проще купить новыми) не то что бы проще, а просто не убивать время на восстановление тех что сгнили. Так вот если сейчас покупать все новые навесные элемент встанет всё это удовольствие почти в 60.000руб. плюс покрасить…
P.S Я очень любил это хобби, очень люблю автомобили и делать из этих ведр - конфетки. Но жизнь и здоровье дали обратную связь и автомобиль остался ждать пока я снова к нему не подойду. Тяжело вспомнить сколько сил и времени в это закопано, зачем и почему? Не знаю, просто нравится. Что с этим дальше делать, не знаю. Я не блогер и не богатый человек, хотя очень хотелось бы им стать, что бы продолжать заниматься этим и радовать людей купивших мои автомобили тем, что они сделаны с душой и с хорошим качеством. Кто в теме , в курсе как и с каким подходом делаются эти автомобили - максимально бюджетно и тяп ляп. Кому интересно продолжу рассказ по моему хобби, а так же есть обратная связь по таким восстановлениям. До сих пор сарафанное радио работает и я как год уже не занимаюсь этим. Доход упал, хочется продать этот автомобиль в хорошие руки что бы и дальше им занимались. Всем хорошего дня, любви, счастья и здоровья. 👋🏾
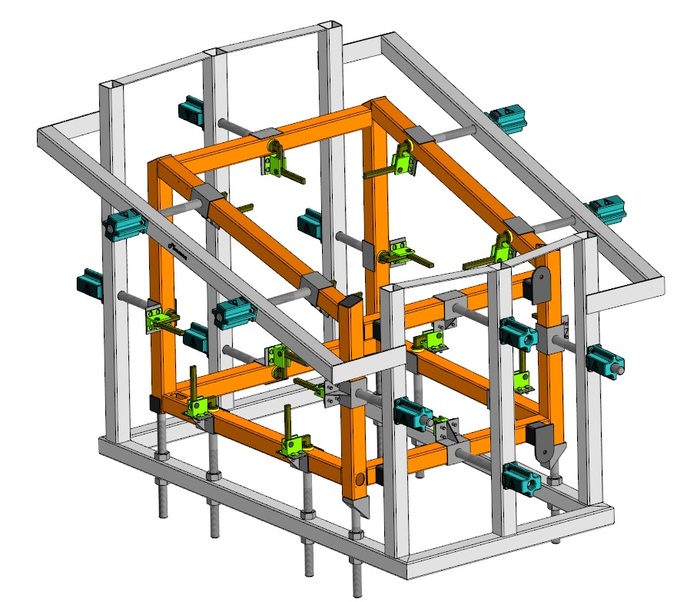
Любите проектировать в Компасе? Кидайте свои работы! На изображении проектирование сборочно-сварочной оснастки для изготовления сварной металлоконструкции "Каркас" кабины автогрейдера. Для позиционирования отдельных элементов конструкции применяются актуаторы (изображены схематично). Задача была - разработать максимально простое приспособление (как в использовании, так и в изготовлении), обеспечивавающее необходимую точность сборки и частичную механизацию процесса.
Коллеги, сегодня хочу Вам рассказать об такой элементарной, важной и опасной штуке как камера избыточного давления (автоклав).
Данное оборудование необходимо при множестве технологических процессах:
Литье пластиков в силиконовые формы.
Полимеризация композитных материалов.
Изготовление крупногабаритных восковых моделей.
В общем основное ее применение это процесс перехода жидких материалов в твердое состояние с обеспечением минимального количества пор и обеспечением максимальной пробиваемости при сложной геометрии формы. Данный процесс происходит за счёт всестороннего давления газа на массу материала, в следствии чего имеющиеся в растворе пузырьки схлопывается и выходят на поверхность.
Как всегда все начинается с проекта.
Мне необходима довольно таки большая камера. Для этого я выбрал трубу ф400мм по внутреннему диаметру и толщиной стенки 6 мм. Высота внутреннего цилиндра так же 400 мм.
Поскольку процесс происходит при рабочем давлении 6 бар стоит и объем у нас 50 литров, стоит подумать о повышенной надёжности конструкции (так как у мамы я один).
И так решено по толщинам:
Труба бесшовная 6мм
Дно 10мм
Торец 10мм
Крышка 8мм
Ручку делаем 5 мм с расчетом на то, что она добавит прочности на изгиб крышке.
Крышка и торец. Здесь хочу заострить на минуту внимание.
Овал, конечно же овал, как на скороварке у бабушки, делаем это для того, что бы за 3 секунды одним движением мы засунули и поджали крышку, необходимо это делать быстро, так как многие смолы так называемые пятиминутки имеют очень маленькое время жизни, мы успеваем их дегазировать, залить в форму и после этого скорее помещаем в автоклав! Пропорции размера овала не скажу, но я крутил в 3д, что бы минимальное пространство требовалось для разворота крышки.
Начертили, трубу отрезали, детали нарезали на лазере, все детали у нас ст3.
Далее варим
Такие вещи я сам варить боюсь, обратился к профессионалам. Далее порошковая покраска.
Покупаем манометр, тройник и 2 шаровых крана.
Крышку по контуру проклеиваем дверным уплотнителем, я беру D образный профиль.
Далее ее испытываем, это очень важный момент. Для испытания я наполнял ёмкость водой и давал 8 бар, больше компрессор не осиляет. Подержал ночь под давлением
В принципе все, начинаем пахать.
Так выглядит через 3 месяца работы, уплотнитель пора менять.
По этим же мотивам далее изготовил себе бочку 600 мм высотой, вес уже больше 70кг.
Такую задачу поставил Little.Bit пикабушникам. И на его призыв откликнулись PILOTMISHA, MorGott и Lei Radna. Поэтому теперь вы знаете, как сделать игру, скрафтить косплей, написать историю и посадить самолет. А если еще не знаете, то смотрите и учитесь.
Вот мои работы, после поста про подарок на 23 февраля, Giallone попросил написать про сварку. Я не сварщик, это хобби приносящее удовольствие и денежку;).
Всем привет. Работа с деревом понемногу начала получаться, а значит пора взяться за что то совсем другое)))
Срочный заказ застал врасплох. Сварить арки и кофейные автоматы.
Швы должны быть под покраску, а варил до этого только один раз и не в чистовую.
Решено было варить в теплом помещении столярки(на полу линолеум, на стенах пена на швах.) Да и само помещение столярки как бы не предусматривает подобные работы.
Очистил угол, на пол постелил тонкие листы металла, взятые в знакомом месте не совсем честно, но там их выбросили, а мне нужнее.
Вместо сварочного стола было решено собрать стенд на стене, ввиду экономии места и больших габаритов деталей.
Стенд собой представляет вертикальную трубу закрепленную к стене на анкера на расстоянии от стены, горизонтальную трубу и диагональную через уголки так же на анкерах.
На вид конструкция простая, но мучился с ней большую половину дня, так как все плоскости выводил по лазерному уровню, а закрепить на анкера трубу на расстоянии от стены так что бы получить идеальную плоскость и одновременно угол 90 градусов, очень непросто. К тому же диагональная труба стоит строго по диагонали, что бы при перемещении кондуктора сохранять углы, и можно было например сварить квадрат. Кондуктор это уголок на диагональной трубе.
Все сошлось, опробовано, работает, разве что варить внизу не очень удобно, но не имея сварочного стола. Это лучше для маленькой мастерской.
Позже к стенду были добавлены трубы которые смотрят вперёд и создают третью плоскость и уже можно варить объемные штуки. Эти трубы регулируются что позволяет выставить прямые углы к тому же можно сдвинуть или раздвинуть под габариты.
За швы не ругайтесь, в голову не пришло что можно настраивать аппарат на куске трубы, а не на детали где нужны идеальные диагонали и швы))
Если есть те, кто мечтает о сварочном столе, знайте, что есть тот, у кого есть сварочная стена!
Ещё не могу не рассказать о другом помощнике в сварке в столярке.
Ленточная пила по металлу Sturm. Штука просто нереально крутая. Сама пила очень неплохо собрана. По станине она скорей как на типичных монтажных пилах с абразивными дисками.
Пилит очень тихо, быстро, мягко. И что самое главное без искр. Просто сыпится мелкая стружка прям в районе пила.
По точности обычной ушм так почти нереально отпилить, да и монтажной пилой оказывается тоже. Вообщем эта штука стоит очень недорого. Сейчас взял бы такую даже если стоила в два раза больше, надеюсь не увидят маркетологи Штурма.
1/2
Станину под пилу планирую заменить на стационарную с выдвижными боковыми упорами и более удобной регулировкой угла реза. А так просто пушка, советую каждому.
И сама работа.
1/4
Серые это кофейные автоматы ещё в процессе сборки.
Столярка тоже не простаивает, но 90% времени работает чпу фрезер из прошлого поста.
От маленького зернышка до мягкой пены в бокале — рассказываем, как мы готовим безалкогольное пиво!
Вот так выглядят здоровые колосья, из которых мы получаем зерна для безалкогольного пива
Этап 1. Подготовительный
Мы начинаем с отбора семян
Из них вырастет ячмень. Из ячменя будет сделан солод, из которого мы приготовим безалкогольное пиво. Чтобы получить большой хороший урожай, важно выбрать правильные сорта. Наши сорта «Грэйс», «Гузель», «Евгения» и «Фатима» устойчивы к болезням, вредителям и внезапным майским похолоданиям :) Из таких семян вырастут крупные колосья с большим количеством зерен.
И выбираем место для посевов
Ячмень — это не петербуржец! Ему важно солнце и чтобы температура была выше 10 градусов минимум 150 дней в году. Такие условия есть в 17 регионах России, включая Тульскую, Рязанскую, Липецкую и Воронежскую область, а также Приморский край. Для своих полей мы выбираем земли, которые богаты черноземом — самой плодородной почвой.
Также почву нужно подготовить
В лаборатории мы тестируем почву на уровень кислотности и других показателей, которые влияют на растения. Это помогает подобрать правильные экологичные удобрения, которые ускоряют рост зерна и повышают урожайность. После этого можно переходить к посеву.
Этап 2. Выращивание и сбор урожая
Контроль на каждом этапе роста
Спутниковые снимки ячменных полей «Балтики»
Разве может человек уследить за полями в несколько тысяч гектаров? Может, если на помощь ему приходят современные технологии! Мы наблюдаем за ростом ячменя со спутника: каждую неделю наши сотрудники получают фотоотчет, на котором виден прогресс.
А вот так выглядит созревший урожай — можно собирать!
Сбор и хранение
Урожай собирают с помощью уборочных комбайнов и отправляют на хранение в элеваторы. Это здания с подходящей температурой и влажностью, чтобы зерно в них не испортилось. В одном таком элеваторе помещается до 10 000 тонн зерна!
Элеватор для хранения изнутри, на фото сотрудница открывает специальный люк для проветривания
Этап 3. Соложение
Это когда зерно превращается в солод. Из элеваторов ячмень поступает на солодовню. Здесь он проходит контроль качества, очистку. Далее зерна замачивают в воде в течение нескольких циклов. Затем ячмень проращивают в специальных ящиках — обычно на это уходит от пяти дней. Из этих ростков вполне может развиться новое растение. Но это не наша цель! Поэтому отправляем пророщенный ячмень на сушку, а если нам нужно получить карамельный солод, то на обжарку. Теперь — это солод!
Солод для безалкогольного пива — то же самое, что виноград для вина или яблоки для сидра. От условий сушки и обжарки зависит, какой цвет, аромат и вкус будет у готового напитка.
Этап 4. Варка
Готовый солод отправляется в варочный цех. Здесь его измельчают, смешивают с водой, нагревают, фильтруют и кипятят. На этапе кипячения в получившуюся смесь добавляют хмель для вкуса и аромата.
Добро пожаловать в варочный цех!
Для приготовления безалкогольного пива часто используют два вида хмеля: горький и ароматический. Их добавляют в начале и в конце кипячения соответственно.
Этап 5. Брожение
Думаете, что после варки безалкогольное пиво уже готово? А вот и нет! Далее оно отправляется в бродильный цех, в котором расположены цилиндро-конические танки из нержавеющей стали. Там в будущий напиток добавляют дрожжи. Процесс брожения б/а пива занимает от 7 до 14 дней в зависимости от вида дрожжей. Но получившийся продукт — это еще не безалкогольное пиво. Перед тем, как попасть в бутылку, напиток должен созреть.
Вот так выглядят бродильные танки
Этап 6. Созревание
Этап особого творчества для пивоваров, когда будущее безалкогольное пиво приобретает свой окончательный вкус и аромат. На этом этапе за счет использования специальных дрожжей мы получаем безалкогольное пиво, в котором присутствует менее 0,5% спирта.
Этап 7. Фильтрация
Как только безалкогольное пиво созрело, приступаем к фильтрации. Это многоуровневый процесс. Сначала напиток попадает в сепаратор, где отделяются крупные взвеси и дрожжи. Далее проходит через кизельгур — фильтрующий материал, который помогает хорошо отделить оставшиеся дрожжи и белковую взвесь. Последний стадия — тонкая фильтрация. В результате фильтрации пиво осветляется, становится прозрачным. По окончании фильтрации безалкогольное пиво поступает в специальные накопительные емкости — форфасы. Здесь оно ожидает своей очереди поступления на линию розлива.
Нефильтрованное безалкогольное пиво не проходит стадию фильтрации и содержит небольшое количество дрожжей, придающих характерные особенности вкусу напитка.
Этап 8. Розлив
Напиток готов! Теперь его можно разливать по упаковкам. Но, перед тем как разлить, в зависимости от сорта, следует процесс пастеризации. Это кратковременный нагрев, который замедляет жизнедеятельность микроорганизмов, чтобы увеличить срок годности напитка.
Для розлива мы используем стеклянные бутылки, алюминиевые банки и кеги для ресторанов. А еще сами производим ПЭТ бутылки из компактных заготовок. Упаковка перед розливом проверяется специальным оборудованием — инспекторами. Брак не пройдет!
Выбор упаковки не влияет на вкус напитка: один сорт может разливаться по бутылкам и банкам
Теперь вы знаете больше о пивоварении! Ищите безалкогольную «Балтику» в любимых магазинах и на маркетплейсах.
Реклама ООО «Пивоваренная компания «Балтика»» 18+, ИНН: 7802849641
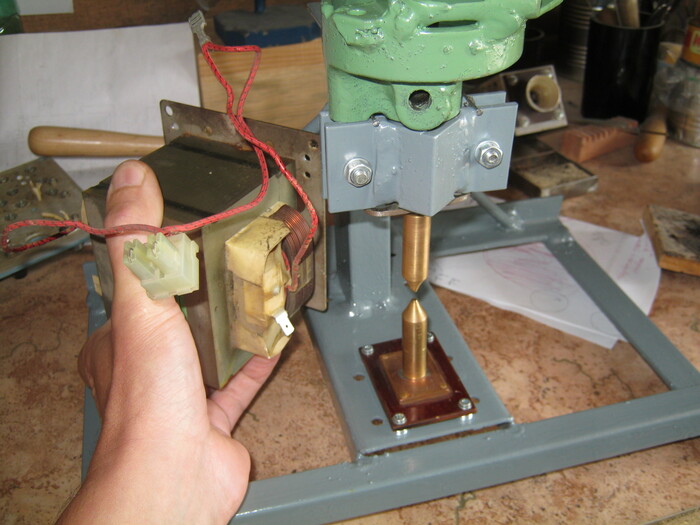
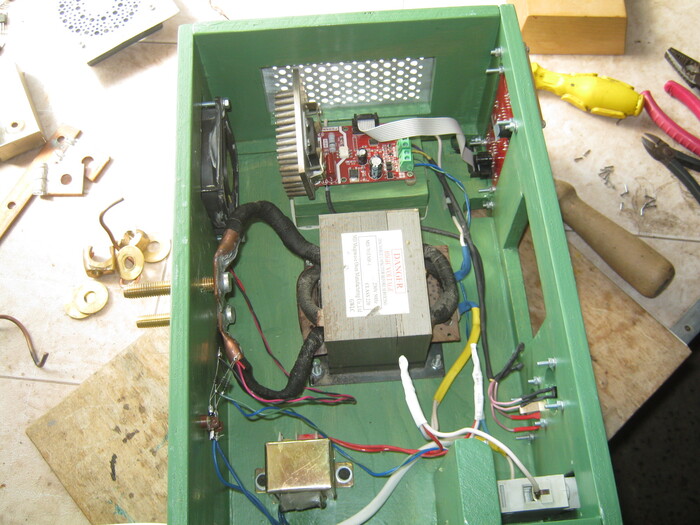
Конструируя небольшой настольный аппарат для точечной сварки мелочей, а это простое жаростойкое соединение нетолстых листов и проволок из разных металлов, для внутренней арматуры самодельных электровакуумных приборов, как водится, не обошлось без ошибок и просчетов. Представленная работа – их устранение, прошла в несколько небезынтересных итераций. Итак. Размеры свариваемых деталей невелики и при проектировании применен ряд решений для популярного и где-то близкого (никелевая лента), в последнее время, занятия – соединения элементов-аккумуляторов пальчикового типа в батареи. Такие приборы обычно собирают на базе удобного для перемотки высоковольтного трансформатора от микроволновой печи. Больше того, существует ряд недорогих и доступных встраиваемых модулей для управления такой сваркой. Все это пошло в дело (Фото 2).
Фото 2. Первоначальный вид аппарата. Его блок питания. Вид спереди. Клеммы для подключения кабелей к прижимному механизму с электродами, сзади.
Фото 3. Блок питания точечной сварки. Вид сзади.
В выходных клеммах зажаты простейшие пробные эрзац-электроды из медной, диаметром 3 мм, проволоки. К слову, это был не самый худший вариант, хотя и сильно неудобный – мал зазор, проволока сильно грелась, липла к деталям, оперировать настройками контроллера и пуском приходилось в слепую. Но в целом, варило недурно.
Фото 4. Аппарат точечной сварки в сборе с рычажным механизмом.
Массивные бронзовые электроды, значительный прижим, удобно работать. Однако, однако. Варило из рук вон плохо, хуже проволочных недоразумений (Фото 3) – недооценил гигантские токи, а сварочная цепь получилась составной из слишком многих деталей. И хотя постарался сделать их массивными и изрядного сечения, общее падение напряжения оказалось большим и мешающим сварке. А в силовой трансформатор, удалось продернуть только несколько витков кабеля – напряжение на нем изначально невелико.
Фото 5. Электроды сварочного аппарата крупнее.
Попричитав положенное время – «Ой где были мои глаза!», проанализировал конструкцию и способы ее оживления. Их ровно два – переделать сварочный трансформатор на аналогичный, но с большим напряжением, чтобы имеющимися потерями можно было пренебречь. Устранить, свести к минимуму, сами потери. Первая задача распадается еще на две – перемотать имеющийся трансформатор или изготовить новый, более мощный, а место в корпусе это позволяло. Кстати, при этом можно было бы сделать несколько переключаемых отводов от первичной его обмотки и расширить диапазон применения. Перемотать же планировалось более тонкой шиной чтоб влезло больше витков.
Повертев свою механизму пришел к неутешительному выводу – переделка ее была бы слишком материало- и трудоемка, ряд деталей выполнен так а не иначе из-за ограниченных технических возможностей имеющейся мастерской. Осторожный оптимизм внушала и самая простая версия с проволочными электродами и ручным прижимом (Фото 3).
Фото 6. Возможный вариант устранения потерь – трансформатор с длинными мягкими выводами вторички расположен рядом с электродами, сбоку на раме. Для жестких нетонких деталей.
Очень хотелось использовать добротно сделанный, с насмерть запаянными клеммами, сварочный трансформатор. В порыве, собран простой, встраиваемый в корпус, вариант механизма перемещения электродов (Фото 7).
Фото 7. Промежуточный, аварийный вариант механизма сжатия.
Трансформатор с клеммами – от прошлого варианта. Верхний текстолитовый рычаг можно удлинить деревянной ручкой для увеличения усилия сжатия. Электроды легкосменные, плоские, выпиленные из пластины. Сваривало очень неплохо – потерь минимум, но перемещение рычага в сборе, не слишком плавное. Выводы от трансформатора короткие и жесткие – при пайке по жилам капиллярными силами затянуло припой и превратило их в прутки.
Осмыслив проделанную работу принял командное решение перемотать имеющийся трансформатор на, по возможности, большее напряжение вторичной обмотки и сделать длинные мягкие ее выводы. Этого удалось добиться применив в качестве провода плоскую самодельную шину из фольги (Фото 8). Вместе с этим, родилась и соответствующая конструкция прижима электродов – плоские кронштейны-пружины перемещающиеся только за счет их гибкости. На манер пинцета (Фото 9).
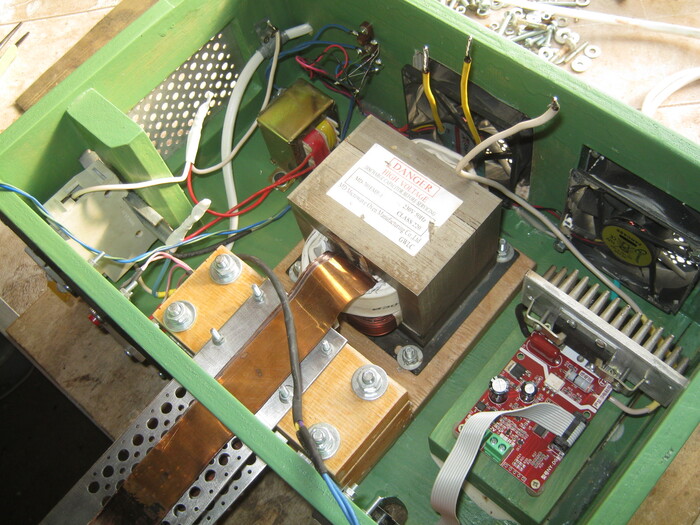
Фото 8. Перемотанный плоской шиной трансформатор. При сравнимом с прежним сечении удалось втиснуть на виток больше.
Фото 9. Пинцетная конструкция электродной системы.
Электроды – все тот же проволочный эрзац, но и он с мелочами работает хорошо. Конструкция удалась чудо как хорошо – сваривает отлично, ход пластин исключительно мягкий, давления «от руки» для деталей из проволоки и листов до 0,4…0,5 мм толщиной, довольно вполне, электроды даже из нетолстой меди почти не липнут. Детали такой толщины свариваются при настройках контроллера на половину мощности и времени – будет соединять и более толстые, но нужны электроды помассивнее. Электроды, в отличии от исходного пруткового варианта (Фото 5) нетрудно сделать выдающимися вперед, для сварки внутри. Вердикт – принять на вооружение с удовольствием.
Доработка аппарата.
Что понадобилось для работы.
Набор некрупного инструмента для слесарных работ, работ по дереву, электромонтажа. Крепеж, мелочи, расходные материалы, ЛКМ.
К делу.
Пробные сварки с двумя последними механизмами делал с запиткой сварочного трансформатора от имеющегося, установленного в коробке, контроллера (Фото 10).
Фото 10. Эксперименты с применением нового механизма. Последний пристроил на коробку и подключил к штатному контроллеру недлинными проводами.
Фото 11. Доработка, начало.
Демонтирован один из вентиляторов с панелью, обдувающий силовой трансформатор. Паче чаяний, короткие тупые гвоздики которыми она крепилась к деревянной стенке, без особенных затруднений и вандализма удалось извлечь. В новом варианте все доступные для манипуляций органы аппарата, будут спереди.
Фото 12. Демонтирован трансформатор с сильноточными клеммами. На задней стенке осталось свободное место, переставим опальный вентилятор туда. Не повредит, да и жалко красивой самодельной панели.
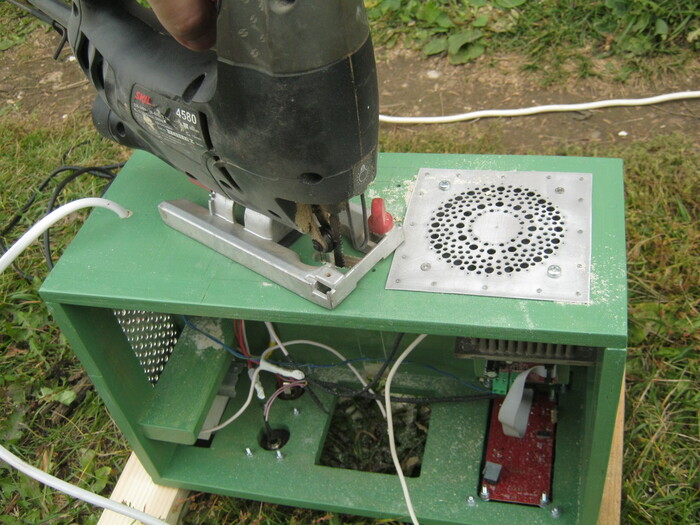
Фото 13. Простым карандашиком разметил место проема, просверлил входное отверстие для пилки, выпилил электрическим лобзиком.
Фото 14. Установил панель с вентилятором, приколотил ее теми же обрезанными некрупными гвоздиками. Чтобы не слишком толстая фанера стенки при этом не вибрировала, подкладывал изнутри тяжелую железку.
Фото 15. Проложил провод от свежеустановленного вентилятора к выпрямителю на стенке и подключил параллельно с первым.
Расчистил и подготовил место для установки трансформатора с электродами – отремонтировал раненый при выпиливании провод, удлинил несколько проводов, проложил и закрепил их вдоль угла.
Фото 16. Детали платформы с изолятором и электродной системой. Разобраны до атомов.
Перед сборкой несколько раз покрыл деревяшки акриловым лаком. Польстился на быструю сушку. Баловство конечно. Для надежной консервации дерева стоит применять масляный лак или краску.
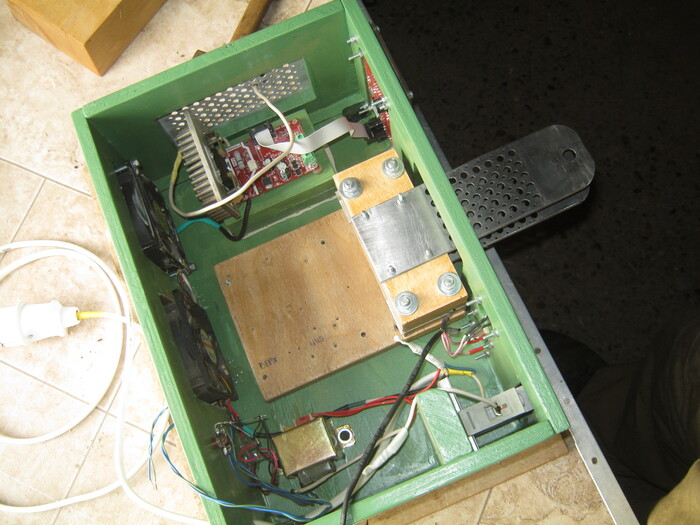
Фото 17. Модуль с трансформатором и электродами весьма массивен. К счастью, с надежным креплением к корпусу затруднений не возникло – естественным образом детали модуля – сборная стойка-изолятор и трансформатор закреплены длинными сквозными винтами.
Аж восемью штуками. Длинна их несколько избыточна и стоит только собрать этот модуль сразу внутри корпуса с креплением насквозь, в том числе и через дно, и задача решена. На фото – сверление отверстий в дне ящика. Основание электродно-трансформаторного модуля используется как кондуктор.
Фото 18. Собранная в ящике электродная система. Послойно, с креплением общими болтиками М6 к дну.
Фото 19. К клеммам трансформатора предварительно припаял и изолировал термотрубкой пару недлинных мощных проводов. Для удобства подключения. Продел плоские выводы шины, привинтил трансформатор винтами М5. Также насквозь, через дно корпуса.
Фото 20. Вид на дно ящика. Под головки винтов подложил широкие усиленные шайбы. Ножки корпуса из полос плотной 5 мм резины позволили использовать не утопленный крепеж.
Фото 21. Вид на переднюю стенку аппарата в сборе с новым электродным модулем. Установил винтовые клеммы, зажал электроды, восстановил внутрикоробочный электромонтаж, проверил работоспособность. Компактно, мощно, замечательно работает - ай да Пушкин!
Фото 22. Некрасивую дыру вокруг электродов закрыл декоративной фанерной накладкой.
Из нетонкого листа твердой ДВП вырезал заготовку, разметил и лобзиком по дереву выпилил щели для электродов, просверлил отверстия для крепежа. Зашкурил и в пару слоев покрыл масляным лаком.
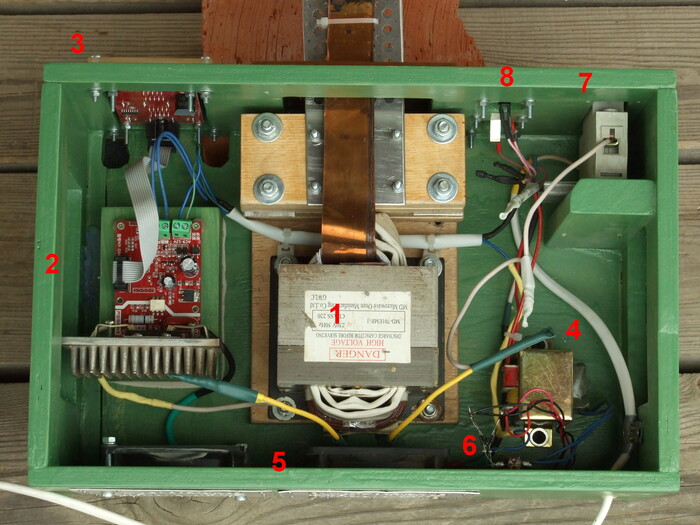
Фото 23. Вид на монтаж аппарата.
Где : 1 – сварочный трансформатор; 2 – модуль управления; 3 – субмодуль управления с индикацией, кнопками и зуммером; 4 – сервисный маломощный трансформатор для питания модуля управления и вентиляторов охлаждения; 5 – вентиляторы охлаждения, работают на половину мощности; 6 – выпрямитель для питания вентиляторов – диодный мост, при необходимости усилить обдув к нему добавляется оксидный конденсатор; 7 – автоматический выключатель; 8 – кнопка пуска и гнездо для подключения педали.
Вариант аппарата окончательный, возможные модернизации - только применение более совершенных электродов, например, каплеобразной формы из нетонкого листа и применение выносного сварочного пинцета.