Вчера мне пришла идея, что если я описываю работу других в виде процессов и автоматизирую эти процессы в системе, то почему я до сих пор не сделал то же самое со своим процессом?
Почему бы и нет?! Вот сегодня закончил разработку документации по свежему шаблону. Дальше можно механически вносить уже в конструктор бизнес-процессов.
Что мне это даст?
- стандарт процесса - не нужно создавать каждый раз гору одних и тех же задач - не нужно ИЗОБРЕТАТЬ каждый раз одни и те же шаги и задачи - все экземпляры процессов лежат в кучке и всегда можно к ним вернуться и вспомнить кто что писал, а не бесформенный хаос задач где ничего не найти - это просто красиво: сапожник в сапогах, побритый цирюльник и т.д.
Напоминаю, что мы в компании строим систему бизнес-процессов и процесс создания процессов мне пригодится много много раз.
А потом я ещё сделаю и процесс оптимизации процесса...
Доступ через адрес Gmail, т.к. я планирую документ ещё поправить по итогу эксплуатации. Запрашивайте в комментарии
Заказали мы тут партию носков. Ну как заказали. К этому снаряду мы шли с мая прошлого года. Общались с фабриками, продумывали модель. Даже свое тех задание готовили. Новичков особо не любят, поэтому совместить наши хотелки и реальное производство оказалось не самой простой задачей. Но, пройдя, путь от «идите нахер» до «давайте работать», в январе первая партия была готова.
Мы поехали на производство, чтобы познакомится, посмотреть, чем живет фабрика, проверить качество партии и внедрить стандарты упаковки. С собой мы взяли термопринтер и по мелочи недостающие для упаковки материалы.
Ну значит «Здравствуйте!»
Производственный цех выглядит так:
Машинки хоть не самые свежие, но все работает, наши носки топ. Да и не в станках дело, а в людях. Когда женщина, проработавшая 25 лет на производстве, глядя в глаза говорит: «Да, это достойное качество», - я ей верю.
Пора упаковывать. Мы достаем термопринтер и... компьютера на фабрике нет. Все в офисе, офис за 40 км. Вариант так себе. Но так как городок небольшой, все знакомы, мы идем в техникум и там договариваемся настроить принтер и напечатать наклейки. Пока я печатал, прослушал пару лекций для студентов. Подрастающее поколение норм) Печатал я там сразу 4000 наклеек, чтобы хватило на всю партию. Это целая гора наклеек:
Казалось бы, все в порядке – упаковка вся есть, наклейки есть, упаковываем. Может, конечно, что угодно пойти не так, но что именно?
Паллеты. Удивительно, но на производстве их нет. Начинаем обзванивать Авито, все оптом по 50 штук да и доставка не сегодня. Следом строительные магазины – нет в наличии. Но «родить» их надо сегодня. В общем, еду в ближайший строительный, там подхожу к мужикам и вуаля – паллеты по 150р в любых количествах, которых официально нет. Кстати, на заметку – в Шкоду Ети влезает 5 штук.
Ну а в остальном все прошло как по маслу. Процессы внедрили, обучающие видео записали и уже через 4 дня первая партия была доставлена на слады ВБ.
В следующий приезд мы привезли ноутбук, обычный принтер, поэтому теперь все можно делать онлайн прям на производстве, без техникума и офиса, правда опыт живьем куда интереснее.
Ну, а посмотреть финальный продукт или заказать в ближайший ПВЗ можно по ссылке тут Сейчас проходит акция и комплект можно купить за 400 руб
У нас есть план и следующая модель – спортивные носки, но для этого нужен другой станок, имеющиеся такие делать не умеют.
Поэтому покупая, вы не просто добавляете барыге на Курвуазье, но и вносите свой вклад в развитие производства в России, так как только ваши покупки позволят купить тот самый станок.
Приветствуем, всех! Получили отклик от предыдущей статьи, он разный, но конструктивный. Продолжим цикл статей о нашей деятельности. В прошлой статье мы разобрали пять вопросов. Готовы дополнить!
И так вопрос номер шесть. Что есть бренд? Первый ответ, который сразу возникает, это имя. Но что стоит за этими словами. За этими словами стоит мысль. i9 обозначает интеграцию разума в сознание. Но это только символ, который является отражением в реальности, вопросы рождаются из реальности, а ответы из памяти. Возможно, это сложная конструкция, но ясно видя ее, она становится простой. Цифра девять в простых числах остается всегда неизменной, умножаем, делим, складываем или вычитаем. Девятка неизменна, за этим стоит разум. Просто математика. Поэтому интеграция девять. Проникновение разума в сознание. Переходим к графической части, мы задали простой вопрос, что нас всех объединяет, каждый является личностью, живет сам по себе. Но что нас объединяет? Нас объединяет сама жизнь. Интегрировав круги в логотип, мы добавили элемент множества. Прямо сейчас, когда мы пишем эту статью ясно понимаем, что жизнь уже поменялась, а все изменения происходят прямо сейчас. И изображение, которое больше подходит для данной концепции — это спираль, движение, которое не заканчивается и отражает единство. Смотрим над этим внимательно. Возможно, мы это применим в последующих проектах.
Следующий вопрос, который появился, номер семь! Наклейка. Наклейка с логотипом. Куда ее наклеить? Оказывается, правильная упаковка и наклейка на своем месте увеличивает продажи на 30%. Многие производители не обращают на это внимание, но это ключевой момент. Мы применили правило золотого сечения и разместили наклейку справа снизу. Возможно все слышали о нем. Оно применяется в фотографии, искусстве, кинематографе и т.д. И это правило действительно работает. Мы провели опрос и в большинстве случаев наклейка была справа снизу. Что за этим стоит и почему именно так, нам еще предстоит разобраться. Но это факт, наше видение совпало с большинством!
Восьмой вопрос! Мы задали себе простой вопрос, а готов ли наш продукт к продаже? Вроде бы все нормально, но все-таки чего-то не хватало. Форма углов торца. А такая ли она? Просто поменяв угол торца в программе, в которой мы моделируем, поменялось восприятие картинки кардинально, появилась эстетика. Очень интересный момент, 2-3 дня смотрели на изделие с разных ракурсов. Мы поменяли восприятие, прежде всего, у самих себя. После этого мы решились на обработку. Это было не простое решение, потому что добавляло 30% к себестоимости, и при этом еще возникало ряд трудностей. На каком производстве это сделать? Нашли небольшое производство на нашем районе, которое имеет оборудование для решения таких задач. Далее познакомились с руководителем Александром Владимировичем, он дополнил нас и показал другой результат, за что мы ему отдельно благодарны. Визуальные и тактильные ощущения поменялись кардинально. Изделие стало абсолютно другим.
Привет, Пикабу! Сегодня пост-процесс. Показываю способ перетяжки пластиковых деталей в авто и мото технике. Справедливо как для натуральной кожи, так и для экокожи на микрофибре. Конкретно в этой работе использована экокожа на микрофибре с фактурой «наппа». По такой технологии можно перетянуть практически любую деталь, тут уже от опыта будет зависеть. В примере использована небольшая и несложная деталь из всего объема, т.к. на ней проще всего объяснить принцип. Начинаем с разметки будущих швов. Поскольку у нас комплект из 3 деталей, нужно, чтобы швы везде сходились в один длиннющий шов. Первая деталь уже перешита, поэтому примеряемся к ней, отмечаем место стыка швов и разрисовываем деталь.
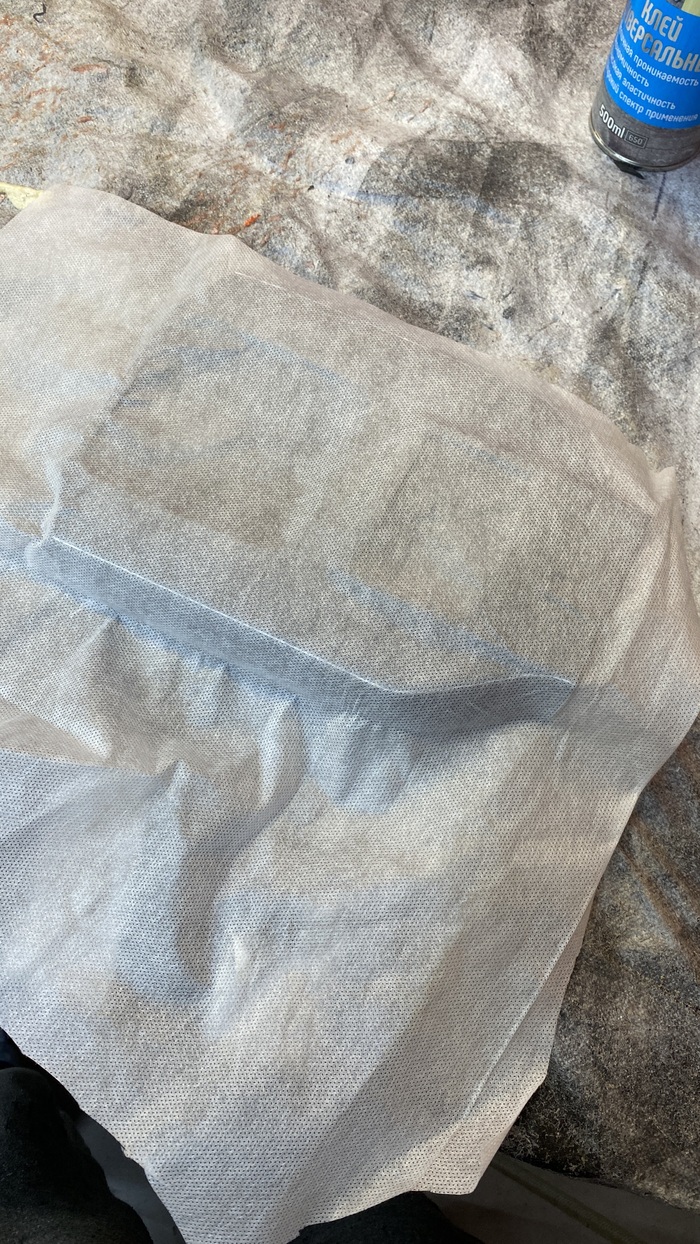
Далее нужно снять лекала. Чаще всего я делаю это пленкой Oracal 641, но недавно все активнее стал использовать спанбонд. Нравится, что он плохо тянется относительно пленки и благодаря этому можно эффективнее расположить технологические швы. Клею его на клей спрей, не сильно, слегка.
В этом случае получилось одним куском, иногда приходится лепить из нескольких. Под спанбондом видно то, что нарисовал. Обрезаю лишнее, ставлю метки и канцелярским ножом режу по шву. Потом переношу на ватман, сразу рисую припуск. При необходимости складываю деталь пополам, делаю её симметричной.
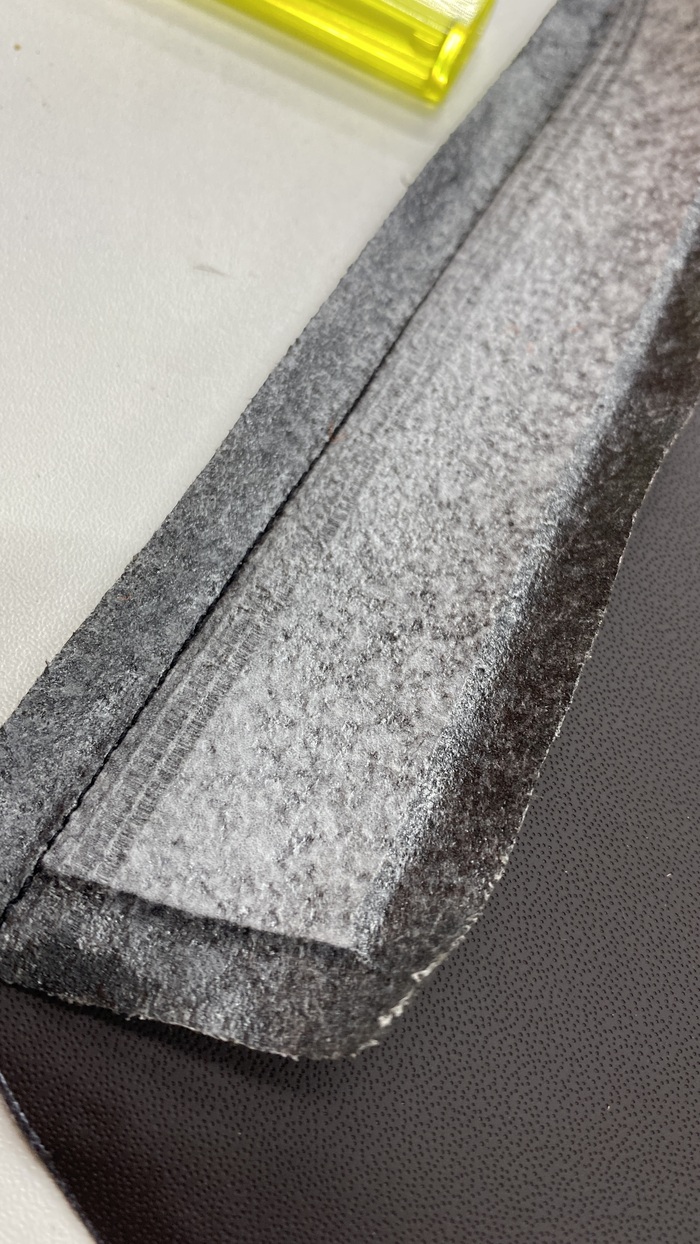
Далее по этим лекалам вырезаю детали из нужного материала. Забыл сфоткать. И иду к специальной машине для спуска края кожи.
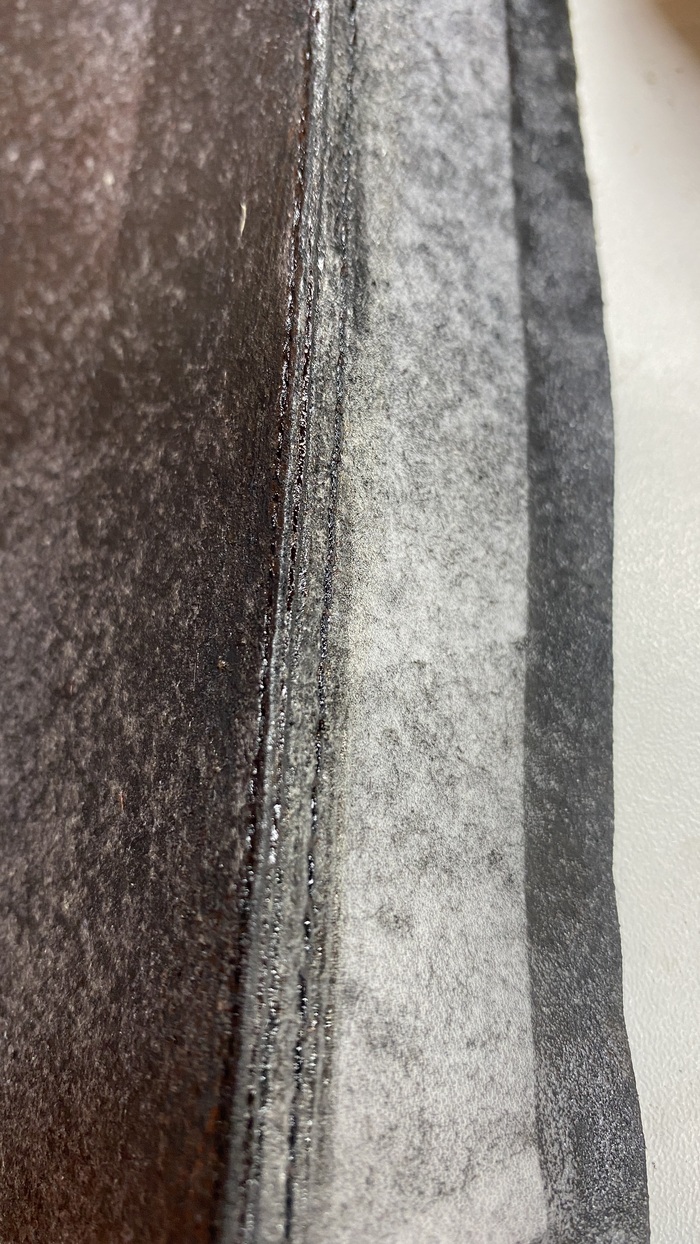
Нужно сделать край кожи (натуральной или эко, не важно) примерно в 2 раза тоньше. Это нужно, чтобы шов был гладким, без бугров. Ширина среза соответствует ширине припуска. Так же спускаю края, которые будут подгибаться, чтобы все село по зазорам.
Далее нужно покрыть детали клеем. Как обычно, использую полиуретановый термоактивируемый клей.
После полного высыхания клея сшиваю детали. Шью четко по месту смены толщины материала. Это прям очень важно.
После пошива я срезаю припуск почти под ноль. Какое-то время делал в разложку, но это, видимо, не мой метод. Так и не набил руку до идеального результата.
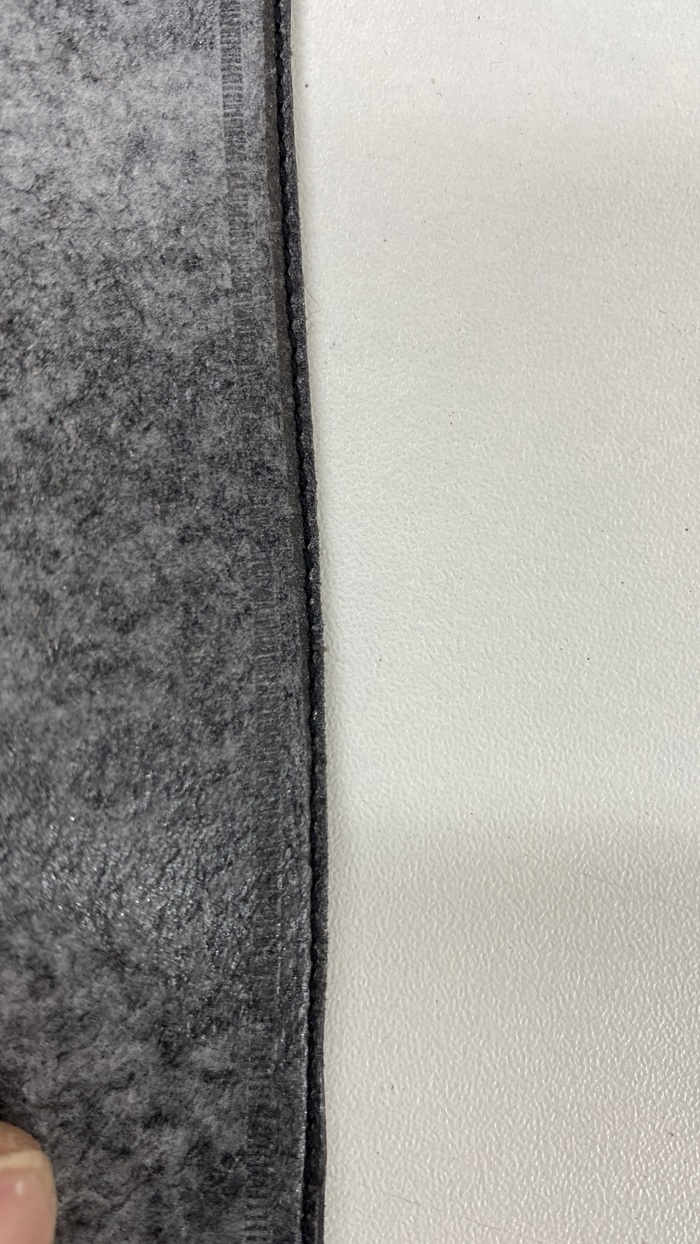
Так же перед отделочной строчкой проглаживаю швы. Так деталь распрямляется, её проще шить, всё видно. Итоговый результат будет лучше. Для разглажки швов слепил «колодку».
Для сравнения шов после утюга и без него. Думаю, не нужно объяснять где какой.
Почти готово. Осталось сделать декоративную строчку и можно клеить. Саму деталь так же покрываю клеем. Тут очень обширная тема, для каждого пластика своя технология, углубляться не буду. Часто приходится сначала ставить эксперименты. Благо эта деталь из ABS пластика, его можно даже не шкурить. Но я вышкуриваю, так спокойней. Потом протираю ацетоносодержащим растворителем и только потом наношу клей. Итак, все высохло, можно клеить. Начинаю выкладывать швы, т.к. это самое важное. Качество работы в первую очередь оценивается по ним. Мажу полихлоропреновым клеем, даю чуть подсохнуть и выкладываю.
После швов проверяем, чтобы срез материала четко совпадал с краем детали. Должно получиться так:
Тут уже приклеено
Ну а дальше прогреваю материал феном, клей активируется, приглаживаю. Сначала опять же швы, потом края, а уж потом центр. Если не прогреть швы первыми, их может увести при растяжении материала.
Хорошенько прогреваю деталь, аккуратно разглаживаю, материал должен лежать ровно. И напоследок приклеиваю загибы. Все, деталь готова.
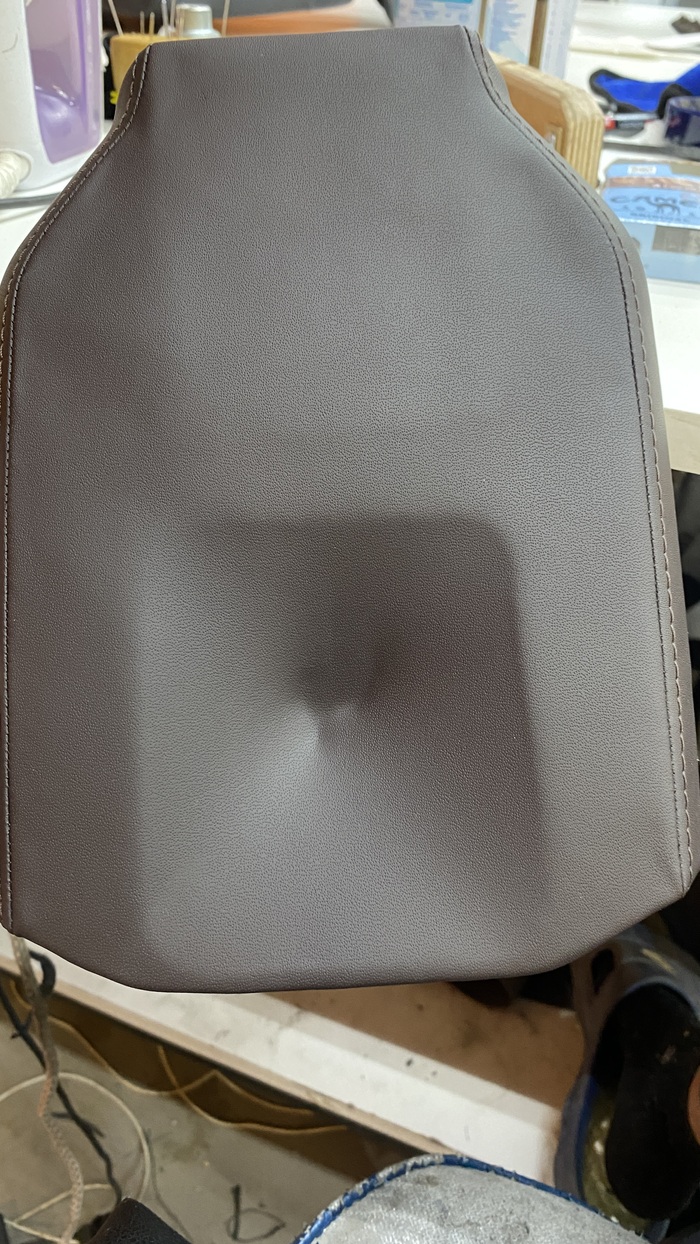
Можно ставить на место. Общий вид для полноты картины:
Конечно, сидение тут тоже просится под общий вид. Идентичного заводскому материала не найти, увы. Ну, может быть клиент и захочет его сделать, когда увидит итог работы живьем.
Всем спасибо за внимание! Другие посты по перетяжке ищите в моем профиле, там много интересного.
Всем привет! Нас двое меня зовут Максим, а моего друга зовут Александр. Встретились мы не так давно, но сразу услышали друг друга, о жизненных позициях, об опыте каждого из нас, он разный. Кто-то моложе, кто-то старше и в случайном разговоре появились общие интересы. На тот момент Александр занимался 3D печатью и моделированием, а я работал управляющим в кафе. Меня заинтересовала его деятельность, для меня это было новое, и я давно хотел уйти из общепита, потому что не видел себя в нем в будущем. Находясь в диалоге пару месяцев, мы начали развивать тему моделирования разных изделий, и пришли вместе к тому, что есть необходимые вещи в каждом доме. Это можно быть что угодно, но мы остановились в детском направлении, а именно детском стульчике. Почему именно это? Потому что детский стульчик нужен в каждой семье без исключения, у кого есть дети, все это знают. Он может быть из пластика, из дерева, он может быть какой угодно. Форма не имеет значения! Но сам стульчик имеет громадное значение! Это факт, он был у нас в детстве у каждого. Форма стульчика соответствует возрасту вашего ребенка. Они бывают для кормления, когда ребенок еще не ходит, дальше они становятся инструментом, чтобы ребенок дотянулся до чего-то. Потом они становятся полноценным предметом использования и во взрослом возрасте, мы все сидим на них. В процессе полного погружения в этот вопрос, мы обнаружили, что есть инклюзивный дизайн. Что это? Инклюзивный дизайн подразумевает создание продукта доступным для всех. Мы ясно это видим и в этом есть развитие.
Хотим с вами поделиться чего делать категорически нельзя! Вопрос риторический возможно, но повторим его. Чего делать действительно нельзя? Спешить нельзя! Ответы рождаются из тех вопросов, которые уже существуют. Это возможно только увидеть. Увидеть из чего рождаются вопросы, а не ответы. А вопросы рождаются из реальности, из того, что есть на самом деле.
Первый вопрос, который у нас появился, какая форма должна быть? Мы воспользовались площадкой Etsy, наблюдая за товарами, которые были там в тренде. Нашли цифровой магазин с изделиями из фанеры и классным дизайном продукта.
Второй вопрос, как это купить? Воспользовались контактом и через Дубай приобрели цифровой файл. Могу дополнить, что не имей 100 рублей, а имей 100 друзей. Приобретя этот файл появился следующий вопрос.
Третий вопрос, а где это распилить? Мы опять погрузились в этот вопрос и начали его изучать. Находясь в Москве, есть огромное количество предложений. Пришли к простому решению склад фанеры и станок ЧПУ должны находится в одном помещении, что напрямую влияет на себестоимость. Мы нашли такое производство. Так как у нас был готовый файл, мы его решили распилить. Встретившись на производстве, пообщались, они ответили на все наши вопросы, их было много, какая фанера, сорт, классификация, размер фрезы и тд. В последствии оказался один момент, который никто не учел. Это влажность в помещении, которая влияет на фанеру (но это отдельная история). Ребята все четко распилили, без вопросов за 2 дня. Кому интересно, можем поделиться контактом.
Четвертый вопрос, соединение элементов стульчика? Изначально, как оказалось, детали стульчика фиксируются на клей, что в нашем случае неприемлемо, потому что покупателям клеить нет смысла, должен быть быстро фиксируемый крепеж. Начали разбираться с видами крепежа, это оказалось очень занимательной темой, есть конфирматы, есть саморезы, есть винты с футорками. Сделали тесты всех видов, у каждого вида свои фиксированные размеры, наш выбор остановился на саморезах, потому что конструктивная особенность подразумевает крепеж под углом. Это самое простое и надежное решение.
Пятый вопрос, упаковка? Погрузившись в вопрос упаковки, мы поняли, что все что делается индивидуально, стоит космических денег, что сильно бы повлияло на себестоимость. Вообще упаковка тянет на целую статью, расскажем в последующих статьях. Каким-то чудом мы нашли готовую упаковку, идеально подходящую под наши размеры за 42р. По индивидуальным размерам цена за упаковку варьировалась от 150р до 300р. В принципе, казалось бы, можно упаковывать… Но по факту это оказалось только началом!
После ряда вопросов решил добавить еще пост о том, как делают ватные палочки.
Местами технологии схожи, но есть нюансы. Честно говоря, я использую пикабушные посты для упрощения работы с клиентами. :) Часто проще скинуть несколько ссылок на эти описания, чтобы человек понял базовые принципы того, что он хочет сделать и осознал куда придется влезть. Почему-то существует уверенность, что разные простые вещи делаются просто. Нет, это так не работает.
ВАЖНО! На фото и видео в основном процесс настройки оборудования, именно поэтому палочки рассыпаны на полу, на столах, в разных коробках. :) Не надо писать про ужасную нестерильность и грязные палочки. Это настройка. Все палочки потом пошли в печку кроме образцов, которые я себе отобрал. На производствах (и в Китае и в России) чистота и порядок.
Итак. Заказчик попросил оборудование для производства ватной палочки. Бывает она в основном пластиковая и деревянная. Есть еще бумажные варианты и прочая экзотика, но об этом не будем. Коротко обрисую 2 цикла подготовки заготовки из дерева и пластика, потом они все сходятся к одному станку. На видео везде убрал звук, информации аудио нет особой, а вот подскочить от внезапного визга пилы можно.
Дерево.
Берем березовые чурки и варим их долго и упорно в горячей воде по специальному секретному алгоритму. На фото внизу один из вариантов варки, снято на китайском заводе.
Один из вариантов варки (снято на китайском заводе)
Затем распаренные чурки очищаются от коры и идут на лущильный станок, который превращает их в ленту толстого шпона.
Шпон идет на рубочный станок, который из него делает плашки одинакового размера.
Нарубленные плашки сушат в сушилках, затем отправляют на фрезерные станки, где с помощью пары фрез из плашки получают круглую заготовку заданного диаметра.
Заготовка идет в шлифовальную машину фрикционного типа, где в процессе трения друг об друга палочки становятся гладкими, убираются торчащие волокна и прочие мелкие огрехи.
Затем заготовка нарезается на автоматической пиле на нужный размер и прогоняется через механический сортировщик, где отсеивается короткая, длинная и ломаная заготовка.
Автоматическая пила для нарезки заготовки зубочисток, ватной палочки.
Итак, мы получили деревянную заготовку. На самом деле процесс более сложный, нудный, писать о нем можно долго, но для общего понимания этого достаточно.
Пластик.
Для получения пластиковой заготовки ватной палочки применяется специальный экструдер с блоком нарезки. Ниже приложу видео работы такого агрегата. В Китае мы заказывали станки для производства ватной палочки и экструдеры на одном заводе, поскольку агрегаты взаимосвязаны и завод одновременно выпускает и экструдеры и линии намотки, формируя готовую линию под требования заказчика. Тут все более-менее просто, в экструдер засыпаем пластик в гранулах и добавки, на выходе получаем нарубленную в размер заготовку. Диаметр заготовки можно регулировать в некоторых пределах (один экструдер может выдавать и 2 и 2, 5 и 3 мм палочку), длина регулируется в очень небольших пределах. В принципе, сам экструдер - штука универсальная, при замене головы на выходе (фильера) можно и трубочку для коктейля делать, но вот блок нарезки придется изготавливать уже другой.
Итак, у нас есть заготовка, пластиковая или деревянная, нам надо из нее сделать ватную палочку. Мы заказывали универсальные станки, которые могут работать и с пластиковой и с деревянной заготовкой. Разница на начальном этапе. Вате надо как-то зацепиться за кончик палочки, чтобы намотаться и создать головку. Для этого на дерево наносится клей, а пластиковая палочка проходит мимо термоголовки, которая подплавляет пластик и на кончиках палочки формируются заусенцы, за которые цепляется вата.
В бункер станка загружается заготовка. На фото березовая, но может быть и пластик. Кстати, о березе. В Китае 99,9% ватной палочки на древесной основе делается из бамбука. Нам пришлось долго и упорно искать в Китае завод, где нам сделают заготовку нужного нам размера из березы для тестирования станков, поскольку отправлять такой объем в Китай из России - тот еще гемморой. Нашли на севере завод зубочисток, у которого на складе завалялись фрезы под нужный диаметр и там заказали заготовку.
Сами станки весьма не маленькие и места занимают прилично.
Тут 2 линии, в принципе одинаковые, но одна настроена под пластик, вторая - под дерево.
Я видел станки немецкого или шведского производства, они компактнее, работают быстрее, но стоят раз в 5-10 дороже и очень требовательны к качеству заготовки. Вообще легче всего работать с пластиком. Он стабилен. Дерево, как ни старайся, все равно гуляет по размерам и геометрии заготовки. А любые отклонения приводят к проблемам в работе станка. Китайцы говорили, что на пластике один человек может контролировать работу 2-3 станков, а если дерево - только один станок.
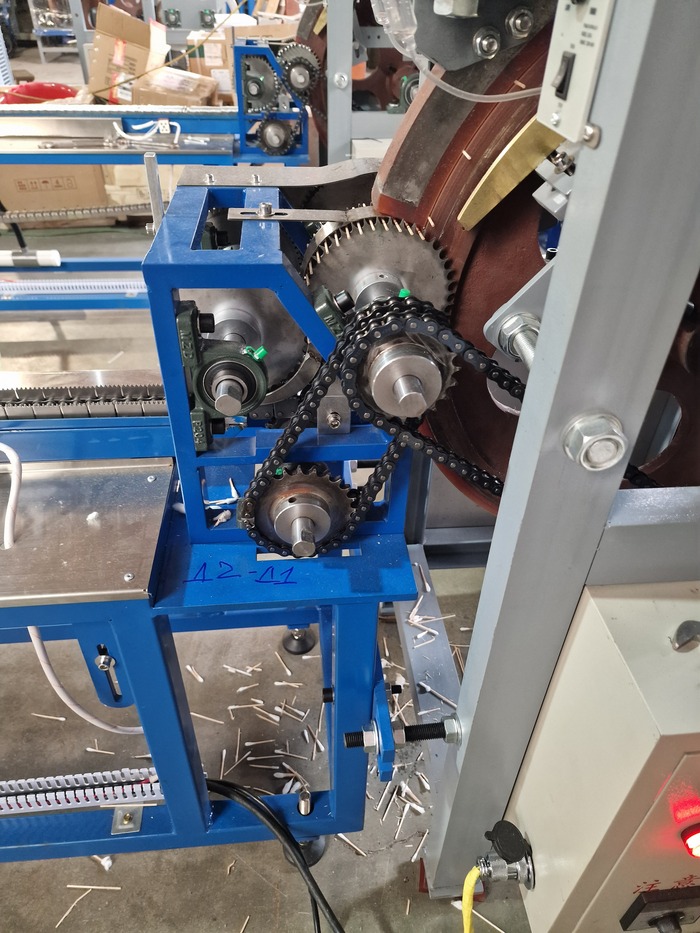
Самая сложная и нудная в настройке часть - блок намотки. Вот тут надо упомянуть одну особенность. Станки изготавливаются под четкий конкретный диаметр заготовки! И если длину еще как-то можно отрегулировать на пару миллиметров, то диаметр заготовки один! Прежде, чем заказать станки, надо четко понять и выяснить с каким диаметром заготовки планируется работать. Дело в том, что вырезы на колесах, которые передают заготовку, вырезы на транспортировочной цепи, звездочки в механизме, размеры пневмозахвата - все это делается под один размер. И перенастроить станок с 2 на 2, 7 мм, например, не получится.
1/4
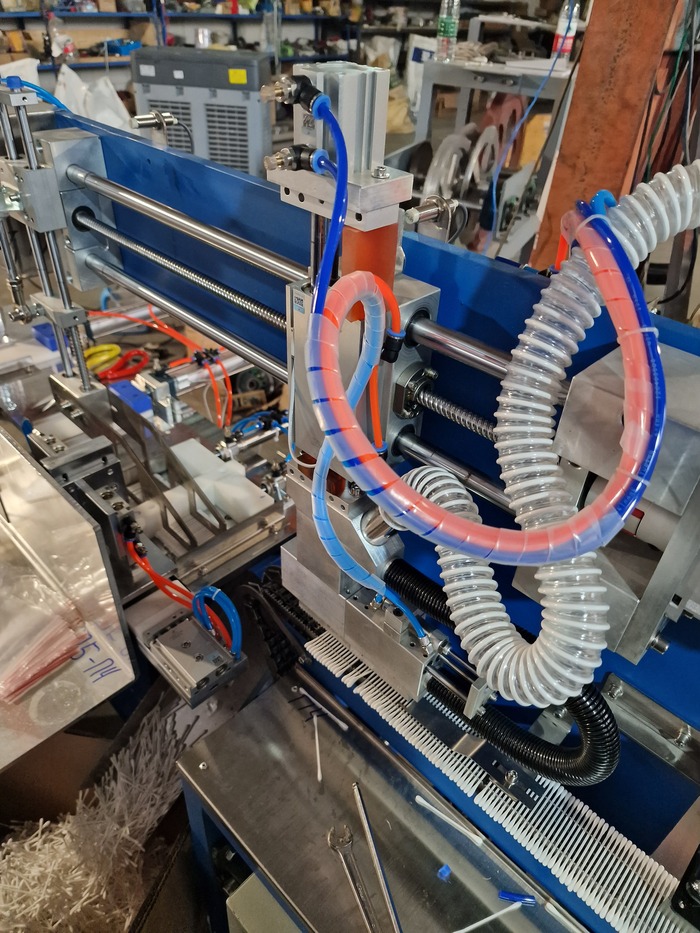
И так, как это работает. Палочку из бункера подхватывает колесо с вырезами, передает на второе такое колесо, в процессе заготовка выравнивается, проходит через механизм клеенанесения (валик с клеем) для дерева или термоголовку для пластика. Затем попадает между неподвижным основанием и колесом, которое прокатывает ее между лентой и подаваемой сверху ватой. Вату в виде жгута затягивает специальное устройство сверху, которое ее разлохмачивает и разравнивает. Вата наматывается на вращающуюся палочку и формирует головку, затем сверху ватная головка смачивается специальным составом, который склеивает волокна и не дает ватной головке разлохмачиваться. Система звездочек подхватывает сырую палочку и укладывает ее на специальную зубчатую ленту - цепь, по которой палочка ползет дальше.
Так выглядит транспортировочная цепь. На фото 2 фрагмента под разную палочку. И тут становится понятно про диаметр заготовки, На фото видно, что вырезы отличаются по размерам и шагу между ними.
Палочка ползет по транспортеру в зону сушки.
Перед сушкой специальные пластины с пневмоприводом выравнивают заготовку.
Затем процесс сушки. Тут влажные ватные головки подсыхают и палочка готова к упаковке. Вот тут кроется еще одна засада. Если палочка деревянная, то особых проблем с температурой нет, а вот с пластиком приходится повозиться, если слишком поднять температуру, сама пластиковая палочка размягчается и гнется, идет брак.
Ну а дальше высохшая палочка попадает в блок упаковки. Эта часть станка изготавливается под заказ, в зависимости от того, как планируется упаковывать палочку. Есть станки полный автомат, которые в конце сами формируют пакеты, сами туда палочку складывают и запечатывают. есть упаковка в пластиковые коробки, прямоугольные или цилиндрические. Все это надо продумывать перед заказом. Эти станки были сделаны под упаковку в зип-пакет по 100 штук с ручной подачей пакета (оператор одевает пакеты на устье упаковщика и туда заряжаются палочки по 100 штук).
Ну и просто общее видео работы линии, чтобы было понятнее все то, что я понаписал выше. :)
В общем, постарался более-менее простым языком описать процесс. Видео не слишком красивые и постановочные, снимал все на заводах в процессе работы, но общее представление дают. Понятно, что все описано схематично, но если буду все подробно расписывать, не только лишь все дочитают до конца. :) Но, надеюсь, кому-то было интересно почитать как на самом деле не просто то, что кажется простым. И, кстати, в Китае на заводе мне показали образцы ватной палочки, под которую они делали станки (фото не нашлось у меня к сожалению) и я офигел от разнообразия и полета фантазии заказчиков, чего там только не было, больше 20 форм и размеров точно.
Процесс долгий и сложный, но такое покрытие гораздо надежней и долговечней, чем мебельным маслом. Поэтому мебель в белом цвете стоит у нас дороже. В статье рассказал подробнее о работе малярного цеха.
В группе Вконтакте рассказываем больше о мебели и процессах производства)
Взять с собой побольше вкусняшек, запасное колесо и знак аварийной остановки. А что сделать еще — посмотрите в нашем чек-листе. Бонусом — маршруты для отдыха, которые можно проехать даже в плохую погоду.