
Производство одноразовой деревянной посуды (ложки, вилки, тарелки)
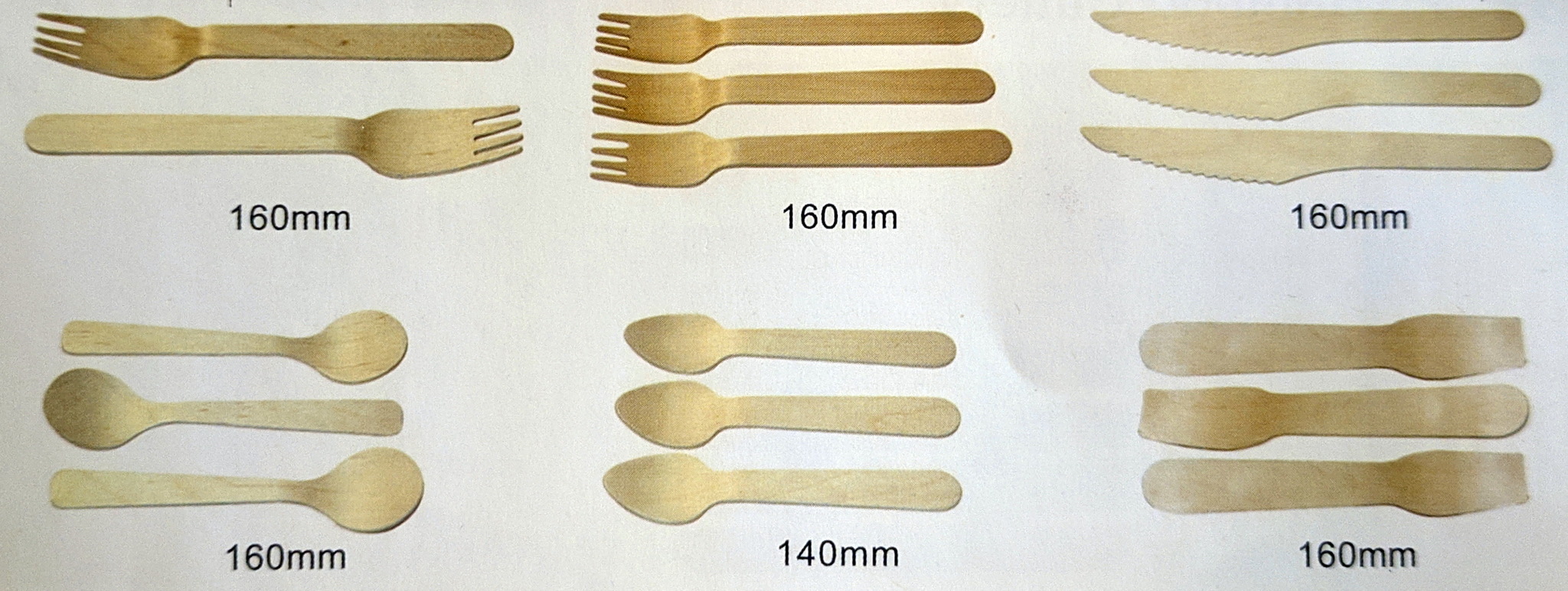
Ранее я уже выкладывал тут рассказы о том, как делают китайские палочки для еды и зубочистки. Последнее время очень много читаю в интернете по поводу производства деревянной посуды одноразовой. Причем многие плохо представляют, как это делается, из чего и где. Видел предложения станка для изготовления ложек или палочки для мороженого, а про то, что к этому станочку надо еще цех построить и производственную цепочку добавить как-то не пишется. Попробую простыми словами рассказать свое видение процесса. :) В чем суть? Из тонкого листа древесного шпона вырубается плоская заготовка, сушится, формуется, шлифуется, на выходе примерно то, что на фото ниже.
Для начала немного общих слов. По этой технологии производится огромное количество самых разных предметов, не только ложки-вилки, примерно то же оборудование применяется для производства палочек для мороженого, медицинских и косметических шпателей, размешивателей для кофе и еще кучи всякого разного. С точки зрения экологии такая посуда наиболее чистая, тут нет никакой обработки химикатами, только механическая и термическая обработка древесины. В результате мы получаем биоразлагаемые изделия, которые можно спалить в костре после пикника или прикопать в землю и они там благополучно сгниют. Ну и на свалках, в отличие от пластика, долго они не пролежат. Что касается гибели деревьев, тут не все так однозначно. Прежде чем поднимать крик о гибели лесов, прикиньте альтернативные варианты (пластик, прессовка из крахмала, гречневой шелухи, бумаги и т.д.) и оцените какой вред они наносят экологии. Вопрос о том, что одноразовая посуда - в принципе зло, оставляем за рамками этого рассказа, ибо никуда пока от нее не денешься.
Итак, как это работает. Производство разбито на несколько этапов. Подготовка древесины, лущение, вырубка заготовки, сушка, шлифовка, формовка, упаковка. Примерно так. Теперь подробнее. В прошлых постах меня пинали, что мало видео, так что тут постараюсь показать, как всё работает в динамике. :)
В первую очередь, древесину надо подготовить. Для производства используется береза. Осина слишком мягкая для этих целей, береза наиболее подходит по соотношению цена - качество. Бревна напиливаются на чурки заданной длины.

Затем эти чурки закладываются в специальные емкости, куда заливается вода и нагревается. Для нагрева применяют разные методы, оптимально - котел, работающий на отходах и генерирующий горячий пар. На большинстве заводов в Китае сделано именно так, котел обеспечивает весь завод теплом для сушки, варки, отопления. Выглядит котел примерно так.

Помещенные в воду чурки выдерживаются около 20-24 часов в горячей воде, после чего древесина становится эластичной и светлеет (это важно для рынка ЮВА, Японии, Китая, там особые требования к цвету изделий). Выглядит это как-то так.

Извлеченные из воды чурки поступают на окорочный участок, где с них снимают кору. Раньше почти везде эта операция производилась вручную, но в последние годы все чаще применяются специальные окорочные станки, что сильно ускоряет процесс и облегчает работу. Затем готовые окоренные чурки подаются на участок лущения. Тут задача - превратить чурку в ленту шпона заданной толщины. Станок универсальный, может настраиваться на разную толщину шпона для разных изделий, от 0,9 до 5,6 мм. На первом видео ниже станок разматывает чурку диаметром больше 65 см на шпон толщиной 5,2 мм. На втором видео все быстрее, поскольку там шпон для ложечек толщиной 1,65 мм, станку легче и работает шустрее.
В таком режиме завод в Китае с грамотным обученным персоналом в день перерабатывает до 20-25 кубометров березы. Важный момент, о котором у нас многие забывают. Заточка ножей! Чтобы продукция была качественной, шпон изначально на выходе со станка должен иметь гладкую поверхность, потом дорабатывать, дошлифовывать нормально уже не получится. Лущильный нож правится после каждых 8-12 чурок плюс-минус, заточник стоит обычно рядом со станком. У меня на производстве в обороте всегда были 3-4 ножа, которые постоянно менялись. Много слышал что это нереально, но из практики: у меня рабочий менял нож за 2-3 минуты, в Китае на заводе я сам засекал время, замена ножа - 16 секунд!
Готовый шпон сразу поступает на участок вырубки. Делать это надо чем быстрее, тем лучше, поскольку остывший и полежавший шпон уже хуже обрабатывается. На вырубных станках стоят вот такие ножи, которые из ленты шпона вырубают заготовки будущих изделий. На фото еще не заточенные новые ножи.

Работают вырубные станки феерично, можно наблюдать долго. :)
На выходе получаем вырубленную заготовку и кучу отходов.

Это все летит в топку котла.
Затем вырубленную заготовку надо высушить. Тут есть 3 варианта. Всякое тонкое длинное (типа размешивателя для напитков) сушат навалом в специальных камерах с сетчатым полом, где горячий воздух подается снизу и просушивает продукцию. Заготовки ложек-вилок, палочку для мороженого и т.д. лучше сушить в специальных сушильных барабанах. Там заготовка одновременно и высушивается и шлифуются кромки за счет того, что заготовка постоянно перемешивается и трется друг об друга. Есть вариант сушилок проходного типа, когда в большой длинной камере решетчатые ленты в несколько этажей медленно протягивают заготовку, пересыпая ее с верхней ленты на нижнюю, в процессе заготовка высыхает. Такое решение применяется редко в связи со сложностью постройки такой сушилки и ее дороговизной. Кроме того, после такой сушилки надо ставить дополнительно шлифовальные барабаны для шлифовки заготовки. На видео ниже сушильно-шлифовальные барабаны.
Готовая высушенная заготовка извлекается из барабанов и отправляется на заключительный этап, формовку. Для этого используют горячие пресса, где установлены подогреваемые пресс-формы. Станки могут быть как простые, с ручной закладкой заготовок, так и навороченные, с системой автоматической загрузки - выгрузки. На большей части заводов в Китае я видел именно станки с ручной загрузкой. Как объяснял мне директор одного завода, так лучше. Потому что рабочий при раскладке заготовки в станке одновременно ее сортирует, отбрасывая заведомо негодную с сучками, трещинами и прочими дефектами. Выглядит это примерно так.

На видео видно, что некоторые заготовки работница выбрасывает и заменяет на другие.
Отдельно остановимся на вилках и ножах. Деревянные ножики - это так, чтобы было. Котлетку или картофелину вареную ими еще можно разрезать, что-то серьезное типа куска мяса - с большим трудом. Обычно ножики вырубаются с зубчиками на режущей кромке. Иногда их оставляют как есть, иногда слегка затачивают на шлифовальном барабане с абразивом режущую кромку. Есть даже специальный автоматический станок для заточки режущей кромки деревянных ножей, но я его видел на видео и на картинках, в живую на заводах мне он не попадался.
С вилками тоже не все так просто. Вырубить вилку сразу с зубчиками практически нереально, я не представляю, как изготовить такой вырубной нож и, самое главное, как его заточить. Поэтому алгоритм тут такой. Заготовка вилки формуется в горячем прессе. Затем пачка заготовок стягивается резинкой и отправляется на специальный фрезерный станок. Там на пачке вилок специальная фреза за один проход нарезает зубчики.
На видео выше режут зубы на гибридах, помесь ложки и вилки, ловилка. :)
Итак, основной процесс я описал. Дальше идет уже процесс сортировки, упаковки, это отдельная и большая тема. Те же размешиватели для напитков или медицинские шпателя могут упаковываться в индивидуальную упаковку из бумаги. Есть специальные упаковщики для медицинских шпателей, которые предварительно стерилизуют шпатель перед упаковкой. Есть кассетировщики для палочки для мороженого или косметических шпателей, которые, как на видео ниже, собирают нужное количество изделий в пачку и стягивают бумажной лентой.
Есть специальные упаковочные линии охрененных размеров, которые могут собирать наборы по заявкам заказчиков, вроде тех, что вам выдают в самолете или поезде. Но, повторюсь, это уже другая тема.
Итак, очередной рассказ готов, читайте, спрашивайте, критикуйте. Надеюсь, кому-то было интересно почитать.