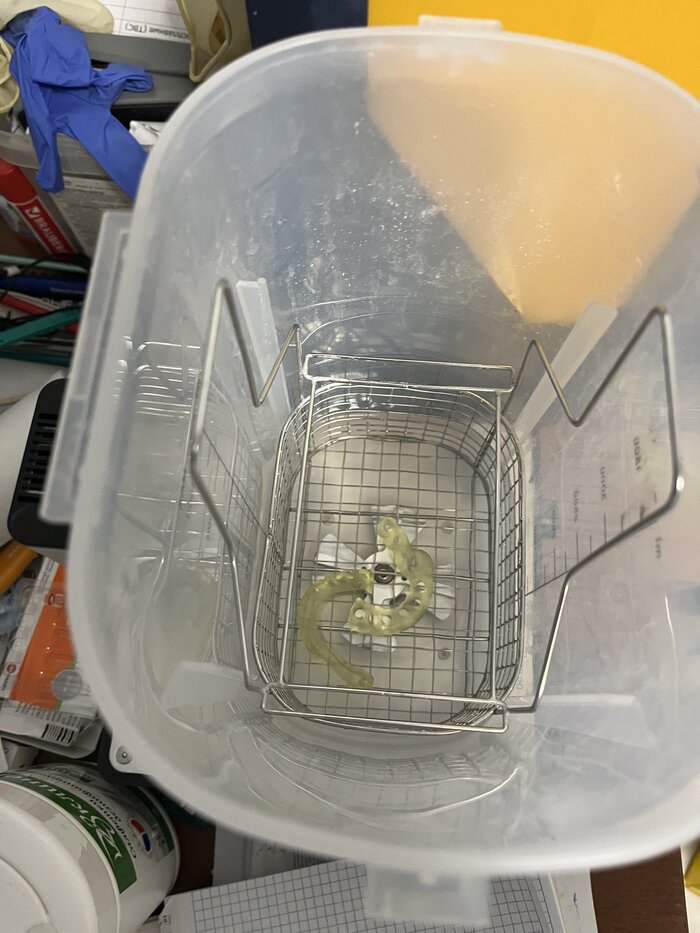
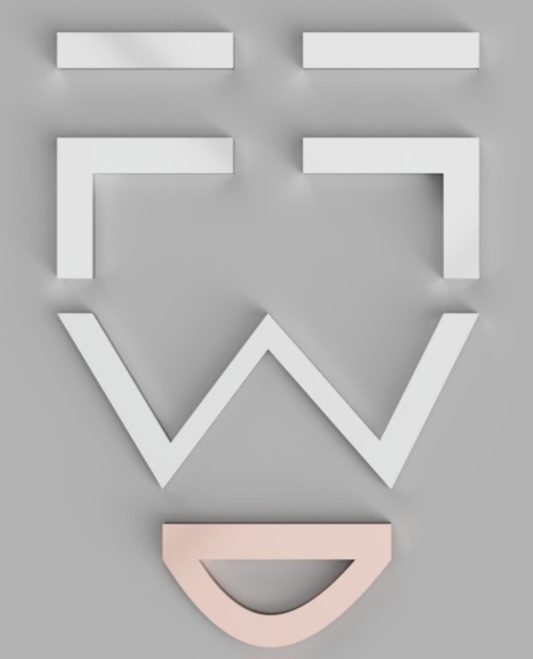
Распечатали модель челюсти и хирургический шаблон для позиционирования зубных имплантов. Отрываем поддержки и отмываем в "грязном" спирте в течение 1 минуты.
Далее отмываем в "чистом" спирте, в специальной станции обработки в течение 3 минут
Даем немного подсохнуть.
Проверяем посадку на модель. Модель чаще печатаю из более дешевой смолы для моделей, но тут не было времени.
Берем круглую палочку для поедания азиатской кухни, спертую в соответствующей заведениии, насаживаем на неё втулку, наносим на наружную часть втулки жидкий композитный пломбировочный материал и вставляем втулку в шаблон
Повторить в соответствии с количеством отверстий под втулки
Дозасвечиваем в станции обработки
Потом шаблон отправляется в стерилизацию и на операционный стол
Вы когда-нибудь задумывались, откуда берется пластик для ваших 3D принтеров? Мы - компания, которая занимаеться этим процессом. Давайте познакомимся поближе и расскажем вам о том, как мы создаем материалы для вашего творчества.
Процесс по изготовлению выглядел примерно так: моделирование прототипа, печать прототипа на 3д принтере, изготовление силиконовой формы, заливка силикона, обжег для придания прочности, обработка для устранения неровностей, обтягивание кожей, "рисование" стрелочек. Изготовитель: Михаил Прахов.
1/5
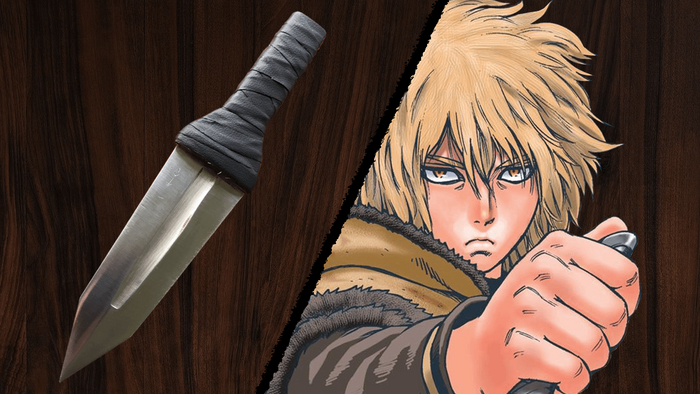
Кадры с восьмого съёмочного дня
Как можно заметить, не только кинжалы перекочевали из аниме.. Но это уже другая история :)
Взять с собой побольше вкусняшек, запасное колесо и знак аварийной остановки. А что сделать еще — посмотрите в нашем чек-листе. Бонусом — маршруты для отдыха, которые можно проехать даже в плохую погоду.
2023 год оказался очень продуктивным на производство и творчество : изготовление своего ABS пластика и огромное количество интересных заказов .Одним из них я сейчас с вами поделюсь .
Ноябрь , +2 градуса ,слякость , погода не оставляет не каких шансов настроение .Вдруг приходит сообщение "Добрый день, есть ли у вас макет готовый и шеи дракона?Хочу для фотосессии дракона в таком стиле"
Тут мне стало понятно, что вечер перестает быть томным. Дальше было долгое обсуждение ТЗ и остановка на варианте голова около 1.5 метра в высоту , 2 руки и яйцо как в игре престолов .
Акт 2
Начался подбор вариатнов моделей для печати (увы с художкой не дружу ,в blendere профан ).
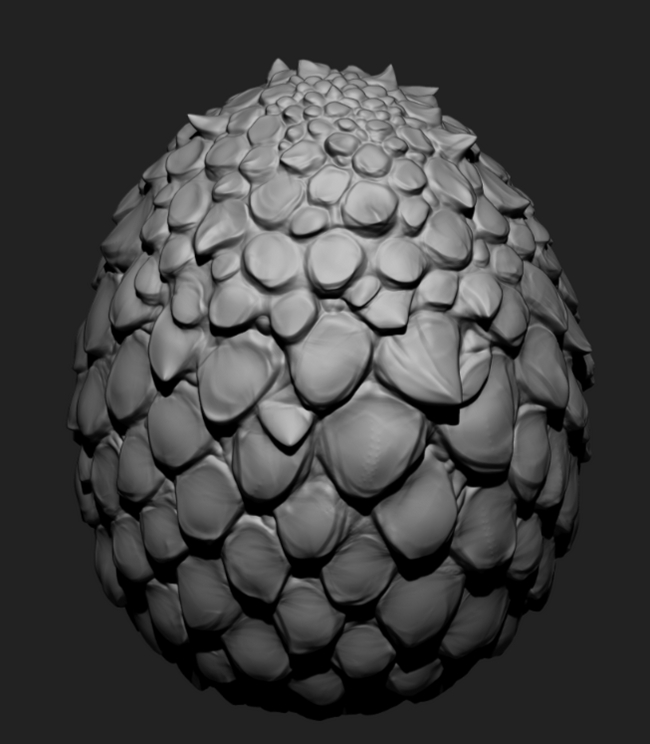
Остановились на данных вариантах
Вот такое яйцо
Лапы от этого дракона
и вот такая голова
Уже на этом этапе начались проблемы .Дизайнер который делал эту модель допустил ошибку и в верхней части модели был излом, который мешал как и с эстетической стороны так и нарезке модели. Поэтому было принято решение начать с рук и яйца.
Акт 3
Во время производства пластика не редки случая брака , основная часть это размер прутка менее 1.73 и более 1.78 ,а так же неординарность цвета.В этом случае он отправляеться в брак но так как на моем принтере сопло большого размера для него это не помеха и я с удовольствием пользуюсь браком . И в данном случае был взят брак . увы таймлапса в тот момент не было ( а сейчас появился) покажу некоторые фотографии во время производства
А дальше настало время головы , была произведена нарезка примерно на 52 части
Акт 4
Увы собрать на месте дракона мы не могли из за габаритов отправки поэтому , было обсуждение на тему сборки и покраски силами клиента на месте . Для тех кого интересует зачем трубки, для дымогенератора
Финал
Дракон был доделан (сейчас находиться в Краснодаре ). Я был очень рад такому заказу.Клиент так же очернь доволен . Хочу Всех Пикабушников поздравить с наступившим 2024 годом пожелать спокойствия , здоровья, удачи и самое главное счастья . Пусть все цели и задачи дойдут до логичского завершения .
P.S Спасибо огромное , что уделили 2 минуты 40 секунд на мой пост , возможно в следущей серии : Костюм бэтмена в полный рост , Жираф-торшер высотой в 1.5 метра .
Продолжая тему дарёного ABS-а. Продолжаю, пока продолжается...
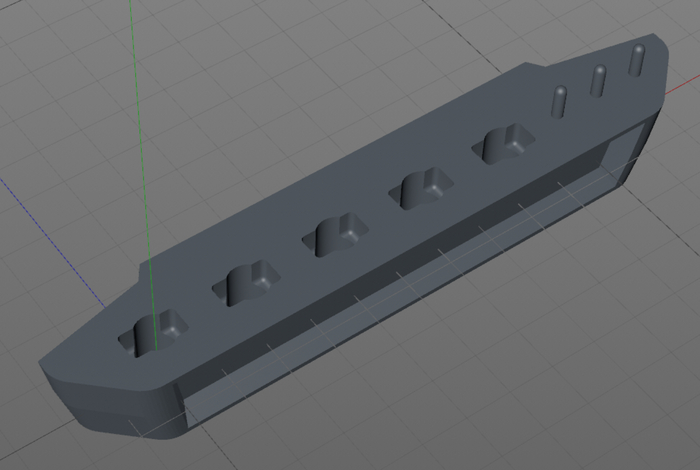
Что ж. Коробочку мы напечатали. Пластик блестящий, гладкий, так и тянет продолжать с ним работать. Идеи есть. Усложняем задачу. Печатаю подставку для сопел (сопл? соплов) ирригатора. Это такой карчер для ротовой полости. Вещь прикольная, но нахрен не нужная....
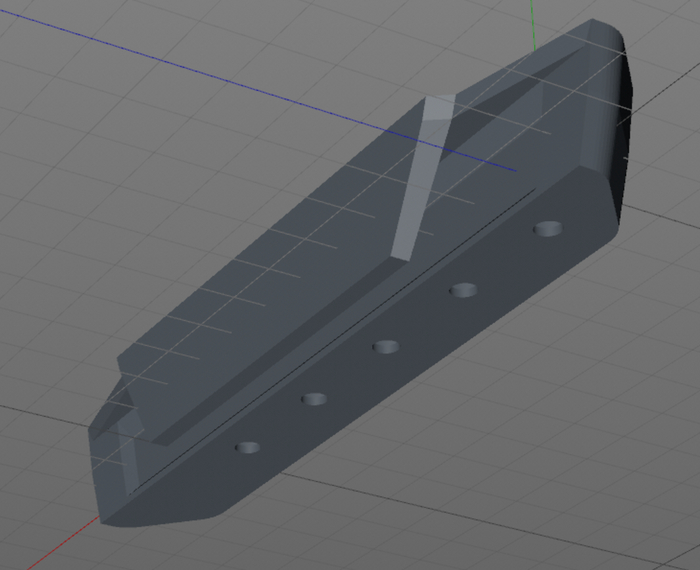
Моделим модель:
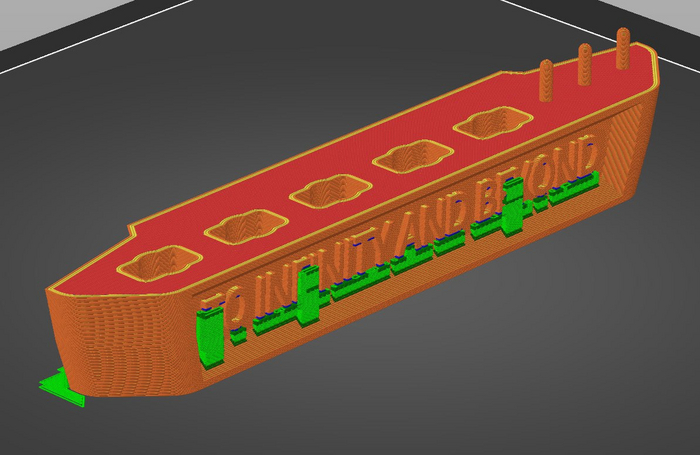
Режем, добавляем в пруше слоган и отправляем на печать:
Выглядит просто обалденно! Пока.
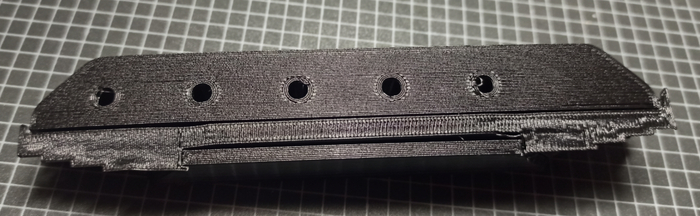
Но ближе к концу печати, как и полагается, ABS показывает свои негативные качества (подчеркиваю - косяк мой. Принтер не допилен надлежайшим образом, термокамеры нет как класса) - модель отрывается от стола. "Лодочка - плыви". Нервно бегаю вокруг, прикидываю - останавливать или еще чуть выждать....
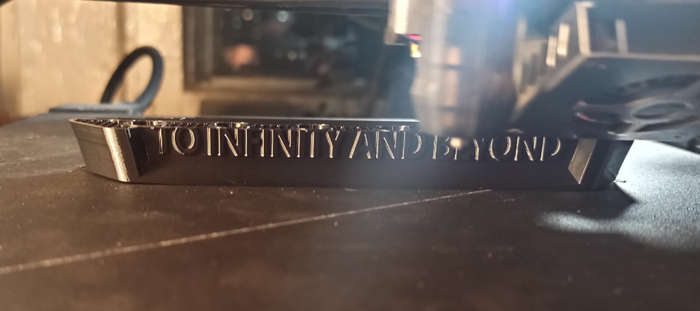
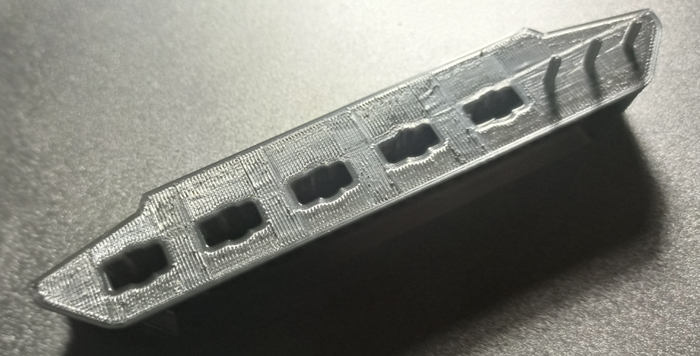
К счатью - печать окончилась вполне успешно. Модель таки не отлипла.... Но изрядно деформировалась. А так даже креативнее!
Верхний слой - кровь-кишки-распидарасило... сушить надо пластик, СУШИТЬ!.... Лень-матушка... Да и ладно.
Выламываю поддержки, которые отходят как пусковые у Falcon-9! От PLA я их клещами выдирал, как зубы мудрости.
Вставляем комплектующие карчера, которые до этого валялись в коробочке. Наконец-то я её выкину нахрен!
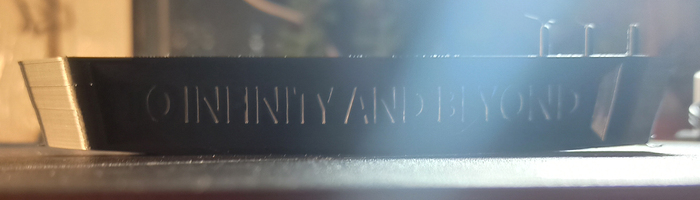
Раскрашиваю слоган каким-то фломастером.... Который расплывается, впитывается и вообще надо купить нормальных красок и хотя бы кисточку... И вешаем это внатяг на зеркало.
Стало уютнее... и +1 пылесборник :)
STL не выкладываю. Размеры сопел, как оказалось, очень отличаются от модели к модели. Но поделюсь параметрической моделью-исходником. C4D STUDIO R19
Наконец-то у меня дошли руки написать о результатах розыгрыша. Подарок пришел на 5й день в указанный пункт СДЭК. Коробочка, именное письмо, вакуумная упаковка, силикагель.
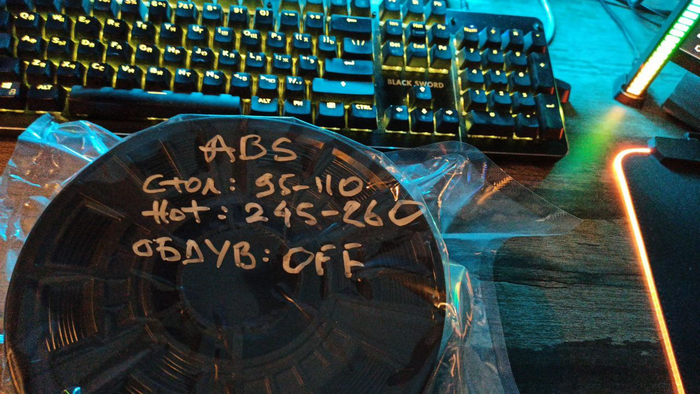
Еще несколько дней думал - чего бы такого напечатать, и изучал особенности работы с ABS. Заявленные характеристики филамента: Стол: 95-110 С Хотэнд: 245-260 С Обдув - 0%. Мосты - 10% Сразу выявились незначительные минусы, о которых отправлен фидбэк: катушка немаркирована, вакуум из пакета довольно быстро улетучился. Ну, не страшно. Подпишем.
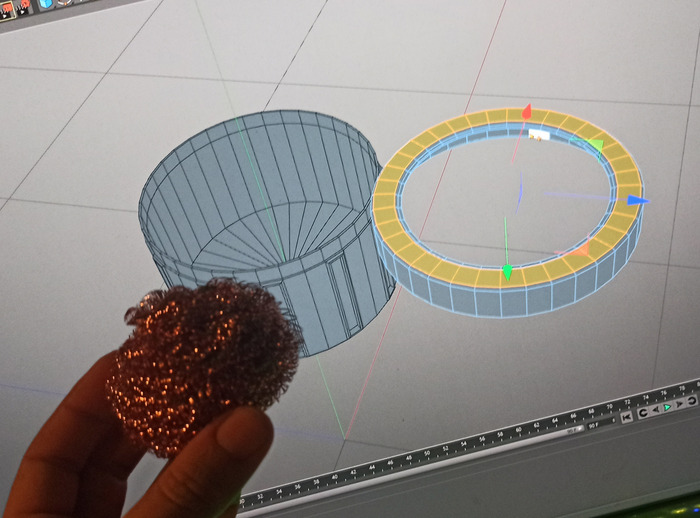
Решено было замоделить и напечатать коробочку для "Губка для чистки наконечников паяльника". Рисуем.
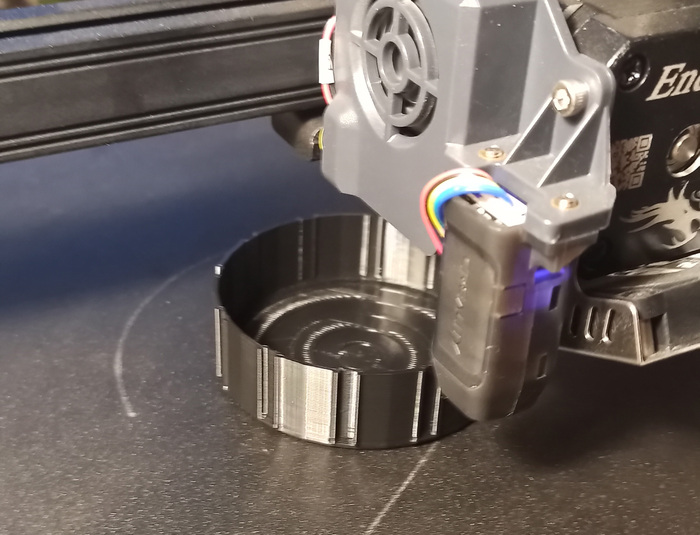
Пруша, флэшка, заряжаю свой стоковый Ender3S1. Понеслось. Стол 100, сопло 250. Слой 0.2. Заполнение 10%, 2 периметра. Скорость - дефолтная, из профиля пруши для ABS. Влажность в комнате 16%, т-ра 22С.
Запах во время печати: Очень слабый, если нос прямо под экструдер совать.То есть на метр отошел - и уже не уловишь ничего.
С ABS работаю первый раз, стол толком не настроен, термокамеры нет, руки кривые и вообще я очень начинающий. Пластик успел набрать влагу, сушить мне его, конечно же, лень, поэтому волоски, и части периметра к столу не приклеились. Мой косяк. Тем не менее - первый слой.
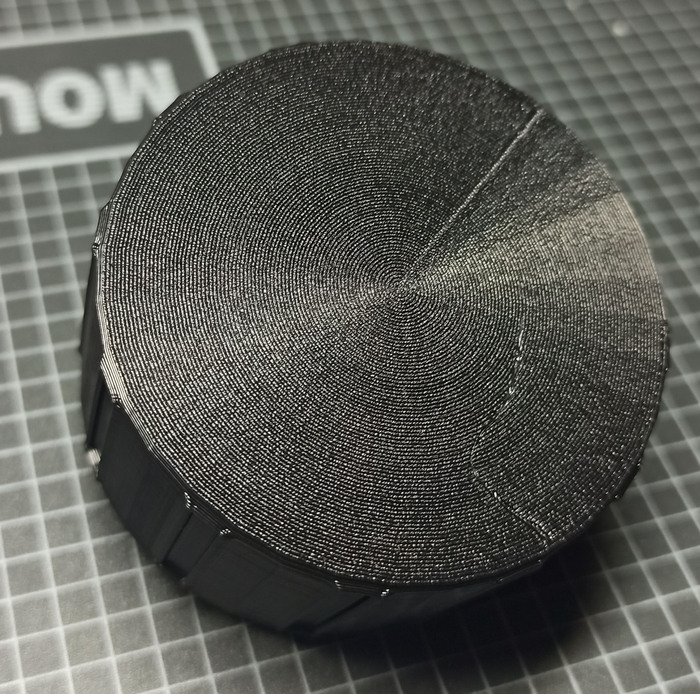
Вторым проходом печатаю крышку.
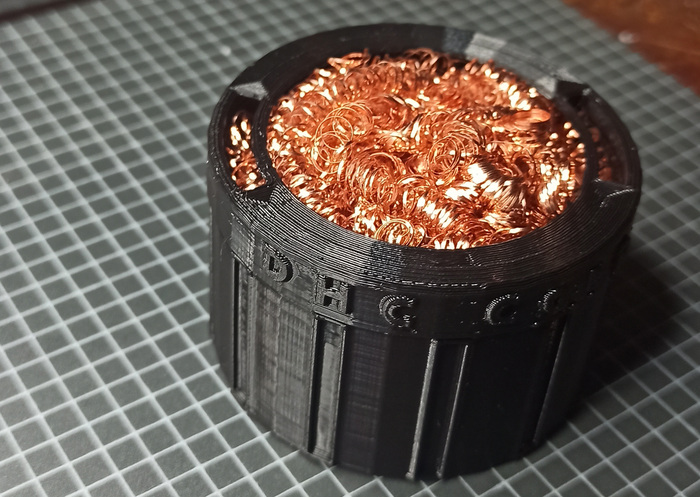
Собираю.
Если кому интересно - STL Текст нанесён непосредственно в пруше - появилась у них такая модная фича, поэтому в самом STL никаких "копирайтов" нет.
В целом - от пластика я в восторге. Напечатано уже несколько моделей, полёт ОТЛИЧНЫЙ! :) В планах сделать о них (и о пластике) еще парочку постов. До этого печатал PLA.
Всем привет компадре . К радости или к сожалению занесла меня жизнь к тому , что начал производить филамент для 3д принтера в промышленном объёме. Исходя из вышеперечисленного хочу снять видео об этом. Основные темы выбрал , но может у кого то найдутся вопросы по этой теме с удовольствием отвечу на них . Спасибо за внимание ,с уважением Haposalo
P.S. Для первых 8 пикабушников которые пришлют фото своего принтера , отправлю 1 кг (черного или белого ABS)
Из каких источников я об этом знаю? Я занимаюсь инжинирингом и разрабатываю разные новые изделия для производства под заказ. И обмеры деталей и чертежи и 3Д моделирование и разработка концептов изделий с новыми потребительскими свойствами. Какое-то время баловался самостоятельно печатью на дельте от ANYCUBIC.
Для чего использовалась 3Д печать изначально? 3Д печать изначально это технология для быстрого прототипирования, которую использовали в конструкторских подразделениях на производствах. Это удобный способ проверить гипотезу и опробовать тестовый образец с минимальными трудозатратами на его изготовление. Ведь здесь не нужно делать ни оснастку ни полный цикл производства и т.д.
Для чего может пригодиться 3Д печать сегодня в обычной жизни? 1. Это удобный вариант получить недорогую копию детали или запчасти, которая уже вышла из строя или была утеряна, а ее оригинал либо стоит как конь либо ждать доставку веки вечные. 2. Это отличный вариант сделать декор или сувенирку сложной формы. 3. Это отличный вариант сделать мастер-модель для изготовления дальнейшей формы под литье из силикона и т.д. 4. Это удобный вариант сделать восковку для отливки ювелирных украшений. 5. Это незаменимый партнер в вашей мастерской и гараже. Бизнес конечно не получится на это но для хобби один принтер - огонь. Подробнее рассмотрел тему 3Д печати с точки зрения бизнеса в этой статье.
Что вам пригодится для старта? 1. Базовые знания работы в САПР хотя бы Компас 3Д или Inventor закроют 80% всех задач. 2. Если вы ленивы или нет времени - для старта хватит даже Автокада для простых деталей. 3. Немного времени чтобы отладить температуру сопел, стола и привыкнуть к аппарату. 4. Сайты с бесплатными 3Д моделями например thingiverse или 3dtoday. 5. Для начала принтер можно купить бюджетный с технологией FDM для мастерской - самое оно. По пластику PLA неплох но мягковат и не такой термостойкий, альтернатива ему PETG меньше воняет чем ABS характеристики сопоставимы. Сразу возьмите сопел запасных и пару катушек пластика для откатки отладки и тд.
На выходе у вас интересное хобби, которое окупается и даже приносит со временем небольшой дополнительный доход.
Кратко, какие технологии 3Д печати есть еще? 1. FDM - послойное наплавление полимерного прутка в модель из катушки плюсы: самая бюджетная технология минусы: качество поверхности подойдет для: технической печати, деталей, запчастей и черновой печати
1. FDM 3Д печать деталей изделий под заказ - как выглядит образец печати
2. SLA - это фотополимерный принтер плюсы: качество поверхности не требует постобработки как в FDM. Цены доступные для физлиц минусы: стоимость расходников и принтера выше чем в FDM но доступная для физ лиц подойдет для: сувенирка, декор, формы для отливки, косплей, кастомные детали для авто, мото, музыкального инструмента и подобного плана нишевой кастом
2. SLA 3Д фотополимерная печать изделий - как выглядит образец печати
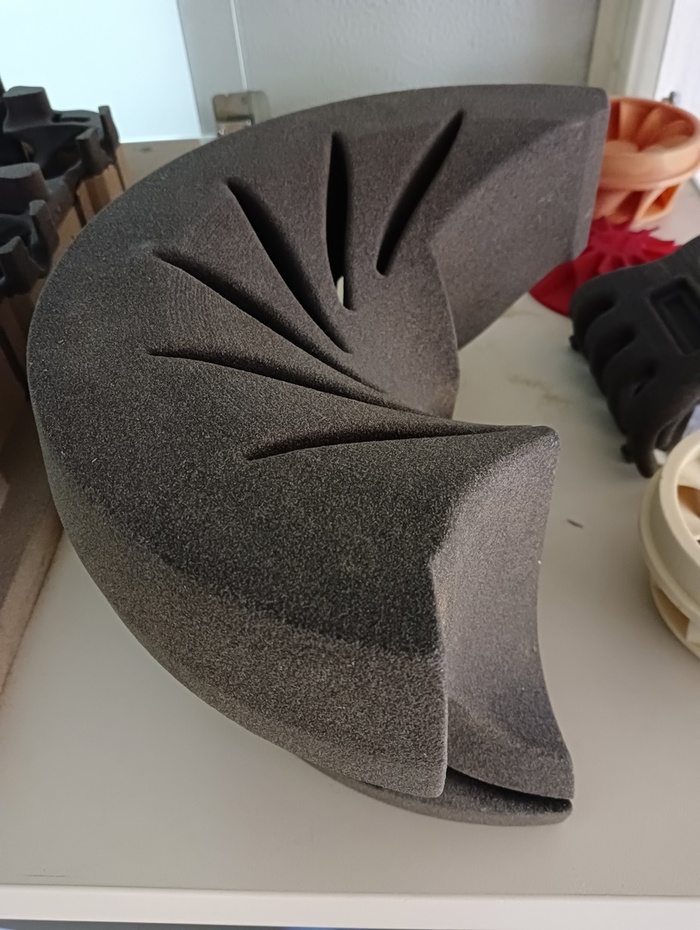
3. BJ (binder jetting) - это фотополимерный принтер Суть технологии в послойном нанесении жидкого связующего на порошкообразный материал. По сути своей напоминает струйную печать, но послойную со смещением по оси Z по высоте. По этой технологии можно печатать разными материалами — гипсом, металлами, керамикой, песком, полимерами.
плюсы: изготовление мастер-форм сложной геометрии для литья минусы: стоимость как табун коней подойдет для: штучного изготовления какой-то очень дорогой детали в производственной линии или технике или для серийного изготовления какого-то литья
3. BJ (binder jetting) - как выглядит образец печати
4. SLM (selective laser melting) - это 3Д печать металлом выборочное лазерное плавление металлического порошкового состава. Получаются прочные детали металлические. Характеристики зависят от порошкового состава. Один из вариантов смеси - сталь 316L (печатают крыльчатки, лопатки, шестеренки для автопрома).
плюсы: изготовление прочных и легких металлических деталей сложной геометрии минусы: стоимость как табун коней летящий в боинге подойдет для: автопром, авиация, космос
4. SLM (selective laser melting) - как выглядит образец печати
Напомню, что я занимаюсь разработкой новых изделий для производства от эскиза до прототипа. Чертежи, макеты для ЧПУ, 3Д модели и визуализация концептов. При необходимости выполняю обмеры и обратную разработку и у меня вы можете заказать оцифровку чертежей и 3Д моделирование для 3Д печати и фрезеровки на ЧПУ.
Нахожусь в Минске и буду рад общению с коллегами. Также ищу партнеров со своими станками ЧПУ, 3Д принтерами и т.д. для взаимовыгодного сотрудничества. Отвечаю на вопросы по производству и рассмотрю любые предложения по сотрудничеству. Пишите с вопросами и предложениями в телегу.
Для тех кто любит социальные сети - приглашаю посетить мой блог ВК, публикую концепты, идеи, чертежи и 3Д модели. А также отборные проекты редко, но метко, без рекламы и раньше всех - публикую в канале телеграм.