

Проект на час. Фреза-летучка для ЧПУ фрезера.
Хеллоу, амигос.
Возникла задача - согнать 5-6мм. с плиты для 3Д-принтора. Она сделана из алюминия, толщина 12,5 мм. но столько толщины человеку не нужно, т.к. она греется вечность. Вощем надо согнать лишний жирок к лету. :)
В принципе, у меня есть офигенная летучка для универсального 679 фрезера, но плита имеет размеры типа 340х350 или как-то так. А у старых фрезеров стол такого хода не имеет. Поэтому придётся делать на ЧПУ-портальном, у которого поле порядка 0,5х1,0 метра.
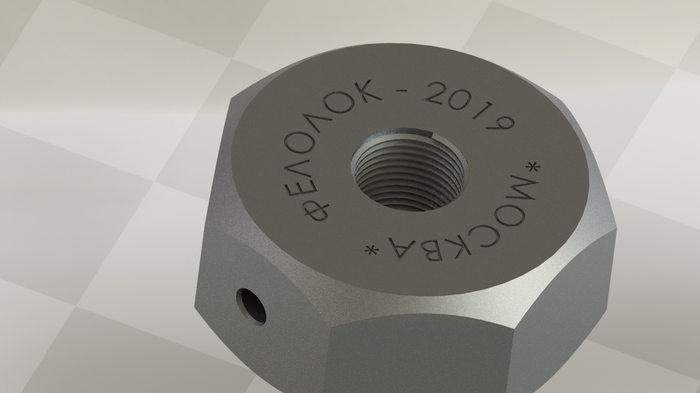
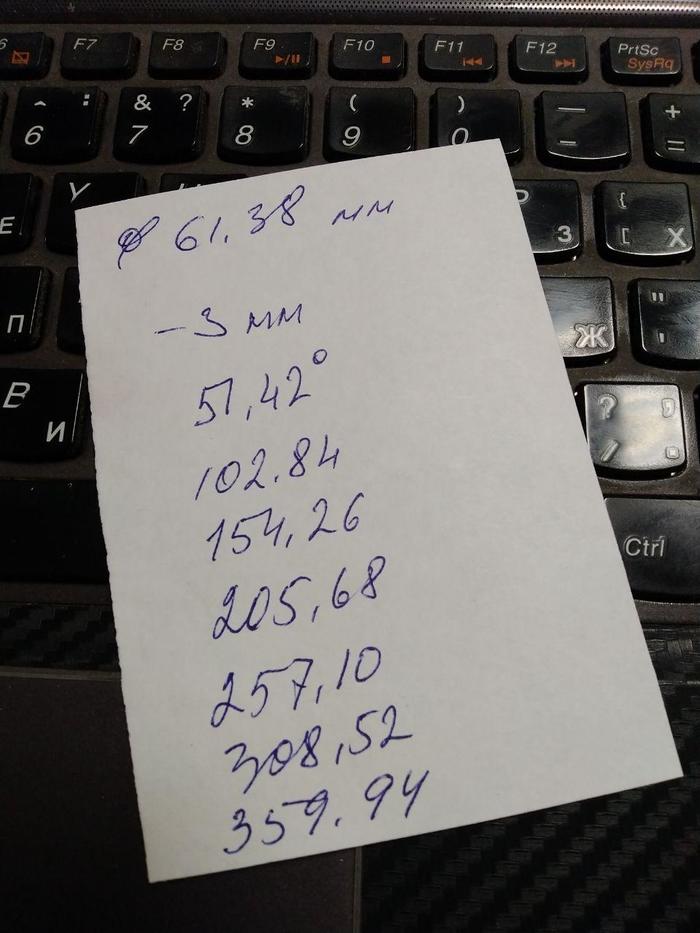
Ессесно, начинаем с моделирования и чертежатины.
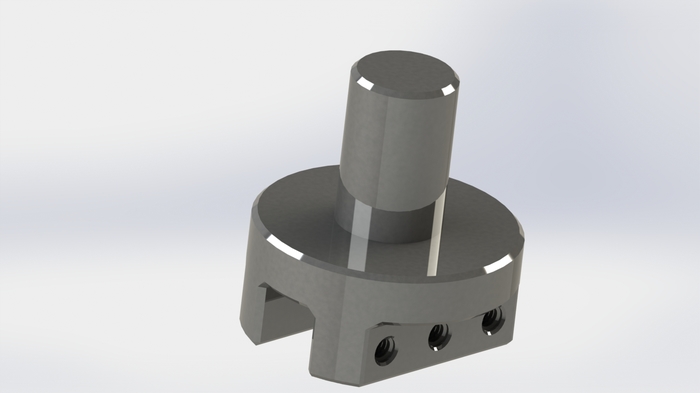
Под станком намутил кусок железия 40Х, каковой незамедлительно распилил на ленточке в размер +2мм припуск под обработку торцев.
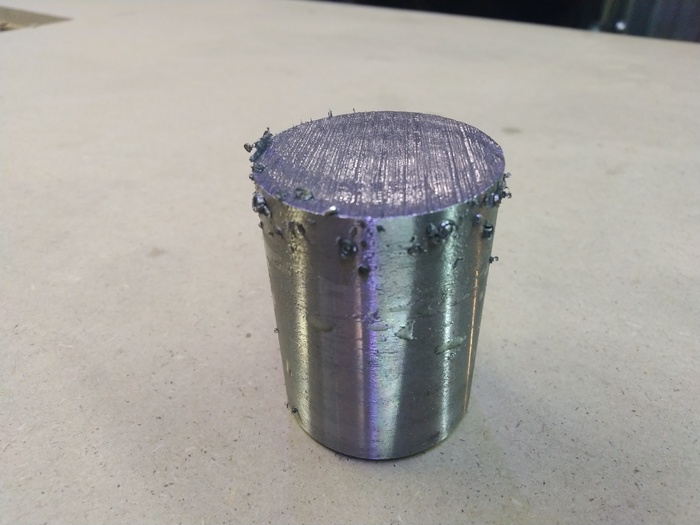
Немного токарной магии и... цанга ER20 Ф1\2" заходит чудесненько.

Окей. Время кастануть пару фрезерных заклинаний:

Подачи крутятся, бабосы мутятся. :) В итоге, через полчаса в чаду кипящего масла тадааам:
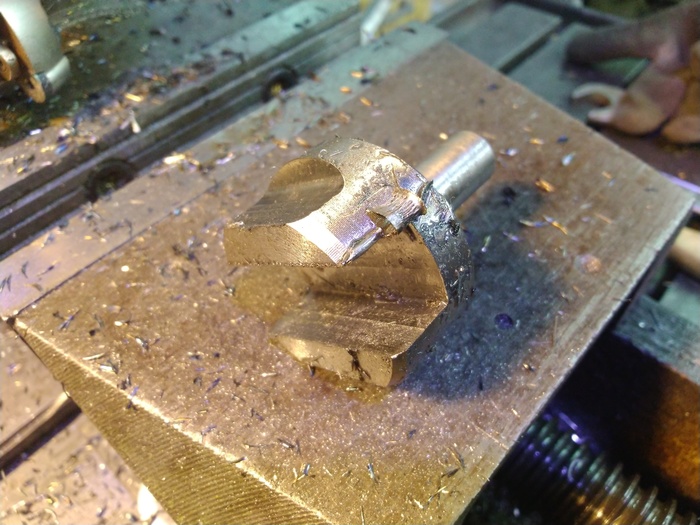
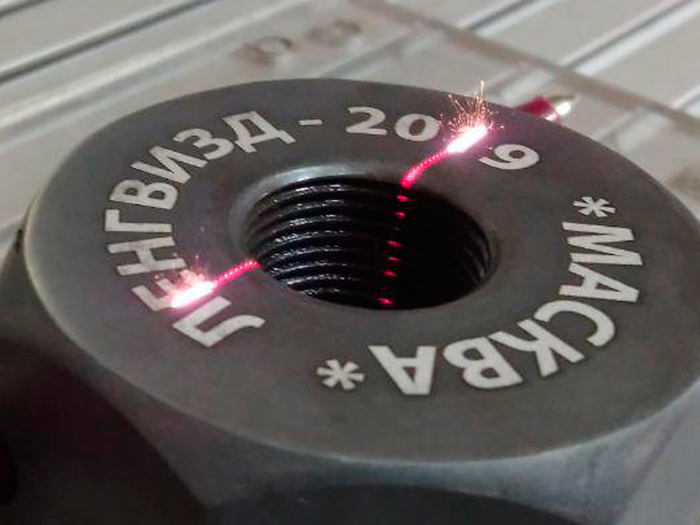
Время шлифовать, сверлить и резать резьбу. Самое сложное в сверлении всяких кривулек - намутить подкладок, шоб всё на всё опиралось. В данном случае, подкладка это резец.

Нуок, чо. Первый запих инструмента в шпиндель и... вроде нормас:

Так-так... Теперь желательно проверить работоспособность. Поскольку, даже самые смелые ребята опасаются получить в лоб вылетевшим резцом, в качестве экрана устанавливается кусок ДСПшки:

Вжууууух! Зарабоооотало! Обороты 3+ тысячи. Маловато для такого шпинделя. Он ващет до 20 тысяч гонится. Но пока так. Потом попробую поднять до 5.

Хммм, чот рез какой-то странный. Ёба, да у меня же резец не той системы! Во, дурень-то а! Надо правый, а я воткнул левый... Правый это в токарном смысле слова. На нижепредставленной пикче он как раз таки слева. А называется правым он потому, что при работе на токарнике он даёт рез по направлению от передней бабки к задней.

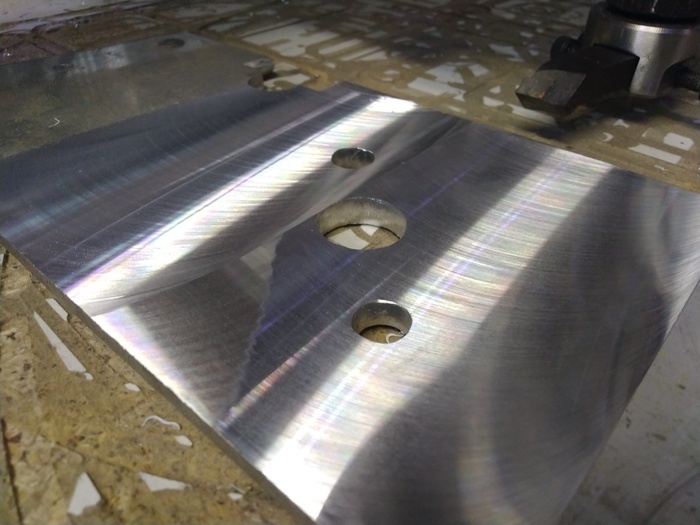
Во, теперь норм. Заколосилось. Тестовый проход по люминию (три, если быть точным) - вполне годняк, ребят!
В итоге что:
1. баланс инструмента крайне важен, в отличии от летучек для традиционных низкооборотистых фрезеров! А тут в любом другом положении резца начинается биение. Это и для станка не круто и на чистоте поверхности сказывается наиговнянейшим образом. В принципе, диаметр летучки получился порядка 100мм. - вполне нормально, я считаю.
2. скорость шпинделя от 2,5 до 3,5 тысяч. И надо будет тестить более высокие скорости. Но чот ссыкотно, честно говоря. Но нужно. У этих шпинделей на таких оборотах момент крайне скромный.
3. съём за проход пробовал до 0,25 мм. чешет без проблем при подаче порядка 0,3 м.\мин. При съёме порядка 0,1 подачу можно развивать до 0,6-0,7. Но чем выше подача, тем ниже чистота получается. Логично, чоуш. Для чистового я бы давал не более 0,4 метров.
Кактатак.
Продолжаю наблюдение, чоуш.