Как это сделано. Семигранная гаечка на полкило.
*голосом Регины Дубовицкой*
Ох, уж эти заказчики мои! Юмориииисты!
*голос off*
Короче, ребза, есть люди, которые промеж собой проводят конкурсы на всякое там словотворчество. Ну типа один говорит "аутригер", а другой "имбибиция" И все счастливы. И арретир и афинаж и амбивалентность... Ну вы меня простите, я просто словарь читал только до буквы А.
Короче, этот кружок анонимных лингвистов решил заказать для лауреатов ценные подарки. В виде семигранных чугунных гаек с надписью. Почему гайки? Какое отношение они имеют к лингвистам? Что ваще там происходит - я хз, ребят. Серьёзно. Но слесаришка - он как Дж.Стетхем в фильме "Перевозчик" - делает вовремя, не задавая глупых вопросов и хорошо.
Погнали.
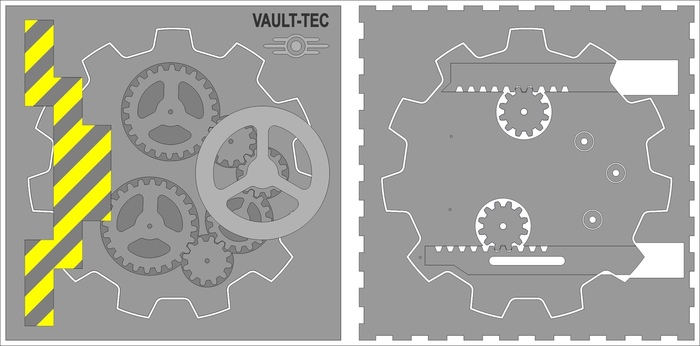
Чтобы добыть из чугунного бревна гаек - надо сперва оседлать САПР и сделать чертежатинку. Вы же не думаете, что лингвисты будут морочиться этой низменной фигнёй?
Далее определяется диаметр заготовки и делаются несложные расчёты:
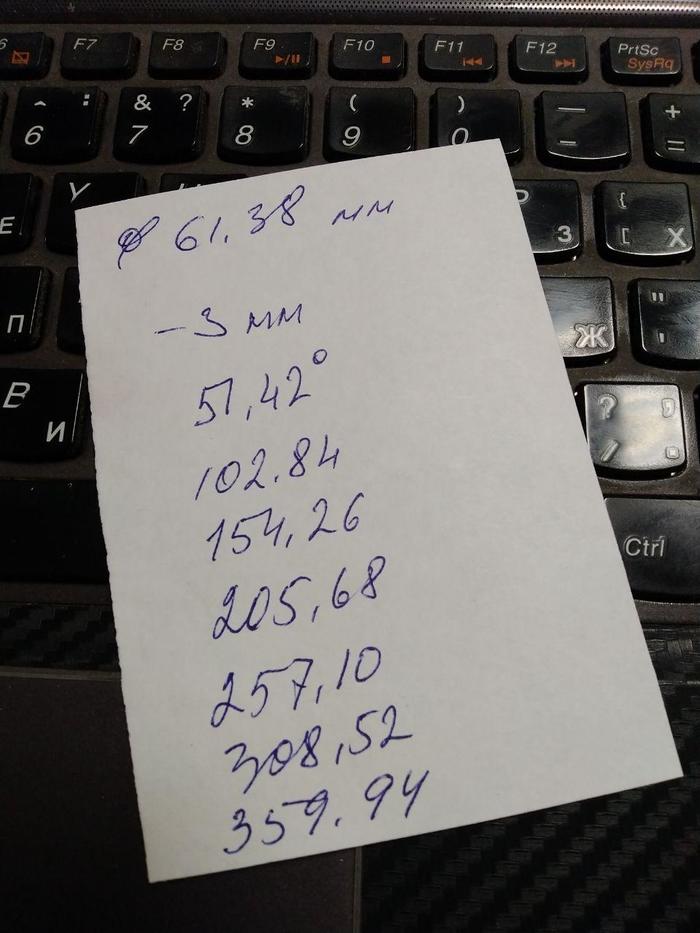
Имея такую базу интеллектуального багажа можно смело делать чо угодно. Например пилить бревно на куски на ленточной пиле.

Ну, осталось, вощемта, понты. :) Начать, да кончить. Кстати, на этапе распиловки я одновременно работал на трёх станках: лента самостоятельно пилит бревно на куски по 32 мм. (толщина гайки - 30мм, 2 мм припуска хватает чтобы на токарнике стесать по 1 мм. со стороны шобы дать и параллельность плоскостей и гладкий внешний вид).
Параллельно с эти фрезер с установленной в делительной головке заготовкой неспешно (54 м.\мин.) грызёт металл, давая грани, а сам за токарником торцую и делаю осевое сверление под дальнейшую резьбу.

Дальше буду рассказывать по хронологии процессов одной гайки, хотя, разумеется, делал их серией. Т.е. сперва все заторцевал и засверлил, потом во всех резьба и т.д. Да, такое количество переустановок отрицательно сказывается на точности. Но это сувенирка... там пофиг. Короче, после резьбования, гайка устанавливается на колёсной шпильке от Урала (резьба М20х1,5) в УДГ (Универсальной делительной головке) и, поворачиваясь на 51-с-чем-то градус даются грани. Сорян, что не в фокусе, но я таки не фотограф же, да? Обратили внимание, небось?

Когда все 7 граней набиты:

гайка устанавливается на аналогичной шпильке в патроне токарного (и даже почти не бьёт!) и торцуется со второй стороны:

А так же снимаются фаски:

Ноооорм, чо. Далее идёт сверление отверстия для подвеса. Ибо данная гаечка будет вешаться на цепи на шею выдающегося фелолога. Или ленгвизда.

Теперь надо отшлифовать грани на лентошлифе и полирнуть это всё хозяйство на полировальном моторе, заряженном скотчбрайтом на 220-600 грит. После чего получается так:

Теперь малышей надо контрольно взвесить. А то ну как кто-то недокормлен! Шутка, каэш. Это я просто ради интереса воспользовался весами, шоб прикинуть, чо-как.

Теперь гайки следует обезжирить и выкупать в кислоте. Я ващет не химик, но читнул в инторнетах, что купание в серной кислоте даёт +5 к атаке. А поскольку литруха кислоты имелась в наличии, дело осталось за малым. За ёмкостью. Для этого пришлось срочно допить односолодовый шмурдяк и отхерачить болгаркой верхушку баттла. Ну как-то так в целом:

Дальше реакция гасится в воде. Ну, разумеется, это временное гайкохранилище. После того, как все выкупались в кислоте, я пошёл к проточной воде и там всё промыл.

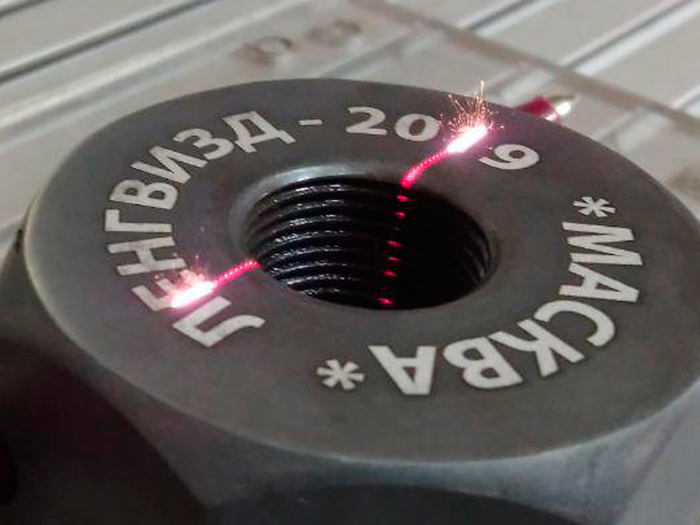
После купания в кислоте, гайки ржавеют прямо на глазах. Поэтому их тут же надо смазывать маслом. Этот процесс схематично не показан. После чего, начинается особая... лазерная магия. Сперва изделие обводится рамкой:

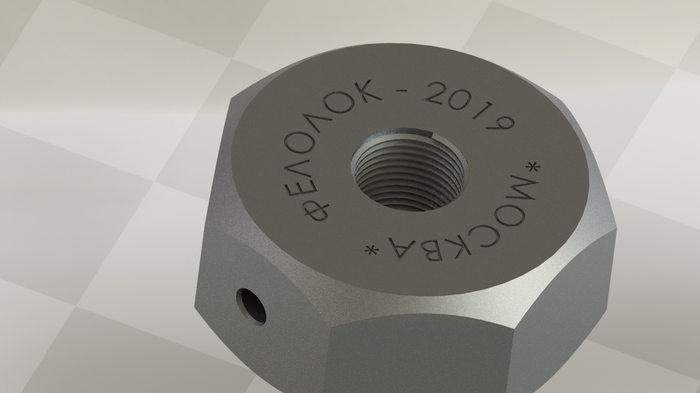
А потом жмякается правой клавишей мыши и даётся команда "сделать збс!". И весёлые искорки таки делают. Это процесс второго отбеливания. Т.е. после первого прохода металл сгорает и место остаётся очень тёмным, а после отбеливания - вот. Светленьким становится.
Ну какбе вот результат... Заказчик вроде доволен. Я - тем более, чо, и проект забавный и денег дали. Хех! Отлично ащще.