


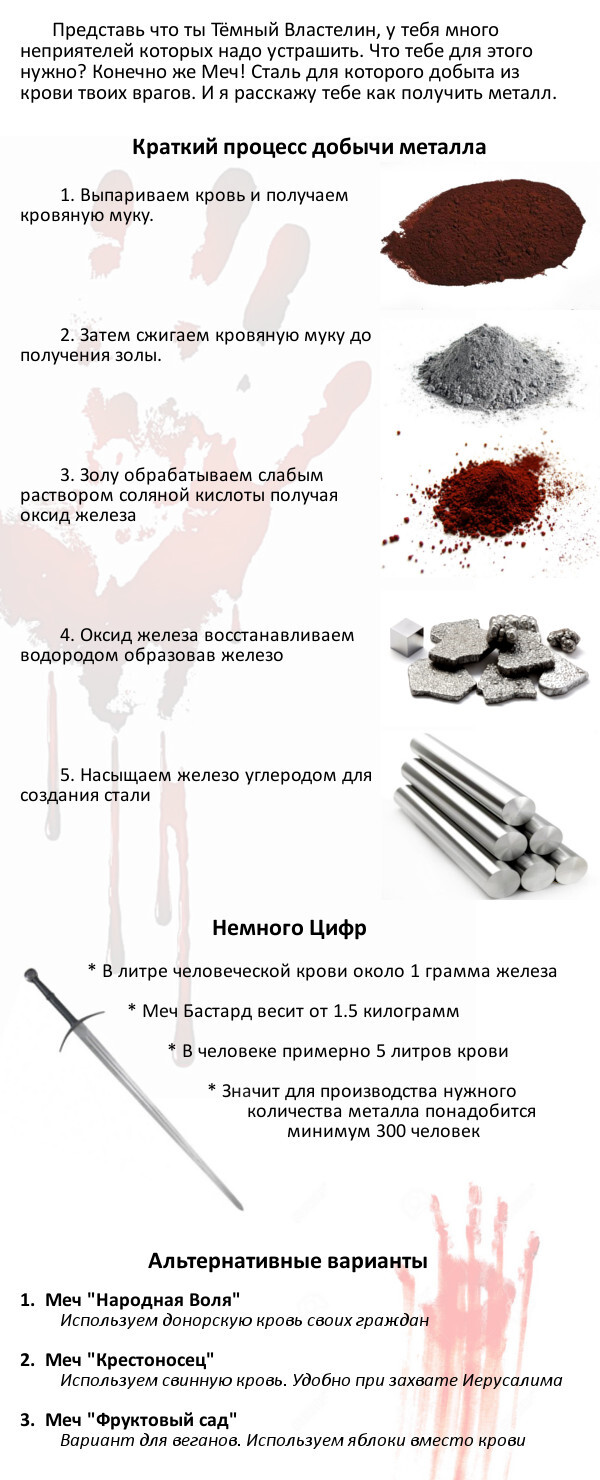
Донорский меч
Показать полностью
1

ДЛИННЫЙ ролик. Производственные процессы различных товаров на пяти заводах Японии
00:00 - Процесс производства жестяных ведер.
07:09 - Процесс массового производства жестяных банок.
20:47 - Производство алюминиевых форм для выпечки традиционного японского печенья Тайяки.
31:42 - Процесс массового производства спичек.
44:03 - Как железный прут превращается в маленький нож. 100 лет традиционной техники. Совершенный меч, изготовленный кузнечным мастером.
Показать полностью

Поиграем в бизнесменов?
Одна вакансия, два кандидата. Сможете выбрать лучшего? И так пять раз.


Чинкуэда или Длань господня
Существует несколько версий о названии данного оружия - cinquedea переводят и как "пять пальцев" (cinque dita), и как "божественная ладонь".
Есть мнение, что название происходит от ширины клинка у гарды - как раз в ладонь или даже шире.
Сделана по заказу нашего дорогого оружиеведа, коллекционера и просто хорошего пикабушника @korabelny.kot
• клинок — 65Г, гравировка
• эфес — СТ3
• накладки рукояти — лосиный рог
• шпильки — медь.






Показать полностью
6
1

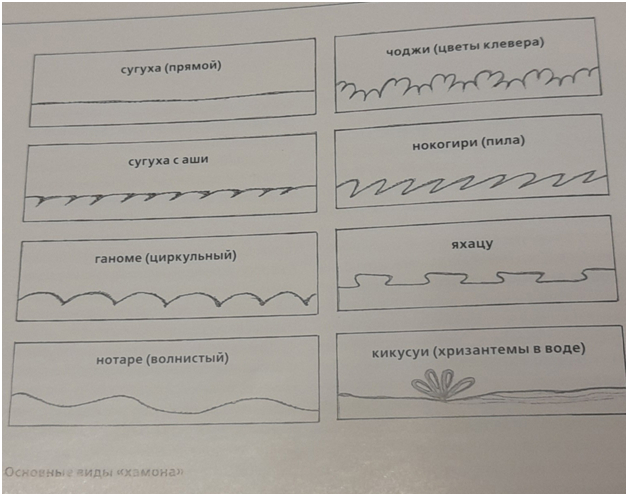
С чем едят линию хамон?
Для тех, кто любит краткость сразу напишу: хамон – линия разделяющая закаленную и не закаленную части на японских клинках. Еще под линией хамон понимают светлую линию разделяющие эти части, хотя такую линию специалисты называют «ниоми».

«Линия хамон может быть образована более-менее узкой, резкой или несколько размытой, иногда прерывистой линией молочно-белого цвета, называемой «ниоми» - узкой переходной областью…»
Совет от меня: если вам приходится часто и долго сражаться, выбирайте клинки без этой линии.
Для остальных читателей – крепких нервами и имеющих лишнее время – теперь начну растекаться текстом по страницам. И как же тут обойтись без привычного уже мифа?
Сидел у подножия Фудзиямы старый японский мастер и думал чем бы таким заморочиться, чтобы и время отняло и пользы не принесло. И придумал он сделать на катане линию, да не прямую, а заковыристую…
Как вам? Не зашло? А так?
В лесу у подножия Фудзиямы сидела на дереве обезьяна. Не совсем уже обезьяна, но и не человек еще. Долго сидела, потому что рассматривала суковатую палку, на которой слои дерева образовывали красивую волнистую линию.
Хамон, - поскребла обезьяна в маковку. – Надо будет на катане сделать, как очеловечусь совсем…
С японцами миф об обезьяне и палке как-то не заходит, тогда почему с якутским ножом-костью зашло? Дискриминация какая-то получается – мифа про хамон нет. А почему? Да по простой причине – потому что японское оружие, как и все его части сами по себе легенда, и о них надо приседая с придыханием говорить.
Берем японский клинок, смотрим. Есть у него хвостовик? Нету, зато у него есть накаго, на которую крепится цуко. Цуко, как вы поняли – рукоять. Например, по-турецки и хвостовик, и рукоять, и другие части клинка тоже как-нибудь называются, но кто такие турки? Басурмане они, а японцы – ого-го. У них – катана, а на ней – хамон.
А давайте разберемся, для чего японцы этот хамон делали. То, что делали – сомнений ни у кого нет, потому как эта линия порой имеет очень причудливые формы. И чем форма заковыристей – тем дороже клинок.
Как рассуждает обыватель: если форма линии влияет на цену, то логично предположить, что она влияет на свойства – иначе не заморачивались бы. Поэтому покупать клинок нужно с этой линией.
Точно так же думают и мастера, изготавливающие реплики катан: линия была, значит нужно делать.
А вот вопросом для чего эта линия многие и не задаются. Хотя не нужно быть семи пядей во лбу, чтобы догадаться, что извилистость линии увеличивает площадь соприкосновения незакаленной части с закаленной. Что способствует увеличению прочности последней, так как путь распространения трещины при хрупком разрушении значительно увеличивается.
Тот же принцип используется в клеевых соединениях.
Не стоит путать линию хамон со светлой линией, образующейся от проставки между свариваемыми сталями.


Сейчас чаще всего используют никель, раньше - светлое кричное железо. Такая технология с применением железной прокладки была распространена в средневековой Европе в ранние века. В раскопах в Новгороде было найдено несколько таких импортных, как считается, ножей. Делалось это для лучшей свариваемости, а не для красоты. Потому как чем меньше в стали углерода, тем лучше она сваривается. При применении мягкой прокладки не требовалось и точная подгонка (шлифовка) свариваемых кусков стали.
Хотя японские клинки, как и европейские, имели сложное строение, японцы предпочитали делать на своих клинках зонную закалку – закаливать только лезвие. Традиция эта возникла из-за довольно низкого качества стали загрязненной фосфором. Не всегда и не везде, но большей частью. Более того, сталь часто была плохо рафинирована, отчего на ней при полировке возникали пятна. Вспомните упоминавшуюся в прошлых статьях нашу трехсгибную, шестисгибную и двенадцатисгибную сталь. Вот что пишет об этом в своей книге известный наш мастер-оружейник Л.Б. Архангельский.
«После особо тчательной полировки самурайского меча различалось 78 оттенков цвета полированного металла… Кстати, такое многоцветие поверхности клинка во многом возникает именно при неравномерной закалке. Очевидно, что цвет металла определяется как его составом, так и строением. Имеет значение и твердость стали, поскольку участки с разной твердостью полируются и блестят по-разному».
Разные структуры стали имеют не только разные свойства, но и разный цвет после травления. В высокоуглеродистых сталях это обуславливается наличием и формой частиц цементита, которые при травлении имеют матовый белый или белый блестящий цвет.
Однако, если на европейских клинках пятна – это «баг», то на японских – «фича». Маркетинг такая штука, что иногда из дерьма конфетку сделает.
Читаем в наставлении «О распознании достоинства холодного оружия».
«Нам случалось не раз видеть, как некоторый, думая испытать клинок, дуют на поверхность его и смотря по тому, быстро или медленно сходит пятно, образовавшееся на металле, делают свои заключения о качестве его. Впрочем, как ни странно кажется подобное испытание, но оно имеет свое основание; мы скажем об этом, когда будем говорить о пробах…
Полировка, украшая оружие и предохраняя его от ржавчины, может способствовать, при осмотре полосы, еще и к открытию малоприметных плен, рвотин и поперечных трещин. Рвотины и поперечные трещины считаются столь важными недостатками, особенно на лезвии, что не должны быть терпимы, даже весьма малых размеров.
Рвотины образуются при закаливании и потому, составляя сами по себе важный порок оружия, вместе с тем выражают дурную, неравномерную закалку. Трещины бывают еще в кованцах, но от закалки они становятся явственнее, ибо при этом размеры их увеличиваются в ширину.
Продольные волосовины, какой бы длины ни были, если только не выходят на лезвие, признаются ныне безвредными; но сквозные трещины, хотя бы они были мало приметны и продольны, делают клинок непригодным и означают непровар металла.
Плены происходят: или от нечистот ( по большей части это бывают шлаки), оставшихся в металле при выделке его, или о не отпавшей окалины; в первом случае они проникают часто на значительную глубину, а во втором бывают поверхностные и потому безвредны.
Видимые на поверхности полированного оружия тусклые пятна происходят от зажога, но не при огневых операциях, а на полировальном круге; отнимая несколько блеску у полосы, они не вредят более ничему… Однородность металла познается по следующим приметам: дыханием на поверхность клинка нужно образовать тусклое пятно и, не обращая внимания на то, быстро или медленно будет оно сходить, замечать только форму уничтожающегося пятна; хорошо, ежели оно будет сходить ровно, симметрически; в металле неоднородном (который не равномерно насыщен углеродом), пятно, при уничтожении, бывает угловато и не одинаково тускло (от неодинаковой скорости и степени нагрева частиц)».
Поручик Максимов. 8 февраля 1857 г. Зав. Златоустовский
Линию хамон на клинках получали разными способами. Чаще всего клинок обмазывали толстым слоем глины, оставляя лезвие свободным или покрытым тонким слоем.
В таком состоянии клинок закаливался. Там где глины было меньше или не было совсем получились мартенситные структуры, там, где металл остывал медленнее - смешанные (мартенсит и троостит) или перлитные.
Часто глина отваливалась, закалка получалась неровная, на клинке возникали закалочные пятна. Если для еропеца – это брак и европейский мастер стыдливо пряча глаза все это дело пытался затихарить, то японцы в силу своей ментальности просто дали пятнам название – «тобияки». Вообщем мастерам стесняться не надо – нет на клинке пятен – хорошо. Есть – тоже неплохо. Причем и продать неискушенному покупателю можно дороже – тобияки же повылазили.
Такой бракованный по европейским понятиям клинок назвали «хитатсура» - полностью закаленный. И соврали же тут не моргнув, надо было назвать – «хреново закаленный». Однако современные мастера бьются порой до потери пульса у горна, пытаясь сотворить подобное «чудо».
А разница-то в менталитете, - тут собака порылась. Если европеец дает названия по принципу: имя надо заслужить, то есть, называет только значимые явления, то японцы обзывают все подряд. У них для всего есть название: для дырочек, для черточек, для пятнышек, причем дырочки и черточки разной формы и длины будут называться по-разному.
Европеец, видя оригинальное название некой незначимой и часто ненужной детали, по причине своего воспитания начинает считать эту хрень важной и значимой – менталитет-с.
Так для чего же эта заковыристая линия хамон?
Вообще-то, я хотел написать статью о закалке и о том, как порой незнание некоторых значимых деталей, которые наш мастер-европеец по причине своего воспитания относит в незначимые, порождает «баги», которые тоже выдают за «фичи». Но об этом, наверное, в следующей статье, так как не хочется эту загромождать специальными терминами. А ведь придется…
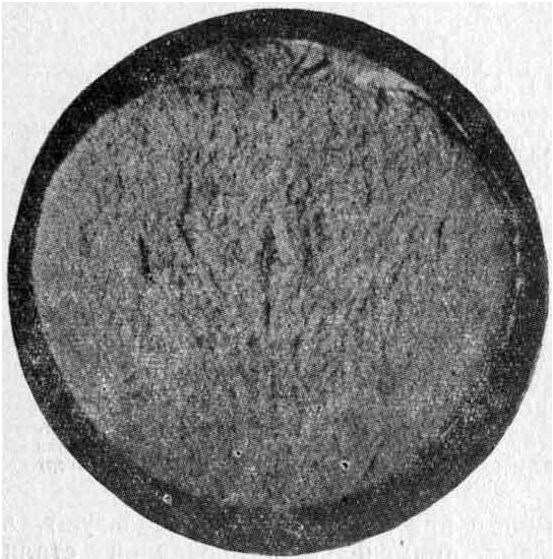
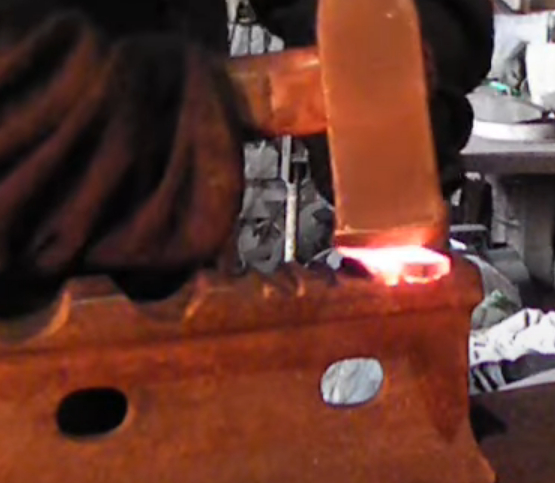
Ниже на фото закаленный пруток стали У8. Четко видна переходная зона – светлая полоса – между закаленной твердой и незакаленной вязкой частями.
То, что полоса очень яркая и четкая говорит о том, что структура металла в ней очень сильно отличается от двух других имеющихся структур. На прутке при закалке образовалась линия хамон.
То есть, никаких песнопений с ритуалами для появления этой линии не нужно. Читал, что некий японский мастер во время Второй мировой войны, в мастерской в Китае, делавший клинки для японской армии за ночь закаливал сотню клинков. Закаливал без обмазки, просто нагревая лезвие.
Давайте это обмозгуем. Пусть ночь будет продолжаться семь часов. Значит, японский электроник закаливал за 4 минуты 1 клинок. Возможно? Трудно, но можно.
Технология будет выглядеть примерно следующим образом. Так как равномерно нагреть длинный клинок за 4 минуты сложно, будем нагревать тонкую его часть – лезвие. Суем партию в горн или муфельную печь и ждем пока тонкое лезвие нагреется - потом закалка. В результате у нас получится твердое лезвие и мягкий обух, но из-за неравномерного нагрева (как и неравномерного остывания в случае с обмазкой) возможно появление в теле клинка структуры - пластинчатого перлита.
Цементит в таком перлите выделяется в виде тонких блестящих пластинок, что и обуславливает более светлый относительно других цвет стали в этом месте.
И все бы ничего, вот только свойства такого перлита – так себе. Потому как зернистый перлит и даже мартенсит при одинаковой твердости обладают большей ударной вязкостью. На этом и основана возможность откалывать чешуйки закаленной стали от науглероженной крицы при изготовлении уклада.
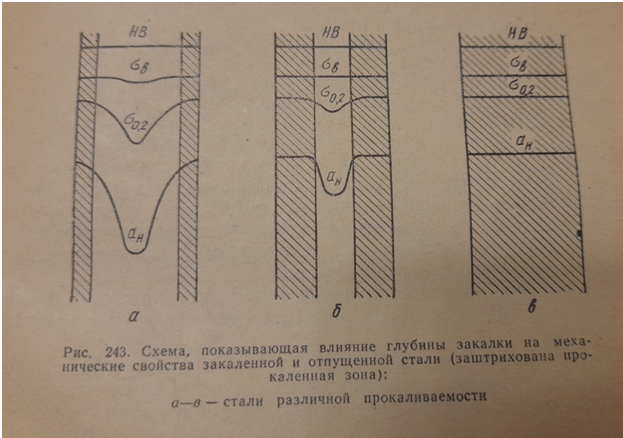
На схеме видно, что непрокаленные участки, при одной и той же твердости имеют меньшие значения ударной вязкости, предела текучести и относительного сужения. Причем ударная вязкость – важное свойство клинка - значительно меньше, чем в закаленной части. Вот такие метаморфозы закалки.
Чтобы при ударе лезвие не откололось по этой структуре, линию хамон приходится делать извилистой.
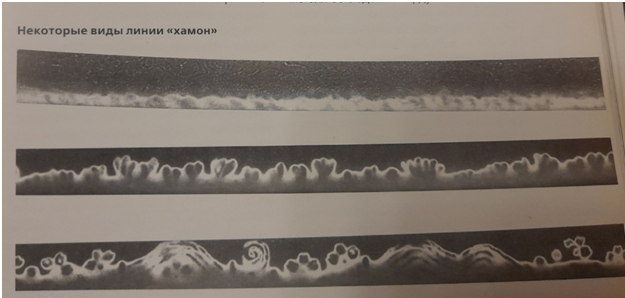
«…восторженно настроенные любители японских мечей говорят. Что линия «хамон» хорошего меча напоминает покрытое сугробами снежное поле и скопление «ние» иногда выглядят как спокойно падающий хлопьями снег, а иногда как снег взлетающий, несомый завихрениями вьюги».
Попробовал бы термист, запоровший закалку ответственной детали, повторить это мастеру цеха…

Вот здесь можно было бы начать разговор и о других мифах, распространенных как среди кузнецов, так и пользователей их продукции. Но, возможно, о них в статье о закалке стали.
Показать полностью
9
Кавказский кинжал. Долы и геополитика 2
Написав порядочно текста в первой части я всего лишь подошел к самой сути – технологии изготовления оружия в примитивных условиях древней мастерской. Однако именно в таких условиях и было изготовлено несчетное количество кавказских кинжалов – оружия для всех слоев населения.
Технологии - это то, что не переваривает в большинстве своем современный читатель - ему становится скучно. Другое дело - читать глупейшие мифы о том или ином ноже, той или иной детали.
Поэтому прежде чем что-то написать, приходится разбираться с тараканами в чужих головах. Иначе не получится - информация не усваивается.
Чтобы разговаривать о необходимости долов нужно не только понимать нюансы технологий, но и представлять экономическую обстановку на Кавказе того времени. А, как я уже писал, народ был беден. Хотя, для изготовления кинжала инструмента нам потребуется не так уж и много: клещи, молоток, наковальня, ну, может еще что из железа. Кстати, у вас есть наковальня? Знаете, сколько она стоит приличная?
Даже сейчас не всякий «умелец» может позволить себе в хозяйстве наковальню, а что тогда говорить о кавказцах, которых Пушкин собирался приобщать к цивилизации с помощью самоваров? Кстати, у вас есть самовар? Нет? Тогда что с вами, дикими, разговаривать?
Только упомянули наковальню и кузнецов и сразу наткнулись на еще один миф. Кто по-вашему изображен на картинках? По-вашему - кузнецы. По-моему - какие-то неадекватные личности - потенциальные калеки. Так ручником не машут, не говоря уже о других ошибках на картинках...
Цены, конечно, на картинке с наковальнями конские. Всегда можно найти средненькую по качеству наковальню тысяч за 25-30 или убитую бэушную тысяч за пять-десять. Но десять тысяч - тоже деньги. За эту цену кинжал купить можно.
Кстати, старые якутские кузнецы тоже деньгами не швырялись и наковальню, обычно, носили с собой, как и весь остальной инструмент. Кавказцы из-за природных условий и месторасположения были немного побогаче, но не намного. Я не нашел свои фото из Санкт-петербургского этнографического музея, но любой желающий может туда зайти и посмотреть на традиционную якутскую наковальню – вбитую в бревно стальную болванку. Частенько кузнец и сидел на этом бревне работая. На фото ниже уже "продвинутые" якутские кузнецы в стационарной мастерской.

Заметили какого размера у кузнеца наковаленка? Вон она, размером с ладонь, на пне закреплена.
Такие болванки в качестве наковальни до сих пор используют в Азии и Индии. В Сети полно роликов и любой желающий может посмотреть на работу современных кузнецов из тех краев. Условия, в которых мастера изготовляют свои изделия, часто нисколько не отличаются от средневековых.

Непальский деревенский кузнец работает над серпом сидя на корточках у горна-ямки.
Для изготовления кавказского кинжала нам тоже не потребуется большая наковальня, достаточно будет бабки для отбивки кос. Я как-то изготовил клинок на болванке размером 2 на 4 см.

Вам, если возьметесь ковать кинжал, этого тоже хватит. Более того, на такой небольшой бабке ковать кинжал зачастую удобнее, чем на массивной наковальне. Удобнее, но с одним условием – если на полосе из которой мы куем кинжал сделаны узкие долы.
Итак, у нас есть полоса стали и нам нужно оттянуть у нее лезвие. При оттяжки лезвия полоса будет изгибаться и приобретать форму полукольца или серпа - законы физики.

Выправить ее можно тремя известными способами.
1. Придать полосе изначально изогнутый вид (предварительно выгнуть ее в обратную сторону). Так поступают некоторые современные кузнецы.
2. После оттяжки лезвия или одновременно с этим отстукивать обух, уменьшая его толщину. Обух в этом случае примет форму клина. Это требует определенного опыта. Поэтому клин по обуху довольно редок, хотя и наиболее историчен.

3. Выправлять полосу в процессе ковки.
Первые два способа требуют определенного навыка и всегда есть риск испортить заготовку неточным ударом. Третий способ недоступен по причине дороговизны необходимого инструмента.Третий способ самый простой, если сталь качественная и наковальня достаточно большая – больше длины клинка. (См. фото выше)
На маленькой бабке так выпрямить нельзя и что делать, если приобрести большую наковальню не позволяют возможности? Кавказцы нашли выход: в качестве оружия они выбрали обоюдоострый кинжал с асимметричными долами. Конечно, делались кинжалы и с другим типом долов и без них, но кинжал с асимметричным долом оказался наиболее простым в изготовлении.
Для современного мастера изготовление асимметричных долов на клинке сопряжено с большими трудностями. Во-первых, нужно как-то закрепить клинок, во-вторых - подобрать нужный инструмент, в-третьих, этим инструментом необходимо владеть на достаточно высоком уровне, так как всегда сохраняется опасность испортить плоскость клинка при изготовлении дола. В-четвертых, выточенный дол необходимо еще обработать и придать ему аутентичный вид. В общем, нанесение долов на клинок порой занимает больше времени, чем изготовление самого клинка. Кому это надо?
Однако, в современном историческом оружиеведение распространено мнение, что в старину долы так и делались – выстругивались после изготовления клинка для красоты или «облегчения» клинка. В доказательство приводятся работы современных мастеров. Попробую показать что это все не так.
Нанесение долов на полосу - простейшая операция, выполнять которую могут люди первый раз взявшие в руки молоток и клещи. Долы наносились чтобы облегчить получение клинка и значительно уменьшить время необходимое на его изготовление. В общем, долы увеличивают производительность труда и позволяют изготовить качественный клинок в самых примитивных условиях. И вам, если вы решитесь отковать кинжал, потребуется сделать на полосе долы. Вы можете сделать это болгаркой за несколько минут. Древним мастерам требовался другой инструмент.
В древности долы на полосе или выстругивались, или набивались. Выстругивать, конечно, дольше, но в этом случае не требуется вообще никаких сложных приспособлений. Достаточно иметь обломок сверла или кусочек хорошо закаливающейся стали.
Инструмент для выстругивания пазов называется дорожник, шпунтубель, пазник. Простейший, можно сделать из двух досочек, более сложный с регулируемым расстояние от края - требует винтов.


Сделанный за несколько минут инструмент из подручных материалов
Полоса закрепляется на столе и дорожником выстругивается паз нужной глубины.

Работа таким инструментом и определило известное нам расположение дола - слева от оси. Дол выстругивался всегда от рукояти к острию. Так гораздо удобнее, потому что не нужно ничего размечать и можно не опасаться испортить заготовку.
Металл в древности очень часто строгали, посмотрите ролики изготовления японскими мастерами оружия по традиционным японским старинным технологиям.
Для более быстрого нанесения дола на полосу используется кондуктор. Его тоже несложно изготовить. Дол набивается на одной стороне, а потом на другой.
Набивка дола в простейшем штампе-подкладке.

Набитый на заготовке дол.
Рассмотрим необходимые операции для изготовления кавказского кинжала.
1. Отрезается полоса нужного размера. Конец полосы для увеличения производительности и облегчения труда отрезается под углом.
2. Выравнивается. Кончику клинка придается необходимая форма.
3. Наносится дол. Выстругивается или набивается. Начинать дол нужно с будущей рукояти, но у начала сужения клинка его закончить. Для этого можно поставить простой упор или сделать разметку.
4. Размечается рукоять. Если дол зашел на рукоять ничего страшного – все скроется накладками.
5. Формируется головка. В принципе ее можно формировать и в самом конце после оттяжки лезвия – это не принципиально. Часто головку клинка делают равной по ширине с клинком. Для этого ее немного расковывают и клинок приобретает такую вот форму по толщине.
6. Оттяжка лезвия. Для облегчения работы мастер прижимает клещи к бобышке и легкими ударами молотка оттягивает лезвие, передвигая клещи по долу в случае необходимости. Губки клещей предохраняют центр клинка от неловкого удара.

Поэтому толщина клинка очень плавно изменялась от рукояти к острию. Чем шире клещи, тем быстрее работа.
Часто дешевые клинки делались из малоуглеродистой стали и нагревались только для снятия напряжений. Работа шла как с медью. Но лезвие клинка приобретало прочность за счет наклепа. Такие клинки даже не закаливались. Широкие клещи не позволяли клинку изгибаться во время ковки – работа существенно облегчалась.
Во время ковки кинжала на обычной наковальне он изгибается сразу в трех плоскостях. Выпрямить его бывает очень сложно. А для того чтобы избежать закручивания винтом, клинок приходится ковать перекладывая «с острия на рукоять». Долы же позволяют «заневолить» заготовку и избежать ее деформации. Откованный таким образом клинок почти не нуждается в правке. Работать может мастер любой квалификации. Даже человек ни разу не бравший молоток в руки сможет отковать из полосы с асимметричным долом отличную заготовку под кинжал.

Оттяжка лезвия.
7. Обточка. Обдирались клинки напильниками или на кругах различного вида, часто самодельных. Дол шлифовался каким-либо абразивом с помощью деревянных палочек.
8. Закалка.
- Вы все врете, - скажут мне приверженцы долов как декорации. - Все современные мастера дол вырезают, и нет никаких доказательств, что его делали на полосе.
Конечно, делали долы и на готовых клинках. Но в более позднее время, когда клинки уже массово штамповали на заводах или тупо точили из полосы.
В примитивных условиях это делалось следующим способом. Клинок сгибали дугой и на этом полукольце не спеша напильником выпиливался дол. Таким способом дол можно вытачивать и на обычных ножах.
Хотя, даже если клинок вырезать из полосы, а не ковать, все равно удобнее нанести дол заранее, он будет служить разметкой. Кстати, неглубокие разметочные долы тоже встречаются. Если выбросить из головы постулат что дол – это красиво, сразу открываются дали и перспективы его всевозможных предназначений.
Давайте поищем доказательства того, что дол наносился на полосу, а не на клинок. Сейчас Интернет предоставляет нам такие возможности, которых не было даже у историков написавших много умных книжек. Вот взять те же топоры, что только про них не пишут в книжках. А попробуешь отковать, и выходит… Ой, опять я увлекаюсь. Топоры – совсем другая тема.
Смотрим на фото.

Что вы видите?
Думаю, большинство увидело старый кинжал без рукояти. Я вижу совсем другое. Обратите внимание на рукоять. Видите, что дол заходит далеко за ее середину. Это значит, что изготавливался он не на клинке, а на полосе. Никакой мастер не стал бы мучиться, выстругивая или выбивая дол в совершенно не нужном месте. Но допустим, этот клинок делал как раз мазохист. Смотрим на острие.
Видите, как дол сходит на нет? Это возможно только в случае если мастер применял специальный инструмент, сводя на нет кончик дола, или просто оттянул лезвие клинка ковкой. Знаю мастера, который имитировал такой аутентичный дол, вытачивая его конец гриндером. Сейчас часто так делают. Вернее, почти всегда. Уже не знаю никого, кто режет долы на полосе для дальнейшей ковки.

Набитый на поковке дол и его окончание до оттяжки лезвий.

Кончик дола после оттяжки лезвий.

Современная работа. Обратите внимание на дол.

Старый клинок. Сравните дол с долом на фотографии выше.
Возвращаемся к рукояти. Видите что дол на ней шире, чем на клинке? Это возможно только в одном случае – если лезвие оттягивалось, а дол уже имелся. Дол работал как компенсационный, уменьшаясь в ширине за счет течения металла.
Таких фотографий я могу предоставить множество.

Дол проходит через всю рукоять - одно из доказательств того, что он делался на полосе. Обратите внимание на грубое начало дола.

Видны следы от штамповки. Мастер,возможно, раздавал головку и рукоять в ширину.

Отверстие сделано после изготовления дола.
Вообще дол может заходить за рукоять или не доходить до рукояти – как сделали, ГОСТа – нет. Нет ни кавказских ГОСТов, ни непальских, ни якутских. Однако в основе изготовления клинка, да и любого другого предмета лежала целесообразность.
Дол для облегчения работы – это целесообразно. Дол для красоты – глупость не способствующая выживанию кузнеца. Красота – это серебро на рукояти и ножнах. Будете спорить?
Надеюсь, я убедил вас в том, что асимметричный дол это не «хохлома» у воинственных горцев, а технологическая необходимость, помогающая выживанию народа.
Когда и где появился ассиметричный двусторонний дол, пускай разбираются историки, фактического материала для этого хватает. Однако с уверенностью можно сказать, что на Кавказе эти долы нашли свою вторую родину, если не были первой.
Показать полностью
22

Сказ о том, как я первый меч делал
Для лл первая картинка собственно результат, а ниже этапы как я его ваял.

В общем попросил меня как то одноклассник сделать ему меч для полки. Я пару месяцев отговаривался, но таки согласился с условием, что он поможет на начало ковки.
В общем процесс начался с выбора заготовки, ею стала половина рессоры от мерседеса, от того и отверстие у гарды. Позже планируем камень на ловкость инкрустировать или на интеллект, подумаем.
В общем начали.
Для начала мы вытянули наконечник и сделали спуски, чтобы меньше потом слесарить. Без пневмомолота, это довольно таки трудная задача, товарищ после двух часов махания трех килограммовым молотом, был в полном ауте.


Разметили, от слесарили. Изначально было запланировано, что то вроде клеймора, но вырисовывался какой то меч кладенец)

Далее эта поковка лежала месяца 2 и ждала своего завершения, я уже выехал на остров и там его начал завершать, чтоб к приезду товарища на шашлыки ему вручить.
До слесарил его под сатин, полировать не стал, так как большой объём работы, не для полочника.
Отковал рукоять, хотя планировал классическую вставку рукояти, но мне было лень заворачиваться с деревом и подгонкой противовеса. Сделал под в сечку меди для красоты, как вариант потом можно руны по меди выбить.



После в сечки и подгонки, начал крестовину, тут таки я сделал под клэйморовскую гарду. Взял прут квадрат 12мм разрубил в центре, согнул и обточил. Место стыка запаял оловом, покраям капнул сваркой. Одевал через лезвие.

Финишно всё почистил и оставил так. Баланс даже вышел неплохой у отверстия, восьмерки крутить удобно) Сделал щит к нему, который мы как стол для шашлыков использовали и ножик для нарезки мяса)))


Товарищ доволен и душа его успокоилась.

В общем, всем позитива и мира)
Показать полностью
12
Готовы к Евро-2024? А ну-ка, проверим!
Для всех поклонников футбола Hisense подготовил крутой конкурс в соцсетях. Попытайте удачу, чтобы получить классный мерч и технику от глобального партнера чемпионата.
А если не любите полагаться на случай и сразу отправляетесь за техникой Hisense, не прячьте далеко чек. Загрузите на сайт и получите подписку на Wink на 3 месяца в подарок.

Реклама ООО «Горенье БТ», ИНН: 7704722037
