


Черти и медицина, мокрая тайна Венеры, зачем кит морщит лоб | Новости науки
Черти и медицина, мокрая тайна Венеры, зачем кит морщит лоб | Новости науки
https://oper.ru/news/read.php?t=1051626728
Показать полностью
Черти и медицина, мокрая тайна Венеры, зачем кит морщит лоб | Новости науки
https://oper.ru/news/read.php?t=1051626728
Секрет чёрной дыры, доисторический пластик, опасные арбузы и неуловимый хищник | Новости науки
https://oper.ru/news/read.php?t=1051626656
00:00 Начало
00:35 Как увидеть чёрную дыру
03:15 Австралийский Рэмбо в бегах
05:55 Опасная мякоть арбузов
08:00 Перспективы научного прогресса
09:30 На чем собирают могучие системы
12:55 Тревожная находка археологов
14:25 Новый поворот в борьбе за экологию?
15:40 Ответ ВОЗ на скрытую пластиковую угрозу
Аудиоверсия:
https://oper.ru/video/getaudio/nauka_rambo.mp3
В Питере надо быть особенно аккуратным
Одна вакансия, два кандидата. Сможете выбрать лучшего? И так пять раз.
Начну цикл постов о лазерной гравировке пластиков.
Но прежде чем начать выдавать конкретную информацию по способам гравировки того или иного пластика, все ж хочется коснуться теории, да, я душнила, так как это поможет практически любому здраво мыслящему человеку, имеющему в распоряжении практически абсолютно любой твердотельный маркиратор от Raycus до IPG (с СО работал очень мало, с УФ работал вообще поверхностно, поэтому пост только об оптоволокне), с контролем импульса или без него, путем не очень долгих вычислений и подборов режимов осилить гравировку тех или иных материалов, которые либо гравируются очень сложно, либо не гравируются вообще (на конкретном типе источников, естественно с некоторыми допущениями (но если очень захотеть, то можно гравернуть/маркернуть все и дешево).
Основная нить, которая проходит через все мои посты - разделение гравировки и маркировки (сейчас в меня полетят тухлые помидоры)
1. Гравировка - удаление материала с поверхности детали. Маркировка - нагрев поверхности детали до определенной температуры, при которой изменяются свойства материала (цвет, коррозионостойкость, тепло и электропроводность и много чего еще).
2. Лазерный луч, даже в маркираторе, даже на ватт 5-10 несет довольно сильную энергию, которая за наносекунды способна разогреть подходящий материал до нескольких сотен градусов или, при коротком импульсе, отделить несколько молекул от материала без его существенного нагрева (про подходящие материалы вы можете ознакомиться в сети интернет по проблеме поглощения различными материалами света в определенном диапазоне спектра, также как и про "короткий импульс". Хотя, возможно и об этом напишу...).
Так вот, к чему я веду? Если вспомните мои предыдущие посты:
- как на тему проблемы коррозии металла (где были достаточно научные раскопки): О чем не говорят маркировщики. Ржавление нержавейки. Предварительные итоги
Кстати, тут (Продолжение экспериментов над дешевой нержавейкой AISI 430) уже есть заметные результаты
- как на тему разделения сплавов лазером: Удаление металла из сплава при помощи лазера
- так и на тему всех уже задолбавшей фотомаркировки Фотомаркировка
и её отличия от фотогравировки Разница между фотогравировкой и фотомаркировкой. Качество покрытия (неудачный дубль)
Основной посыл заключается в одной главной вещи: разрекламироваться научить БЕСПЛАТНО хотя бы поверхностно самим принципам лазерной обработки материалов.
Если понять принцип работы хотя бы того же маркиратора, разделить гравировку и маркировку, понять зависимость наложения пучка лазера с определённой плотностью (частота импульса, скорость, плотность заливки) с тем, что это пучок лазера делает с материалом, то большая часть вопросов отпадет сама:
- как сделать черную контрастную коррозионностойкую маркировку?
- как подобрать тот или иной цвет на нержавеющей стали и различных сплавах?
- как гравировать материалы, которые в испускаемом маркиратором спектре лазерного луча вообще его "не воспринимают"?
Но почему-то всем (вру, многим) лень. Поэтому вернемся к теме поста на самом наипростейшем языке.
Как же наносить текст или изображение на пластик на оптоволоконном (твердотельном/иттриевом) лазерном маркираторе?
Если сравнить многие пластики и многие металлы (амальгамы, инконели и нейлонопластики вычеркиваем, ибо это не тема для Пикабу), то пластики, сцуко, плавятся при намного меньшей температуре, чем металлы.
При попытке "гравернуть" на маркираторе ПЭТ, ПВХ, ПП, ПС и тем более PETG часто получается стандартная картина:

Если по простому: пережог или перенагрев.
Или даже такая


Ой, это не к этой теме...
И вот тут то я снова возвращаюсь ко всех задолбавшей теме маркировки/гравировки:
Для нанесения четкого, читаемого, коррозионостойкого изображения на пластик необходимо пластик именно гравировать.
Кто поймет, что тут происходит, тот поймет, о чем будет (или не будет) следующий пост
Об этом на пленарном заседании в штаб-квартире ЮНЕСКО в Париже приняли решение 175 стран.
Как заявила представитель Мексики Камила Сепеда, согласно текущим тенденциям, к 2050 году пластиковых отходов в океанах будет больше, чем рыбы.
После того как выложил пост про 10 одинаковых статуэток напечатанных на 3д принтере, в комментариях начали настаивать, что нам нужно освоить литьё, чем мы и занялись.
Почитав в интернете про эту технологию поняли что нужно купить оборудование - вакуумную камеру и насос. На авито в нашем городе такое не продавалось в тот момент, нашли на озоне камера 9 литров + насос на 17.000 рублей

Опыт с литьевым пластиком у нас был ранее, но очень печальный, мы купили 10 литров, отлили один магнитик, у нас он получился мы обрадовались, убрали в ящик пластик, через пару месяцев решили продолжить литьё, а пластик уже испортился, оказывается после вскрытия его нужно как можно скорее израсходовать, иначе он наберёт влаги и кристаллизуется, тем более у нас в Сочи с нашим влажным климатом.
Наш выбор пал на пластик Caspol One со временем жизни 5 минут 16000 рублей за 10 кг, по комментариям поняли что этого будет достаточно, что бы успеть сделать всех операции - смешать, залить, вакуумировать и как уже позже мы узнали дать давление.
Силикон выбрали самый мягкий с твёрдостью 10 по шору 9000 рублей за 10 кг, так как нам нужно лить в закрытые формы и хотим что бы силикон выворачивался, что бы достать деталь.
И так, приступим к задаче, у нас заказали несколько статуэток Гарруса и Тали из игры Mass Effect. До этого мы уже их делали об этом можно подробнее прочесть в этом посту Статуэтки Mass Effect
В момент приёма заказа мы хотели делать уже по отработанной схеме - печать-обработка-покраска, но в момент печати решили переиграть, от чего прилично сдвинулся срок изготовления, заказчикам объяснили, что за ожидание они получать статуэтки лучшего качества, которые будут не такими хрупкими и + за ожидание от нас подарки, вроде все поняли и ждут, за что им отдельная благодарность!
Напечатали все детали статуэток, в общей сложности деталей больше 60-ти. Печатали на принтере Elegoo Saturn 2 8K, хоть печать получилась хорошей, всё равно каждую деталь отдельно мы дорабатывали в ручную, ниже на фото после обработки, до грунтовки



Так как у нас есть ФД 3д принтеры, почти все опалубки для заливки силикона решили делать на 3д принтере
Смоделировали опалубку для бедра Гарруса с зазором 4 мм, этот зазор заполнили силиконом. С одной из сторон сделали вертикальный бортик с выпуклым зигзагом, по которому далее будем делать разрез силиконовой формы.
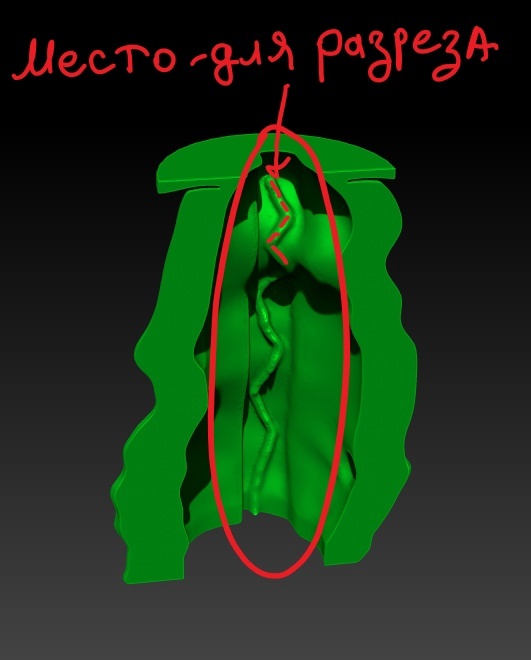
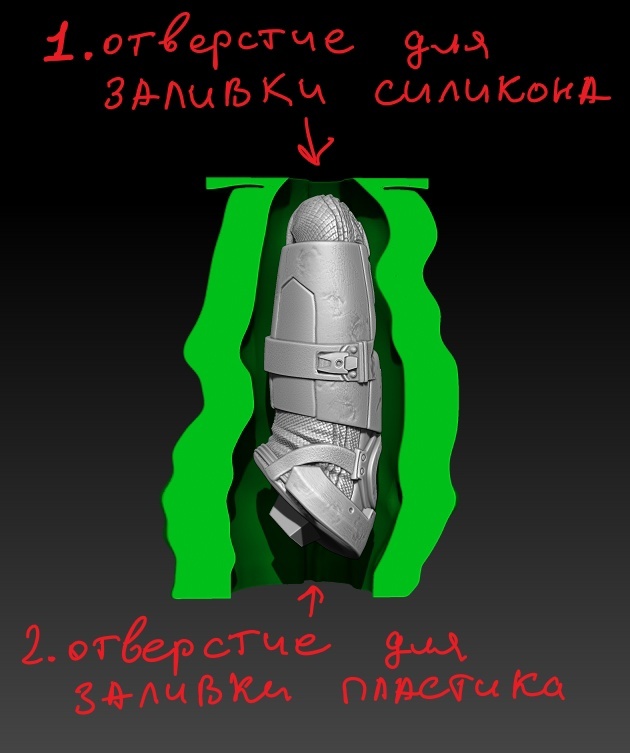
В опалубке два отверстия, в первое мы залили силикон, после того как силикон схватился, разобрали опалубку, сделали разрез по зигзагу, примерно на 1\4 от общей высоты, вывернули форму на изнанку, это легко получилось благодаря тонкой стенке и извлекли мастер модель.
Далее вложили силикон обратно в опалубку, зажали с двух сторон металлическими прищепками и залили во второе отверстие пластик.

Перед заливкой силикона его дегозировали в вакуумной камере, то есть создали в камере вакуум, от чего все пузырьки воздуха вышли из массы и далее аккуратно залили по стеночки и получили идеальный формы без единого пузырька!
В первый раз когда увидели сколько воздуха в силиконе конечно были немного шокированы)
Приступили к заливки пластика и вот тут начинается самое веселье!(
Смешали два компонента А и Б в одинаковых пропорция 1к1, дегазировали, залили в формочку и ещё раз дегазировали, через 20 минут достали из формы, всё в пузырях!!!!(
Попробовали дегазировать каждый компонент по очереди, после смешивания и в форме и тот же результат - пузыри. Выяснили что после смешивания, дегазирование не выгонит все пузыри, а наоборот, когда тревожим пластик внутри формы он выделяет пузырька газа.
Пошли в интернет, углубляясь выяснили, что при литье пластика нужен вакуум только что бы вышел воздух их самой формы и эту пустоту легко мог заполнить пластик, а что бы не было пузырьков нужно подать в камеру давление в 4-5 бар, от чего пузырьки уменьшаться до невидимых и так под давлением нужно держать в течение 30 минут, пока пластик полностью не отвердеет.
Назад дороги уже не было, сроки горят, пластик вскрытый. Покупная камера годится только для вакуумации, а для подачи давления она не годится, решили делать новую.
День с изготовлением камеры и первой тестовой отливки собрал в одно видео
Один интересный момент про изготовление камеры, до этого мы собрали вакуумный термоформовщик Начинаем новое дело с тремя пропановыми баллонами по 50 литров к качестве ресивера и подключив эти баллоны с вакуумом к нашей новой камере, мы выгнали пузырьки из формы за 3-5 секунд, это очень быстро!
Вот результат отливок

Хотел написать максимально компактно, пишите кому интересно можем разобрать подробнее каждый этап отдельно, Всем спасибо и Удачи)
Соответствующий законопроект поддержал в первом чтении комитет Госдумы по экологии.
Согласно документу в центральной экологической зоне и буферной экологической зоне Байкальской природной территории нельзя будет продавать или бесплатно передавать пакеты, сумки, одноразовые мешки, столовые приборы или посуду из полимерных и комбинированных материалов.
Справились? Тогда попробуйте пройти нашу новую игру на внимательность. Приз — награда в профиль на Пикабу: https://pikabu.ru/link/-oD8sjtmAi
Ученые Томского госуниверситета создали нейросеть, которая помогает выявлять источники загрязнения по мельчайшим частицам пластика. Проще говоря, загружаете в нейросеть фотографию частицы, а она определяет что это – например, микроволокно текстиля, которое попало в сточные воды из стиральной машины или частичка дорожной разметки. Работает это намного круче, чем звучит. Смотрите короткое видео или читайте подробности в материале на Tomsk.ru: https://www.tomsk.ru/news/view/210052-mega-vrednye-mikro--i-nanochasticy-kak-rabotaet-sozdannaya-v-tgu-neyroset-dlya-sortirovki-melchayshego-plastika








