Брелок на ошейник по фото собаки от заказчика






Заказчик прислал фото и размеры ,
Создана 3Д модель и отлита в латуни , далее патина и полировка .
Телефон скрыт в фотошопе ,
Показать полностью
6
Заказчик прислал фото и размеры ,
Создана 3Д модель и отлита в латуни , далее патина и полировка .
Телефон скрыт в фотошопе ,
Раз предыдущая статья про горячую эмаль понравилась, возможно зайдет что-то более горячее. Настолько горячее, что это будет расплавленный металл.
И сегодня потренируемся в литье по выжигаемой модели, которую быстренько напечатаем на 3d принтере.
В целом схема выглядит примерно так:
Модель - Печать - Опока - Литье - Пост обработка - Вы красавчик.
Но как всегда, в каждом этапе есть свои подводные камни.
И как всегда замечу, что я не литейщик, и вообще слабо связан с такими технологиями. Все сказанное - только личный субъективный опыт, повторять который можно на свой страх и риск.
Лить будет миниатюрную маску железного человека, моделей которых полно.
Вот найденная и слегка доработанная модель.
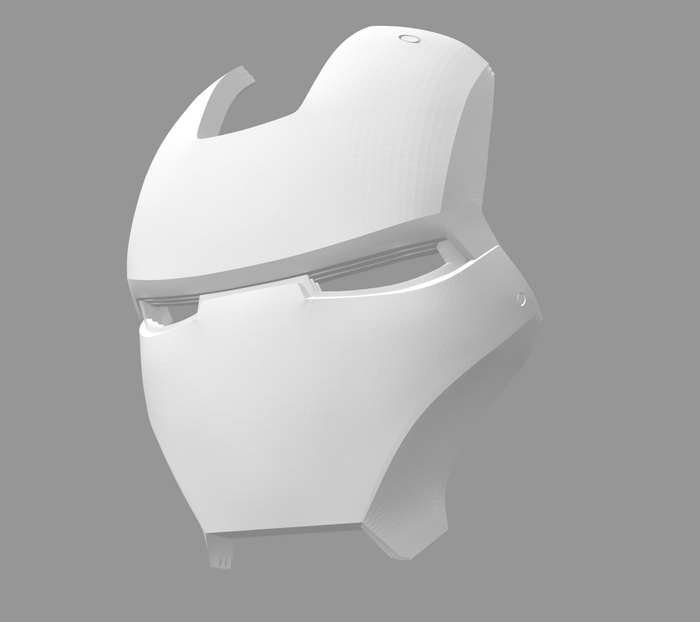
STL конечно отправляется на 3d принтер
Печатать будет PLA пластиком. Тут отступление.
В оригинале методики(литье по выплавляемой модели) конечно должен быть воск, который надо выплавить. Есть филаменты из воска, которые стоят как чугунный мост, но поскольку у нас коленочные технологии и ограниченный бюджет - нужно что-то проще.
PLA - отличный кандидат на роль быть выплавленным, а все что не выплавится - полностью выгорит. Возможно прокатят и другие пластики, но поручусь только за PLA.

Хороший результат, нужно пройтись наждачкой.
Результат требует обработки, но было решено постобрабатывать в металле, чтобы два раза не тереть наждачкой.
Итак к нашей модели нужно прикрепить литники, по которым в дальнейшем пойдет расплавленный металл. В нашем случае их будет 2, по одному на каждую часть маски. Металл не сможет идти наверх, так как застынет где-то посередине.
Литники делаем из того же прутка филамента, толщина их как раз оптимальна.
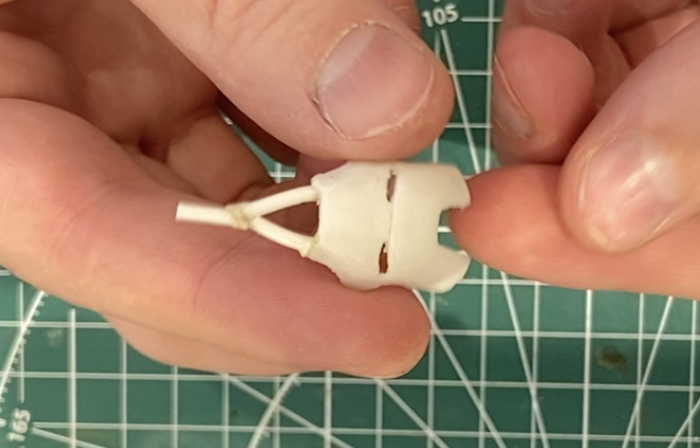
Установлены литники. Металл пойдет сверху вниз.
Далее готовим литейную смесь. Можно использовать гипс или профессиональные смеси. У меня готова смесь для литья, стоит около 400 рублей за кг, что в целом допустимо для экспериментов.
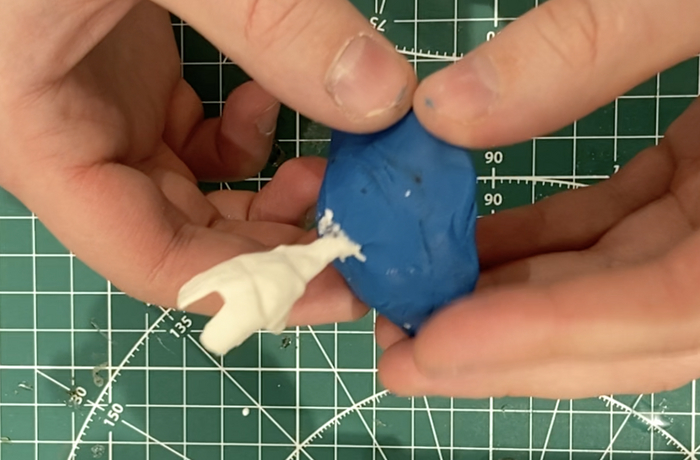
По уму смесь нужно дегазировать, к смеси идет цикл дегазации по времени, но у нас решение коленочное, поэтому берем кисточку. Да да. Разводим немного смеси и обмазываем нашу конструкцию. Предварительно все это надо примерить в нашу опоку и размесить в пластилиновой полусфере. Сушим пока гипс не застынет.
Опока. Нужен отрезок стальной трубы. Тут есть 2 теории: тонкостенная и толстостенная.
Я для себя выбрал вторую в пользу большей теплостабильности и инертности, и кажется с ней сложнее накосячить, если льешь на коленке столе. У меня это стальной фитинг от водопровода.
Вот как-то так. Смесь застыла, можно заливать.
Разводим нужное количество смеси, стучим по стакану для выхода воздуха, заливаем. Стучим опоке в бок для выхода воздуха. Параллельно копим на вакуумный насос.

Топим нашу маску.
После заливки ставим при комнатной температуре засыхать. Лучше выдерживать хотя бы часов 8. Не должно быть вибраций.
После высыхания достаем пластилиновую полусферу и готовимся к прокалке.
По уму прокалочный цикл это около 8-13 часов, схема есть к каждой смеси.
Но, у нас же DIY, да просят литейщики, будем его немного сокращать. О рисках разрыва гипса в опоке знаю, поэтому будем сокращать с умом.
Сокращать можно, если мы льем до 30-40 г металла за раз, больше все равно горелкой сложно расплавить, и если опока не большая. Иначе ее разорвет.

Прокалочный цикл.
Первый отрезок в 150 градусов делаем так: строительный фен на 1 скорости дует в опоку литником вниз. 15 минут. Пластик еще на месте, а значит там меньше 220 градусов.
Включаем 2 скорость и через 15 минут внизу пластик начал капать, думаю там около 300 градусов, измерить нечем, пирометр сдох.
Третий отрезок делаем в 2 этапа: горелкой 15 минут греем опоку, литник еще вниз. Пластик горит, вытекает. Думаю не нужно говорить о проветривании и наличии респиратора, минимум ИСТОК. Хотя PLA и не так ужасно пахнет.
Переворачиваем опоку, и в 2 горелки греем опоку до красна. Для меня индикация, что можно лить - литник внутри красный. Это около 700-800 градусов, что как раз после отвода горелки даст нам время. Лить в горячую опоку проще, чем в холодную, лучше потом дать ей дольше остывать.
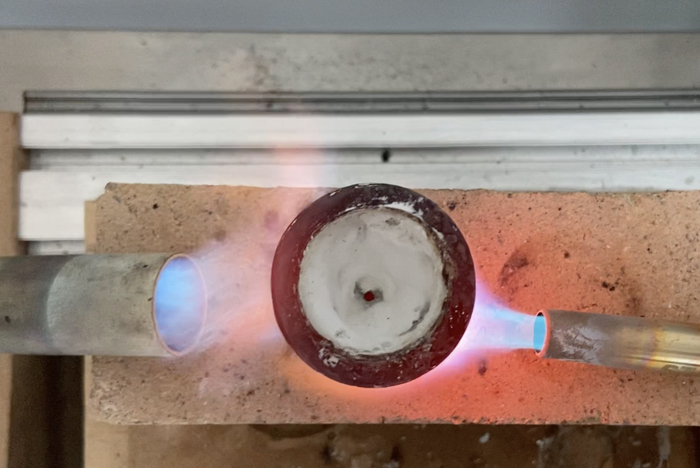
Литник начал светиться. Можно лить.
Сверху кидаем латунь, рассчитав массу с литниками + 30%. можно взвесить модель с литниками в PLA и через плотность вычислить массу латуни. Уравнение для школы.
Или спросить САПР. Латунь лучше всего брать ту, которую уже лили, а это всякие сантех-штуки: фитинги, кольца, и тд.

Внутри начал плавиться металл.
Когда металл начал плавиться - посыпаем его бурой.
Ждем когда сформируется однородный шарик, и его можно лить.
Металл сам не пойдет в литник, ибо поверхностное натяжение. Поэтому ,будем его проталкивать паром. Можно его раскрутить эту конструкцию как пращу, но не хотелось это делать дома.
Поэтому берем металлическую кружку или что-то похожее (банка из-под колы), прессуем туда салфеток, туалетной бумаги или газет, где-то 4-5 см, и далее беремся только там, где есть бумага. Иначе - ожог.
Накрываем быстрым и четким движением и давим 20-30с. Пар давит металл внутрь, воздух выходит через паропроницаемый гипс. Даем остыть 5-10 минут, далее кидаем в воду, гипс разрывает, достаем отливку.

Как видно качество поверхности более чем повторяет исходник.
Для DIY - качество очень даже, осталось обработать.
В ход идет все, что найдется: бормашика, наждачки и полировальные резинки.
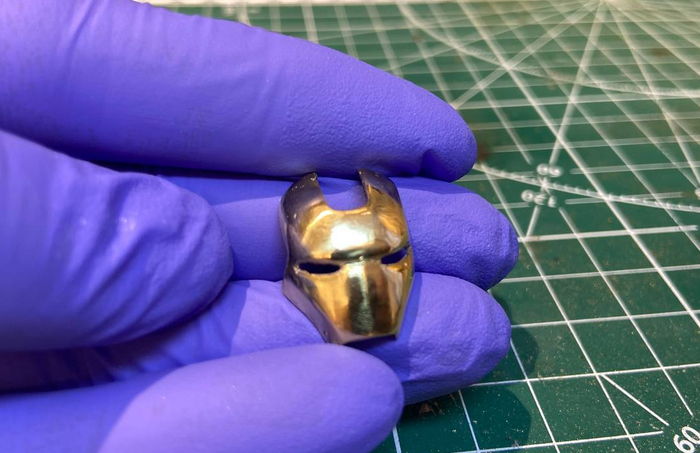
Результат
Не стал дополировывать в зеркало. Думаю это тут излишне.
Сделал небольшое видео, в котором более наглядно показаны некоторые моменты.
Пишите в комментариях что еще снять, на что обратить внимание, какие темы интересны.














Попросили изготовить оснастку для печати в виде змеи , для подарка глав врачу ,
Попросили что бы она выглядела как антикварная вещичка из латуни с патиной с царапинками и с камнями , Первую изготавливал именно так , её фото чуть ниже ,
На первых фото уже второй вариант отлитый из желтой бронзы но без камней , немного холодной эмали ,
А Вам какой вариант больше понравился ?
https://vk.com/lesnov_jewelry
Одна вакансия, два кандидата. Сможете выбрать лучшего? И так пять раз.
Данная тема как бы небольшой анонс для следующей темы (пока не знаю, когда до нее руки дойдут), в которой я постараюсь разобраться с различными способами гравировки заливок (так называемые: однопроходные, прерывистые змейки, сплошные змейки, пунктирные змейки и контурные). Для каких типов маркировок и гравировок лучше применять ту или иную заливу.
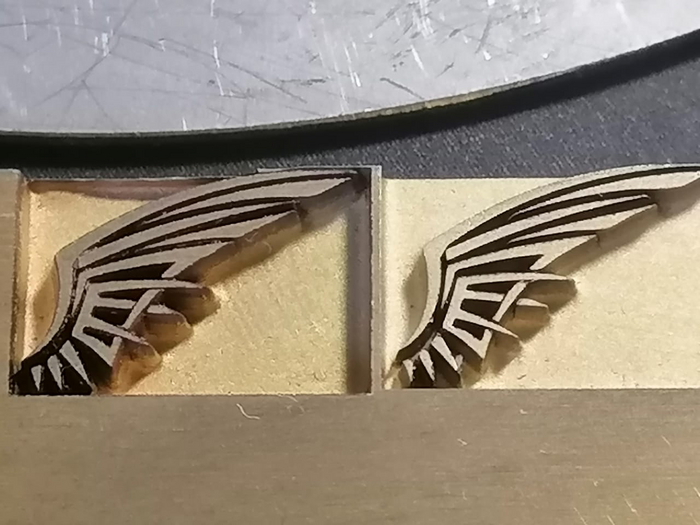
Ну а в этой теме на примере гравировки клише для тиснения кожи попробуем сравнить 2 типовых метода такой гравировки (сплошная и прерывистая змейка): скорость гравировки, качество боковых граней, глубина гравировки.
Задача предстояла достаточно сложная: сделать небольшое клише размером 15х10 мм из латуни. Сложность заключалась в том, что в некоторых местах ширина гравировки составляла 0.01-0.02 мм (одна сотая миллиметра!). Глубина гравировки должна быть не менее 2 мм (Если не сложно, могут ли кожевенники это подтвердить? А заодно рассказать о требованиях к качеству поверхностей клише?).
Напоминаю, что гравировку произвожу оптоволоконным лазером, работающим в ИК диапазоне, на базе источника JPT 30W M7 (MOPA) 30 Вт (Не реклама!).
Линза с рабочим рабочим полем 100х100 или 110х110 мм (к примеру F160) по данным разных производителей имеет глубину фокуса (глубину, на которую лазер может выгравировать материал) от 1.5 до 2 мм (при старте из расфокуса можно выполнить гравировку до 4 мм, но с небольшими танцами с бубном, я об этом писал в каком-то старом своем посте) , но диаметр луча лазера в фокусе составляет от 0.03 до 0.035 мм (к примеру https://sharplase.ru/dopolnitelnye-optsii/fokusiruyushchie-l... Не реклама!), что в моем случае не подходит. Но многие, и правильно это, делают клише как раз на таких линзах.
Линза с рабочим полем 50х50 или 60х60 мм (к примеру F63) по данным разных производителей имеет глубину фокуса 1-1.2 мм (какой-же реальной глубины гравировки можно добиться - будем выяснять в этом посте), а диаметр луча лазера в фокусе от 0.016 до 0.018 мм, что то же как бы не подходит, но деваться мне некуда, так как линз с меньшим диаметром лазера в фокусе (для маркираторов) я в продаже не встречал.
Скажу сразу - этот эксперимент с этой линзой (F63) ставлю впервые. До этого пользовался линзой F160.
Рисунок имеет следующий вид
Гравируемое изображение
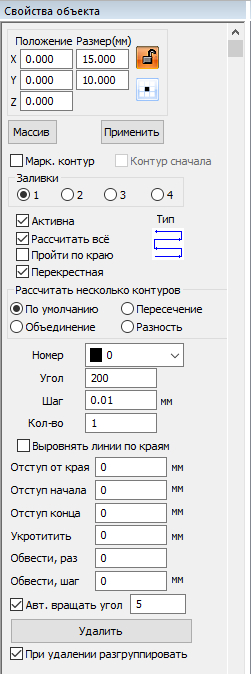
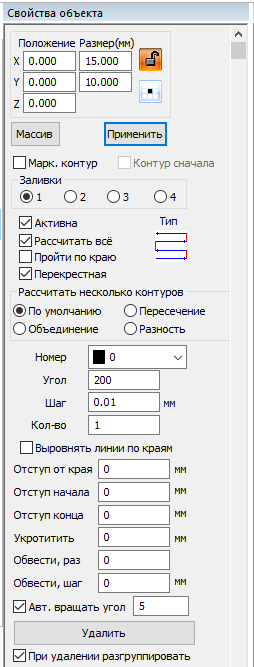
В настройках заливки ставлю шаг 0.01 мм, перекрестный способ и сплошную змейку (жесткий режим, но мне нужно понять, на какую глубину можно забуриться). Так как узких мест у меня на клише много, и во все нужно залезть, делаем поворот после каждого прохода 5 градусов. Создаю еще 2 слоя с углом поворота относительно предыдущего 30 градусов, а также слой чистки. По наитию и опыту буду делать 40 повторов сего непотребства, после чего будет проход сплошной чистки и полировки с шагом уже 0.005 мм (полируется только верхняя грань, так как в расфокусе режим полировки работает плохо. Но качество дна для клише нахрен не нужно). Мощность гравировки ставлю ~ 24 Вт (80% от номинальной), чистки мест гравировки 30%, сплошной чистки 20% (для полировки свои режимы и они тут не так важны).
Гравировка
Чистка
Вот тут наглядно видны узкие места и плотность заливки.
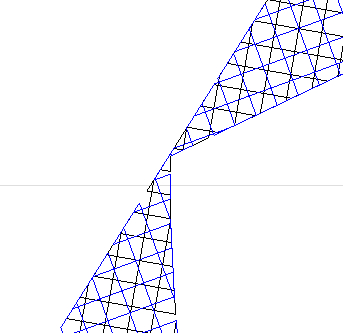
Сетка заливки
Начинаем пилить, традиционно стартовав из фокуса. Видео ускорено в 25 раз.
Специально не стал удалять звуки лазера и ставить музыку, чтоб все почувствовали эти прекрасные трели. Слабонервным следующее видео не смотреть и не слушать!
В общей сложности было произведено 40х2х4=324 прохода, из которых 240 проходов гравировки, 80 проходов чистки мест гравировки, 2 прохода сплошной чистки и 2 прохода сплошной полировки. Время сего непотребства ~ 52 минуты.
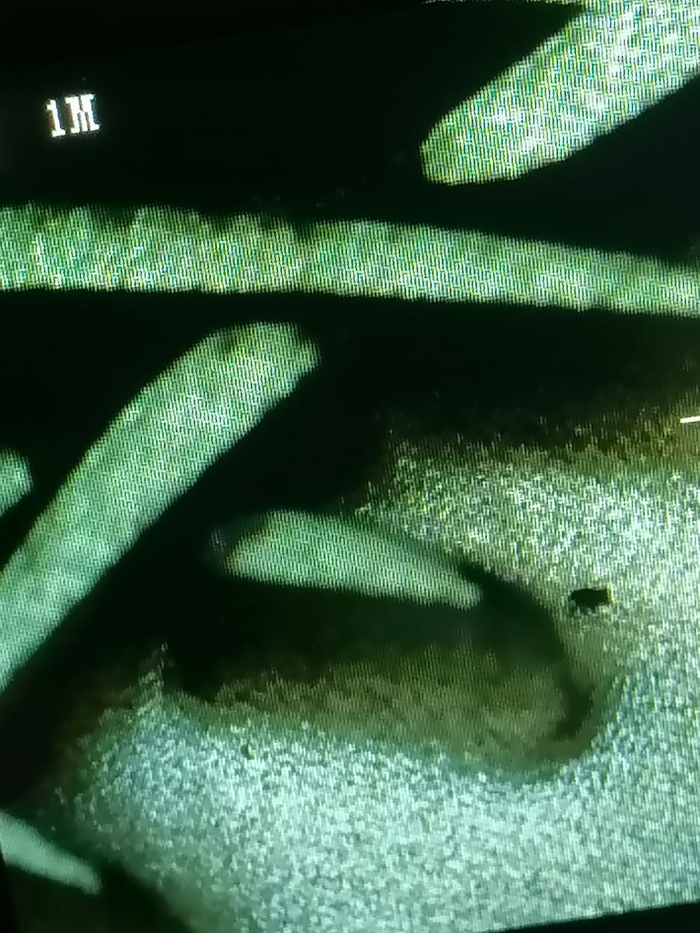
Для начала измеряю глубину гравировки
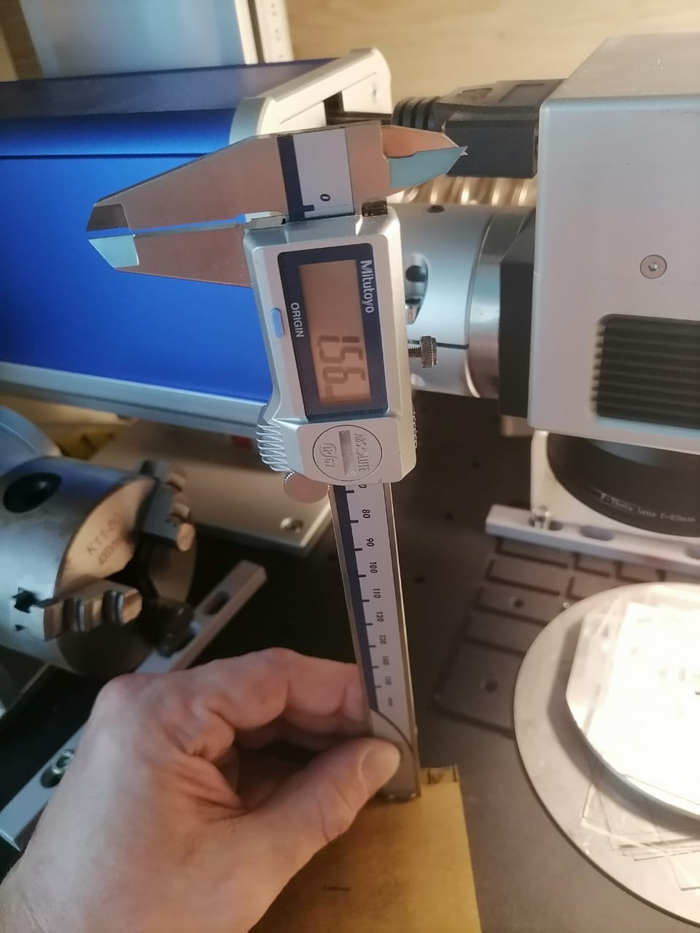
Глубина гравировки при старте из фокуса
Ух ты ж. Целых 1.5 с копейками миллиметра. Меньше, чем нужно, но больше, чем обещает производитель линзы.
Посмотрим в микроскоп.
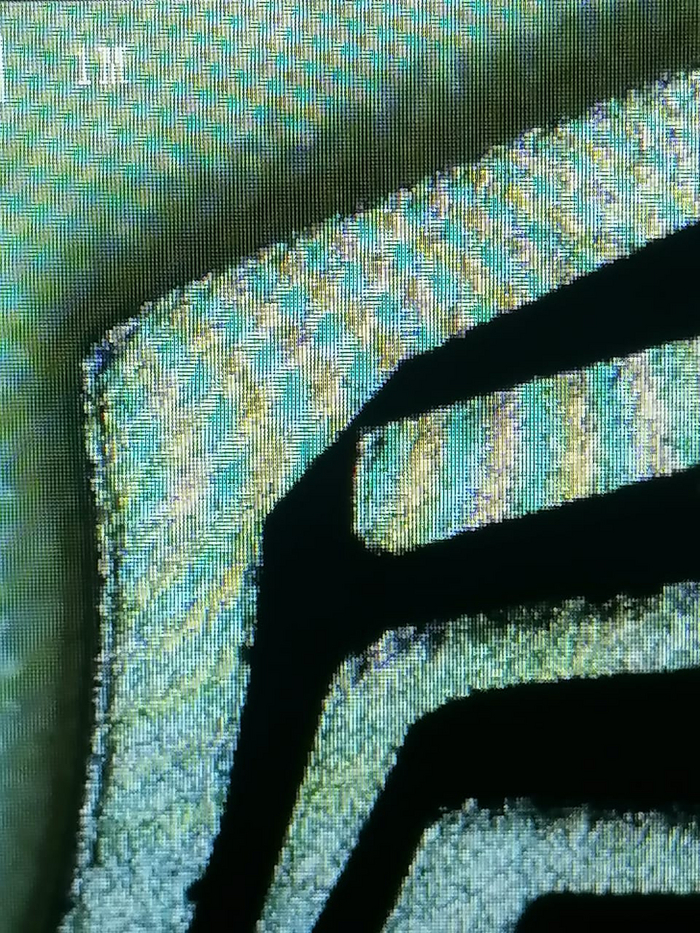
После отмывки Пемолюксом (Не реклама!) и продувки "ротом" (ну нет у меня компрессора со сжатым воздухом) стало немного виднее (да хрен там).

Видно, что верхние грани практически не подпалены, боковые внешние грани чистые, внутренние (узкие) подпаленные.
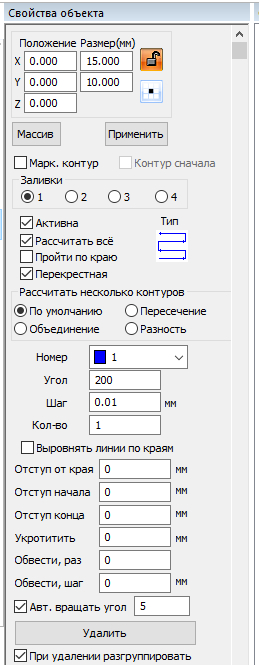
Ну'с, меняю технологию.
Стартую из расфокуса ~0.5 мм;
Мощность гравировки уменьшаю до 21 Вт (70% от номинальной);
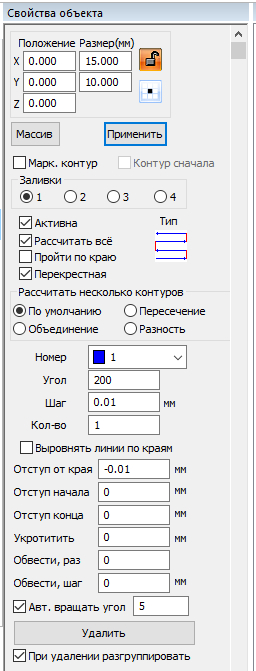
Способ гравировки (и чистки) меняю из сплошной в прерывистую змейку (так во время переходов меньше стартовый импульс и меньше нагрев металла, но подробнее в другом посте)
Чистку мест гравировки делаю уже не через каждые 6, а через каждые 2 прохода гравировки с отрицательным припуском 0.01 мм.
Последние проходы чистки и полировки повторяю 2 раза и уже с шагом не 0.005, а 0.003 мм.
Новая гравировка
Новая чистка
Соответственно, увеличиваю количество повторов, чтобы количество проходов гравировки было уже не 240, а 360 (180 повторов циклов перекрестной гравировки).
Повторяю процесс (полное видео уж снимать не буду, но на первых ~ 5 проходах лазер еле-еле слизывает металл, так как стартует практически за пределами верхней границы глубины фокуса. Потом уже процесс ускоряется до момента вхождения обрабатываемой поверхности в фокус, а потом стандартно замедляется как и ранее). Процесс идет значительно медленнее из-за способа заливки (прерывистая змейка вместо сплошной). Ну и понятно, что увеличено количество повторов проходов чистки.
Где-то на 160 проходе я увидел, что те самые узкие места все равно забиваются шлаком (А все потому, что не остается места для выхода шлака. Лазер запекает его обратно). Но эксперимент надо закончить.
Где-то на 350 проходе (из 360) лазер латунь уже начал лизать, а не гравировать (расчет мой в необходимом количестве проходов был почти идеально точным), но останавливать его я не стал. Хоть микроны, но пусть снимает.
Общее время этого действия составило уже 2 часа 10 минут.
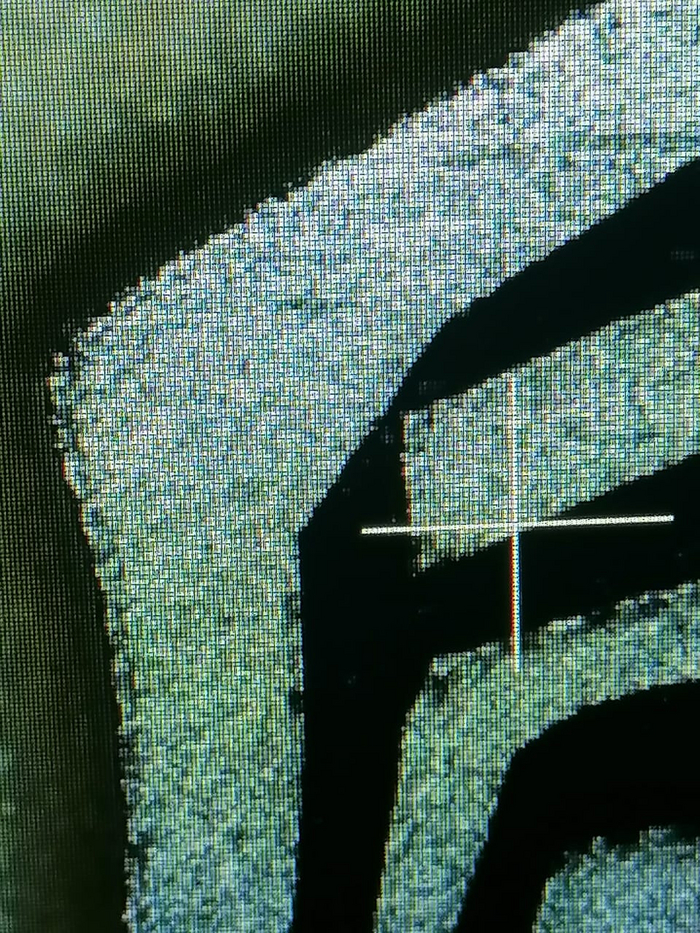
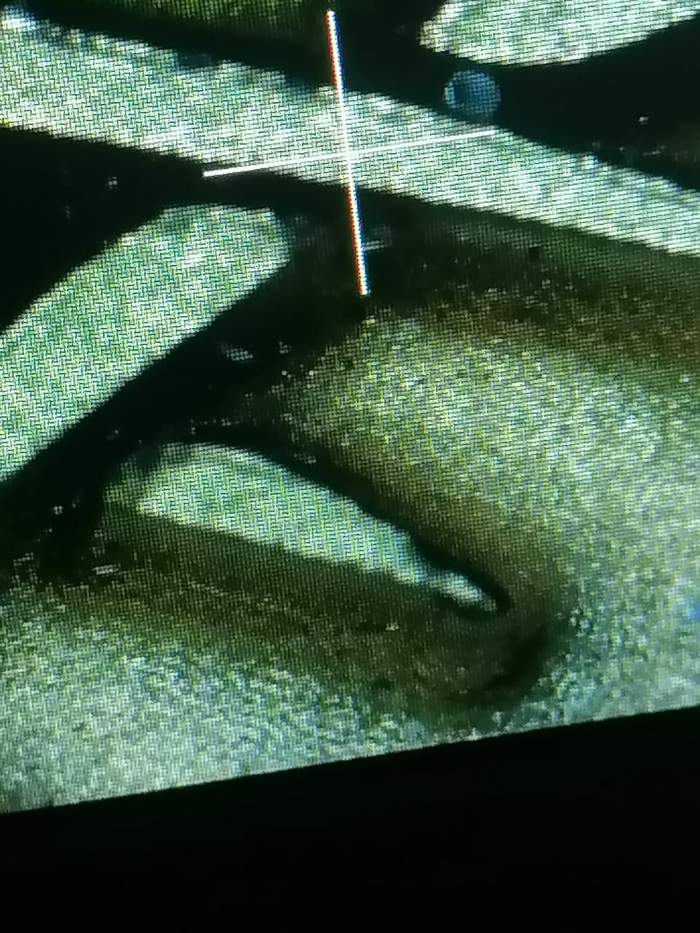
Измеряем глубину

А что с качеством (после промывки с Пемолюксом и продувкой ротом)?
Верхние грани подпалены уже сильнее. Причина - старт из расфокуса.
Шлак из узких мест никуда не делся, так как уже выше писал: все потому, что не остается места для выхода шлака. Лазер запекает его обратно.
Максимальная (?) глубина гравировки на линзе F63 c заявленной глубиной фокуса 1 мм составила более 2 мм.
Сравним результаты.
Какие могу сделать выводы я?
Если очень нужно, то можно заглубиться больше чем на глубину фокуса;
Для гравировки узких мест нужно искать режимы лазера или иные способы для удаления шлака при гравировке. На мой взгляд должно оставаться как минимум 0.2-0.3 мм для нормального удаления шлака без танцев с бубном.
А подойдут ли такие клише для тиснения кожи, сказать смогут лишь только кожевенники. У меня, к сожалению, нет кусков светлой кожи, а клеймо на своей заднице я ставить не хочу.
Кстати, а какие все-же материалы для клише вы считаете наиболее правильными? Латунь, авиационный алюминий или нержавеющую сталь? Или все же магниевые сплавы?

Ищу токарный станок или токаря для доводки заготовок.

Приятно понаблюдать за работой мастера.
Для всех поклонников футбола Hisense подготовил крутой конкурс в соцсетях. Попытайте удачу, чтобы получить классный мерч и технику от глобального партнера чемпионата.
А если не любите полагаться на случай и сразу отправляетесь за техникой Hisense, не прячьте далеко чек. Загрузите на сайт и получите подписку на Wink на 3 месяца в подарок.

Реклама ООО «Горенье БТ», ИНН: 7704722037
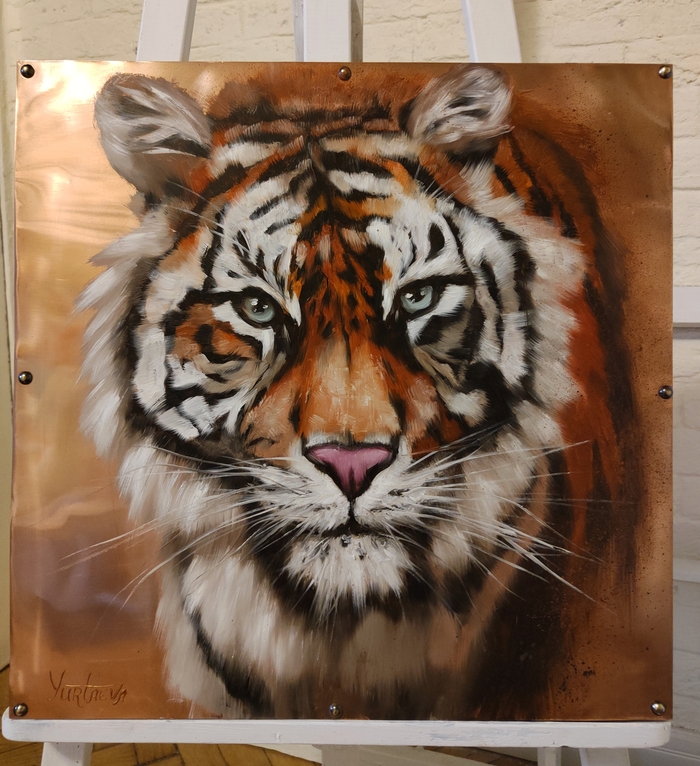
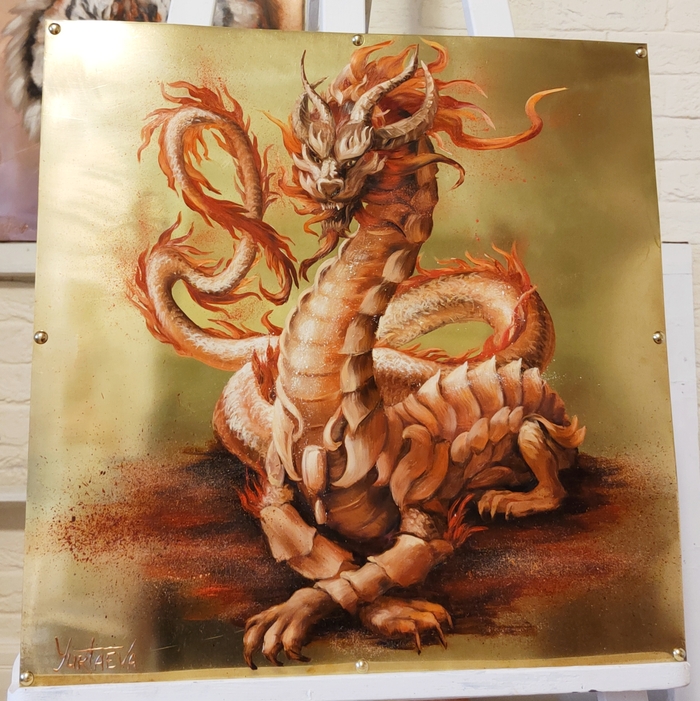
Начала я экспериментировать с медью и латунью,и вот уже не первый год живут такие картины маслом на металле.Я писала картины с быком,конем,тигром,драконом..А какой вариант вам больше нравится: если картина написана на холсте или на металле ( меди, латуни)?