

Немного производства
Электро-эрозионные станки.
могут вырезать любой контур детали на сквозь.
У нас их пока что 2 шт. В скором времени приедет третий с углом наклона рабочей головы на 45°.
Нарезание шлицев модуль 5 30°.
Сложная была задача из-за габарита детали, и в каждом пазу стояли держатели ножей. Все были сняты до нарезки и установлены обратно после. Заказчик остался доволен.
Расточка потайных отверстий для болтов. Неординарная задача т.к. расположение находится не с "удобной" стороны.
Точение посадки галтовочного барабана. Почти в притирку к станине, были срезаны шпильки крепления крышки, затем приварены обратно.
Спасибо всем кто смотрит, уважаю подписчиков.
Постов постараюсь делать больше о ремонте промышленного оборудования, но работы очень много время почти все уходит чтобы делать, а не созерцать.
До новых постов ;)
Показать полностью
3


Резьбовой сегмент Tr40x3
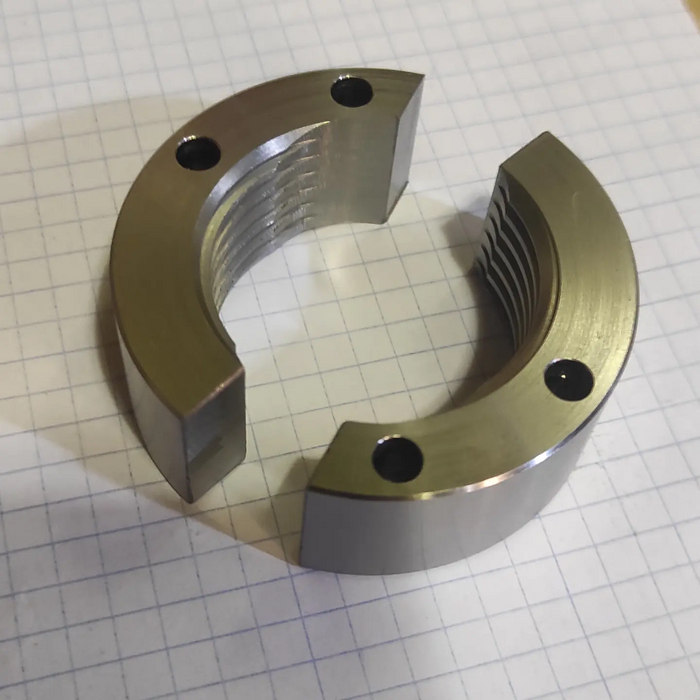
Твердость 40 hrc


Ставится в такой корпус, который используется при балансировке колес
Показать полностью
3

В Питере шаверма и мосты, в Казани эчпочмаки и казан. А что в других городах?
Мы постарались сделать каждый город, с которого начинается еженедельный заед в нашей новой игре, по-настоящему уникальным. Оценить можно на странице совместной игры Torero и Пикабу.
Реклама АО «Кордиант», ИНН 7601001509

Торговый дом технических машин и инструментов завода Г.М. Пек. 1913 года | KWIX.BY - инструмент и станочная оснастка
Сильная дизайнерская работа.
Становление инструмента)
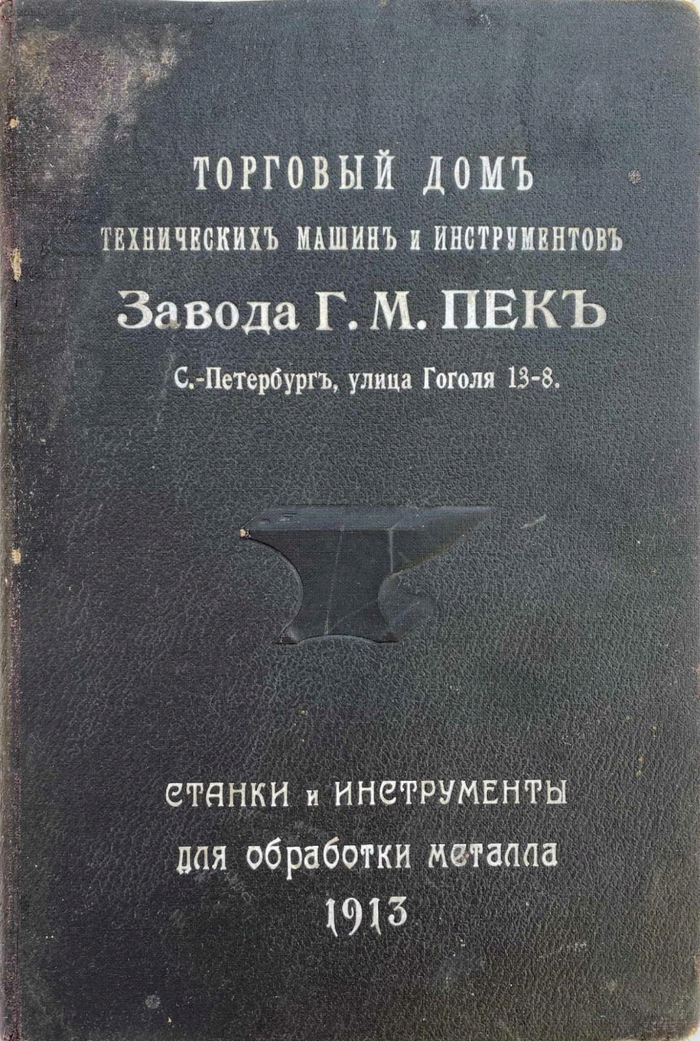
Каталог-прейскурант Станки и инструменты для обработки металла.
Торговый дом технических машин и инструментов завода Г.М. Пек. 1913 года
Станки и инструменты для обработки металла. СПб.: Типография Кюгельген, Глич и Ко, 1913
Рекламный каталог-прейскурант с большим ассортиментом металлических инструментов и устройств.

Универсальный шарошечный станок.


Долбёжный станок

Шарошечные станки
Показать полностью
5



Немного о токарном цехе. Оборудование
Почитал этот пост ://Ответ на пост «Открываем свое дело. Делюсь своими ошибками и советами» и хочу поделиться тем , как все устроено у нас.
И так, поехали.
Самое главное! Не стоит работать перекупом в 0! Это самое главное! Запомни! Точка!
Теперь поясню. Вот ты взял заказ, передал его на сторону. Тебе сделали партию. Ты расплатился за нее и передал заказчику. Сработал в 0. Все довольны? А вот хуюшки...
Дядя Вася стопочку наебнул с утра, да за заказ твой взялся. Проглядел он по пьяни одно деление на микрометре и уебал всю партию... Даже в случае если он переделает партию, то металл ты все равно будешь перезаказывать за свои. Это время, деньги, геморой. Так что надо закладывать в свою бизнес модель этот фактор. Это главное что надо помнить!
Дальше поедем по оборудованию и инструменту.
1) можно за 2.5м купить китайский токарный чпу. Станочек не большой, патрон до 200мм. На 6 инструментов с гидравлическим патроном. На него можно заготовку ставить до метра длинной через шпиндель. ну и бабка задняя есть. Тоже гидравлическая. Станочек, год отработает без проблем 24/7, потом начнется выработка и уже высокой точности не будет. Но если ты не долбоеб, то за год он окупится. Но надо понимать, что это самый простой и дешевый станок такого класса.
2) деталей чисто токарных мало. В основном объеме нужно где лыску наложить, где отверстие просверлить, так что без фрезерного универсального( как минимум) никак. Еще тысяч от 250, но надо поискать за такие деньги.
3) Пила. Пила нужна в том случае, если у тебя основные работы идут из прута выше 50мм. У меня такой диаметр заготовки обоснован тем, что диаметр отверстия в шпинделе 52мм, и я могу работать с отрезного резца на отрез. Ну а по метру можно и болгаркой напилить. Но так как не вся работа идет из прута ф<50, то без пилы не комфортно. На моем производстве пила б/у, цена за которую ее взяли 85к. Сразу скажу, что она не очень живая оказалась, поэтому ломается часто. Но если руки прямые и голова на месте, то все чинится. Взял бы я еще б/у? Нет, конечно. Техника должна зарабатывать, а не ремонтироваться. Кстати, пилить на ней можно, по факту, от 15 до 180мм.
Места она сама занимает как раз 3 кв.м. но автор в посте не учел, что никто тебе не привезет прут порезанный по метру. На базе они от 6 метров длинной лежат. Так что надо закладывать еще минимум 7 метров сзади и метр-полтора спереди.
4) Кранбалка. Нужна, если ты точишь крупное. Если работаешь с ф<100 и не очень длинными заготовками, то если есть то хорошо, иногда надо, если нет, то обойтись без нее вполне можно.
5) Инструмент.
О! Его нужно много! Очень много. Тут и режущий и слесарный и мерительный.
а) Если ключи, отвёртки, пассатижи и иже с ними покупаются один раз и навсегда (тут экономить не надо, и лучше взять хороший),
б) то режущие придется докупать постоянно, в зависимости от поставленных задач. На данный момент у меня в цеху более 120 только резцов со сменными пластинами. Сюда добавлю еще сверла. Вот их надо прям дохуя! От 1 до 15мм необходимы с шагом 0,1 мм. От 15 мм шаг пореже, но хотя бы 0,5мм. Всякие метчики-развертки опущу, но тоже нужны бывают.
в) Мерилка. Мерилка это прям обязательно! Это, начиная, от штангенциркулей заканчивая электронным нутромером с точностью три цифры после запятой.
1- штангенциркули ( 1-2шт хороших достаточно)
2- микрометры. Зависит от номенклатуры работы. 0-25, 25-50, 50-75 и т.д. у меня до 150 включительно.
3- нутромеры. Они идут тоже как и микрометры от и до. На производстве их требуется 4 или 5.
4- всякие колумбики, глубиномеры, рейсмусные штангены - по потребности. Но рано или поздно докупать все равно придется.
5- самое главное, наше все! КМД - концевые меры длинны! Вот без них вообще никак. Точка. На каждом производстве должны быть обязательно. Это то, по чему мы можем проверить мерилку на точность. Пришел на производство и проси показать кмд. Если их нет или они ржавые, то можно сразу уходить. Это не звоночек, это прям набат! Это качество и точность выполненной работы. Нам же не надо чтоб размер под подшипник в проёб ушел?
6) сменные пластины. Без них никак. Их нужно много, прям очень много. Прям очень очень много. На каждый инструмент есть несколько видов. Разные обрабатываемые металлы ( нержавейка и сталь), по твердости материала, разные радиуса скругления вершины пластины, разные стружколомы. Вот чтоб нормально работать, нужно иметь половину каталога пластин, наверно. На моем производстве на данный момент находится более 250 пачек пластин по 10шт в каждой. По деньгам это прям очень затратно выходит. Каждая пачка стоит от 3к за голимый китай до 15-20к за хороший импортный ( сша, израиль, япония, германия). Мы пользуемся средним китаем 5-8 к за пачку. Кстати, российских пластин я не встречал никогда.
7) вспомогательная техника.
а) В первую очередь компрессор.вещь очень нужная и почти незаменимая. Также нужно точило.
б) Точило у меня метабо, два года назад брали его за 18к, оно с двумя кругами - алмазным и обычным.
в) болгарка, дрель, шуруповерт.
8) мебель. Тумбочки для каждого станка одна минимум. Верстак. Шкафчики. Стеллажи. Ящики.
9) помещение. Тут все зависит от потребностей самого производства. На два станка с пилой надо около 100кв.м отапливаемого, хорошо освещенного, с водой и канашкой, помещения. Плюс метров 30 под склад металла.
10) масла, сож, растворители, и так что еще может понадобиться.
11) Рабочие. Это пожалуй наиглавнейшее, что есть на предприятии. Набрать команду толковых специалистов не просто. Это должны быть люди которые могут работать на этом оборудовании и не разъебут его. Одна не верная команда в программе и станок выведен из строя на неопределенное время. На данный момент на токарном участке работают два наладчика-оператора. Зп около 80к в месяц за 180 часов. На фрезерном работает один наладчик- оператор 5/2, за 100к, плюсом токаря по вечерам закрывают около 120 часов на фрезерном в роли оператора. Есть еще слесарь за 50к в месяц. Он как кнопочный оператор может на фрезерном немного. Еще програмист для написания сложных программ и создания моделей в 3д на фрезер. Его зп сдельная.
Здесь я рассказал в кратце, что необходимо для начала и работы частного токарного цеха. По деньгам на данный момент я точно не скажу, но на то, что перечислено выше ушло 6-8 миллионов за два года. Сюда не включил фрезерный чпу (еще $73к за сам станок и ~$15к оснастка и инструмент). И не включил затраты на специалистов, которые работают на этих станках.
Но это все теряет смысл если нет заказов. Поэтому репутацией дорожим, брак не гоним, но что уж душой кривить, иногда и брак проскочить может. Поэтому переделаем без вопросов и за свой счет. Но так было раза три от силы.
Показать полностью


Четырехрукие пакистанцы занимаются токарным ремеслом, делают миски
Четырехрукие - потому что и ногами и руками - все одновременно.
Угадайте звездного капитана юмористической команды «Сборная Красноярска» по описанию одного из участников
Ну что, потренировались? А теперь пора браться за дело всерьез.
Показать полностью