По мотивам аниме, свитер мужской заказной. Размер XXL. Дизайн заказчика.
Связан на вязальной машине 5 класса Brother 940/850.
Двухфонтурный жаккард 4 цвета, резинки 2*1 двойные с платированием. Плечевые швы укреплены лентой, запакованы. Есть шов соединения по рукаву, он запакован.
Соединение швов - ручная сборка вертикальным трикотажным швом.
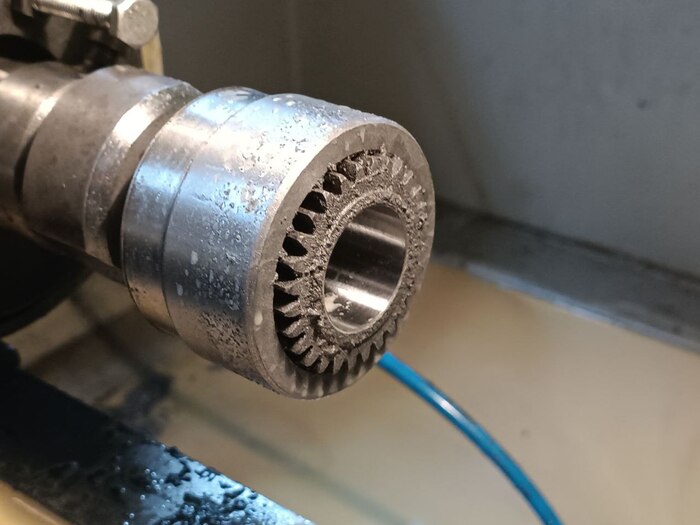
Хеллоу, геноссен. Сегодня у нас планетарка для какого-то микроэкскаватора. Вот такое вот получилось в итоге:
Картинка для привлечения внимания: готовый собранный редуктор.
Вощем, дело было как. Сперва ты покупаешь японский мини-экскаватор и используешь его, радуясь жизни и деньгам. А потом экскаватор ломается, а в стране "кажется что-то случилось" и запчастей больше не достать. Не, ну предвосхищая бурю эмоций - можно, разумеется, купить через Казахстан. Но это будет в три раза дороже и неясно когда. А простой экскаватора - это прям существенные деньги. Порядка 30-50 тыщ в сутки. Короче, заказчик хочет вытряхнуть останки и сделать лучше и новое.
Останки вот:
Нуок, чо. В принципе, всё же просто. Берём болванку из 30ХГСА и точим. Попутно получая парик Мальвины.
После точки вышло так:
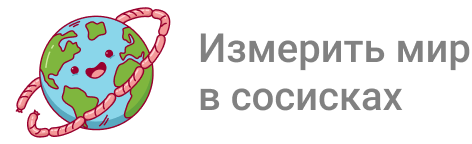
Теперь настраиваю немецкий зубофрезерный станок высокого класса точности (Pfauter RS-00) с помощью оптического коллиматора КО-1 (ща в камментах будет кококо, что оптика избыточна, лишь бы денег побольше содрать! Но он у меня есть. И с его помощзью угол будет точным, а не примерным)
Ну прям ваще точным:
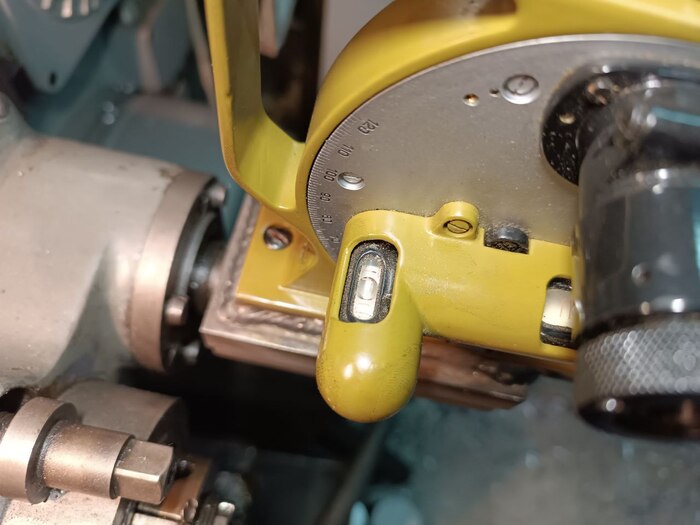
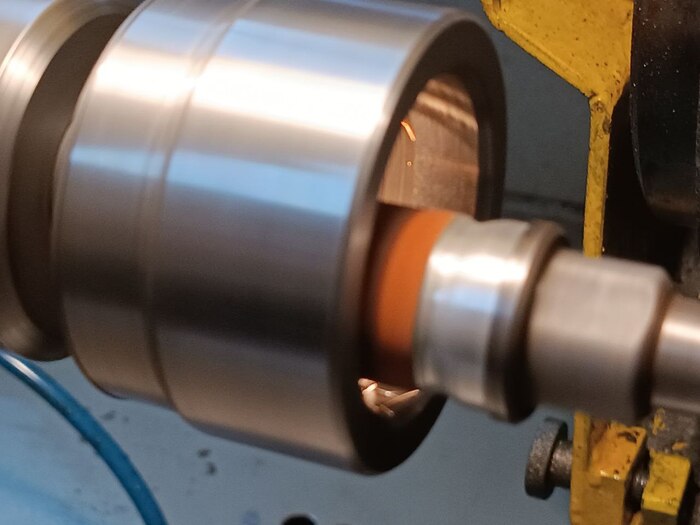
И, собсна, режу зубки. Потому что если не я, то кто?
Снизу обнижение - это так по заводу. Не спрашивайте зачем. Если отмотать вверх, там на останках заводской - тоже такое же. Окей. Теперь надобно подвергнуть полученное термообработке.
Негрошестерни ооочень хороши. Но не то. Дело в том, что саттелиты сидят на игольчатых подшипниках. Т.е. ось саттелита является одновременно поверхностью обкатки роликов подша, как будто бы она - внутренняя обойма. А внутренний диаметр саттелита является внешней обоймой. Т.е. он болжен иметь высокие показатели цилиндричности, округлости и чистоты поверзности. А значит - его надо шлифовать. Более того, весь этот пакет саттелитов сверху и снизу накрыл железяками. Т.е. высота шестерней обязана быть одинакова. Иначе при прикручивании верхнего диска у нас что-то может перекосить. Но, разумеется, было бы достаточно зачухать шкуркой на палке, а это всё - лишь бы деньжищ содрать. :)
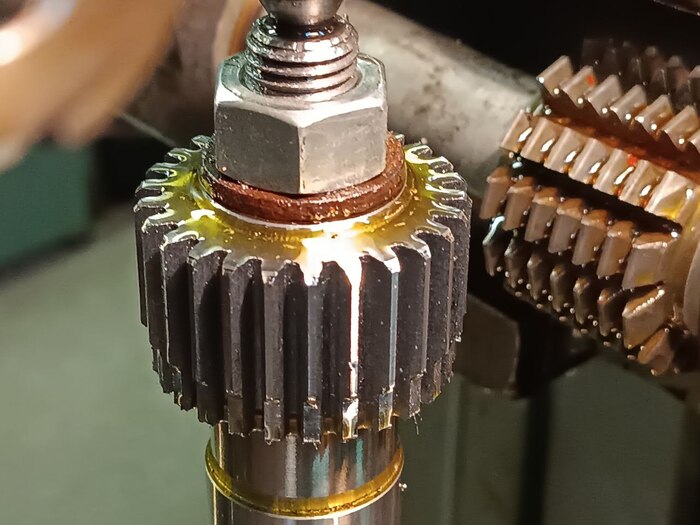
Нуок. Сперва - плоская шлифовка всей кучи шестерёнок. Шлифование выполняет станок Jotes SPD-30B.
СОЖ бы поменять пора... несвежая какая-то.
А теперь переходим на внутреннюю часть. Для этого на немецком универсальном круглошлифовальном станке Heckert VMV 125\250 сперва делается оправка под запрессовку шестерни:
А потом производится внутренняя шлифовка самих сателлитов.
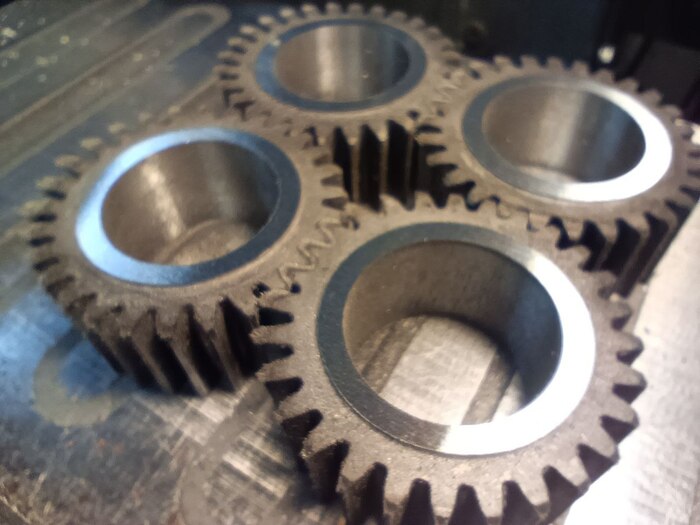
Ну и вот, такие сателлитики получились:
Центральную шестерню сделал точно так же. И схематично не показал. :)
Ясен пончик, что работать не будет. Несомненно, деньги слупил с заказчика зря, потому что всем известно, что пакистанцы, например, просто наварили бы и шлифанули болгаркой и ходило бы лучше оригинала. Но увы. Где пакистанцы, а где я... я, кстати, в телеге. Телега в профиле. Канал бодро-общительный и онлайн-описательный. Единственное, там, ребят, нет рекламы (кроме того, что сама телега пихает - тут уж сорян). Но тут уж извиняйте... скидочки на ноготочки, формирование инвестиционных портфелей и тому подобное вам порекомендуют в других местах. :)
Забавно, кстати, но это очередной парадокс систем массового обслуживания, "которые мы заслужили".
Вот эту данную проблему можно оптимизировать легко: увеличить таймауты, наладить асинхронное общение операторов в чатах, в скрипты добавить установку "сразу запрашивать все необходимые данные от пользователя".
Но, сука, опять, НО!
Если сделать такие очевидные шаги по настройке процессов, то ВНЕЗАПНО окажется, что бутылочное горлышко у нас в другом месте, а за это "другое место" есть кого взять за одно место и снарядить туда бутылочное горлышко. Это никому не надо.
- Руководству не надо, потому что там птицы слишком высокого полёта. На микроменеджмент всей вертикали им никакого времени не хватит. Да и проблем то огромное количество, одному заинтересованному руководителю это всё равно что вычерпать переполняющееся водохранилище ложкой.
- Исполнителям (службе поддержки) на местах оптимизация их работы тоже никуда не вписалась. Их зарплата не коррелирует с довольными клиентами, а в более эффективной системе больше работы для её винтиков. Зачем это винтикам?
Вот и получается, что когда в вертикали есть где-то разрыв, с которым никто не хочет\не может ничего сделать, в этот разрыв и летят все "палки". Ну а он бездонный, что ему?
Увеличь таймаут, исправь скрипты, и придётся более интенсивно работать ни за хрен собачий. А так не исключено, что пользователь тупо забьёт на то. что хотел сделать. Просто не захочет терять столько времени и оставит как есть. Баба с возу - поддержке легче!
И, что важно, это ж не одним только конечным операторам на телефонах выгодна такая волокита, а и всей вертикали. Потому что какие-то KPI в их системе всё-таки есть, их прописали модные эффективные менеджеры, которым, впрочем, тоже похеру было сделать хорошо. Они привязали эти KPI к максимальному, а не суммарному времени ожидания пользователя, и, если он закрыл браузер плюнув, то этот случай вообще не засчитывается.
Как говорится. делай хорошо - хорошо будет, но ОЧЕНЬ ЧАСТО хорошо делат ьне выгодно слишком многим людям. И это не заговор, просто так проще жить и все это неосознанно ощущают, отчего так и поступают.
Продолжаю переделывать токарный станок в ЧПУ. В новом видео: изготовление накладок и втулок, подготовку управляющих программ, изготовление рамы сервопривода, процесс установки всего добра на токарный станок.
Всем кому интересно, подписывайтесь на канал, будут рекомендации, советы, вопросы - пишите. Лайки, плюсы, "палец вверх" тоже за них отдельное спасибо. . В общем любые ваши действия и отклик, серьезно так помогают в мотивации.