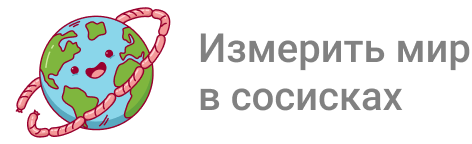
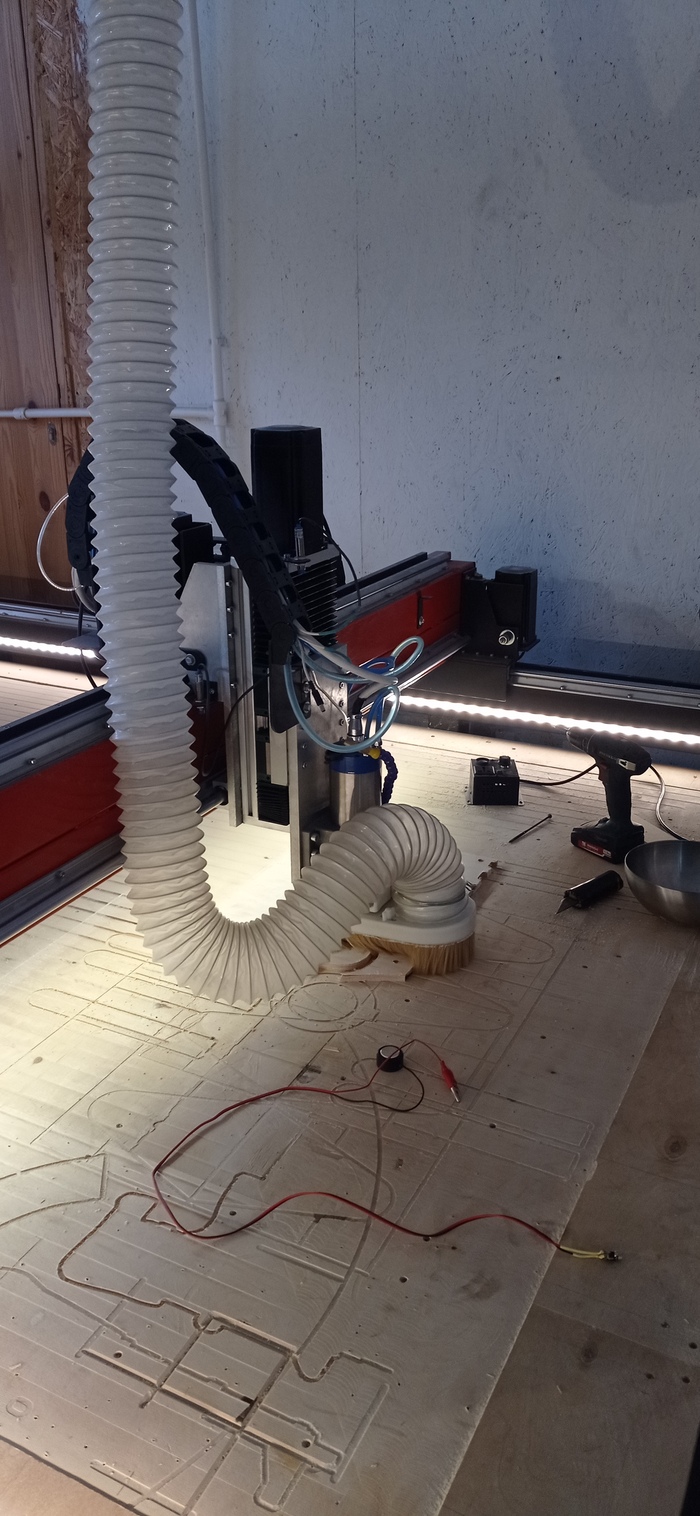
Как-то я делал торшер из салатника, теперь будет настольная лампа из миски поменьше. Сначала сделал модель, подготовил чертежи и создал управляющие программы для плазмореза и фрезера.
Были вырезаны заготовки из стали и фанеры, после чего доработаны "напильником".
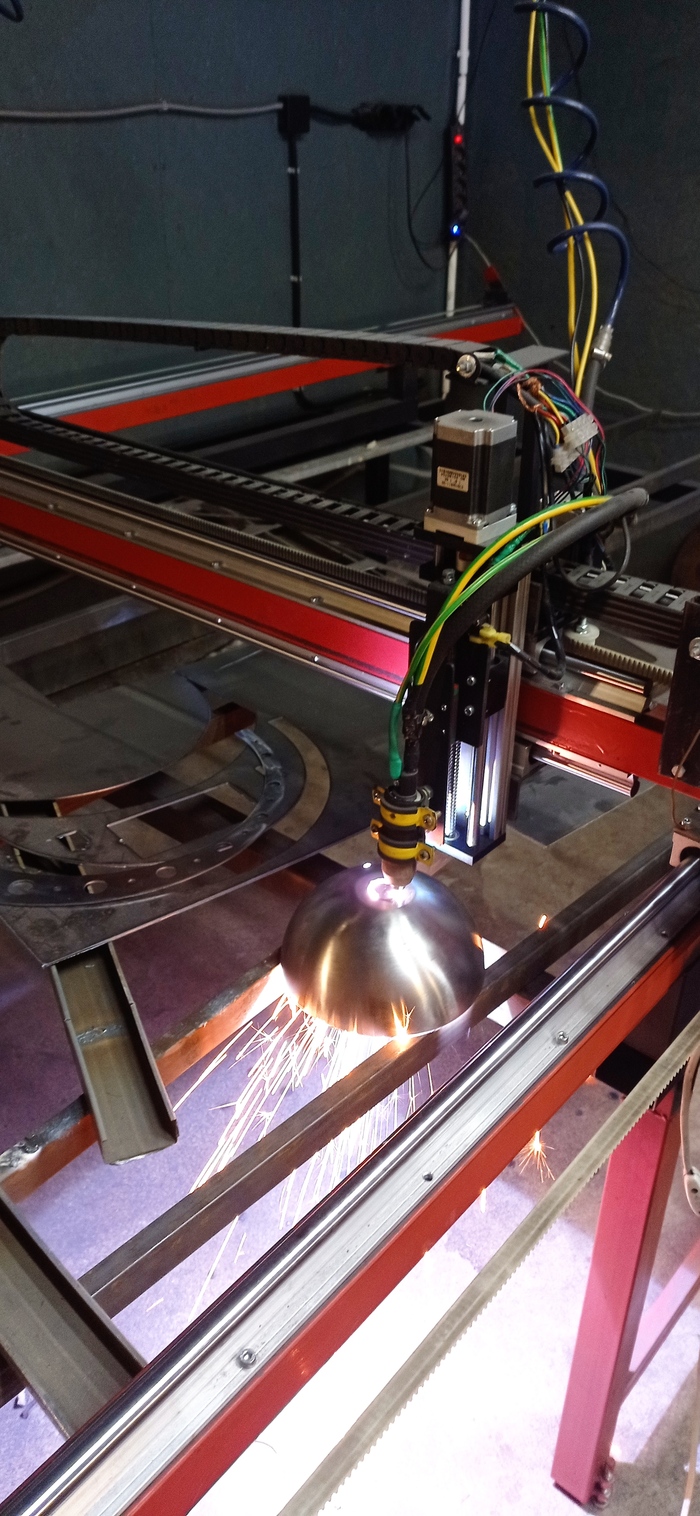
Далее всё собирается вместе и приваривается к основанию. Так же приваривается пластина с заранее изготовленной шпилькой, с дюймовой резьбой 1/4 для вкручивания шарнира (куплен на маркетплейсе для крепления фотоаппарата).
Затем всё снова разбирается и готовится к покраске.
Готово. Осталось собрать всё обратно. Результатом я вполне доволен. Спасибо за внимание!
Хеллоу, уважаемые. Это вам картинка для привлечения внимания:
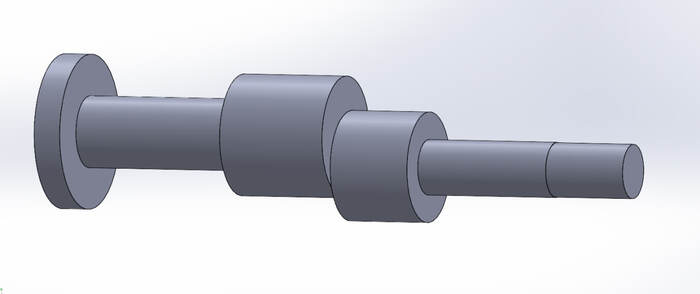
По сути, мы можем получить эксцентрик несколькими способами, в зависимости от его формы и назначения. Например, на токарно-затыловочном станке можем? Можем канеш. Но такой мало у кого есть. На ЧПУ-фрезере можем? Да, разумеется. Если речь об отдельном кулачке, то мы его можем выполнить на фрезере, копировально-фрезерном, вырезать на эрозии и так далее и напрессовать на вал... Если речь о вале с несколькими осями вращения, тут, разумеется, варианты с резкой менее удобны (если вообще реальны), но можно, например, сделать два отдельных полувала и запрессовать одно в другое или обварить. Но всё это опять же не всегда возможно, т.к., например, стали типа 30ХГСА из которых частенько делают такие поделки относятся к ограниченно свариваемым. Короче, нам надо максимально просто и быстро, верно? Давайте рассмотрим изготовление вчерашнего винта. Он оформлен из цельняка. Сперва, разумеется, надо сделать чертёж, чтобы рассчитать диаметр заготовки.
вот такую штуку надо получить. фаски, канавка для выхода резца и т.п мелочи схематично не указаны.
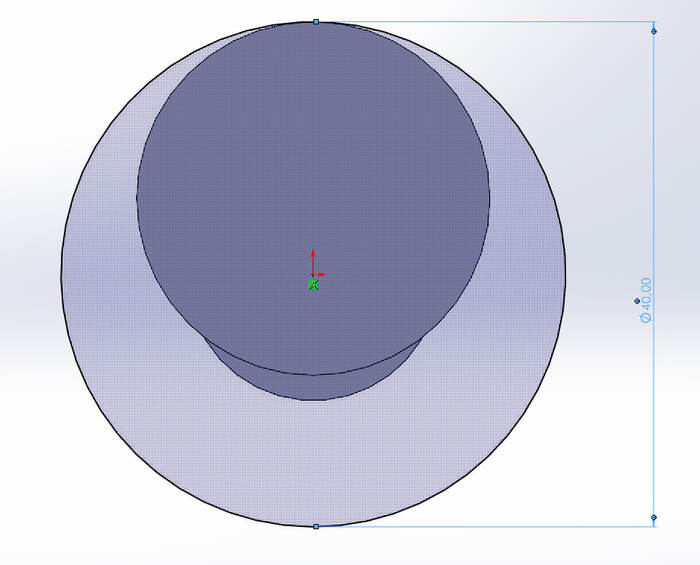
Если же мы посмотрим будущему винту в торец, то увидим, что для изготовления такого изделия нам понадобится круг диаметром 40мм. Ну желательно в плюсе, если шляпка должна иметь приличную поверхность.
Далее мы разбиваем изделие виртуально на две части, каждая из которых имеет свою ось вращения.. Т.е. сперва обрабатываем то, что лежит в одной оси, прям из болванки. С этим, наверное, проблем не должно возникнуть.
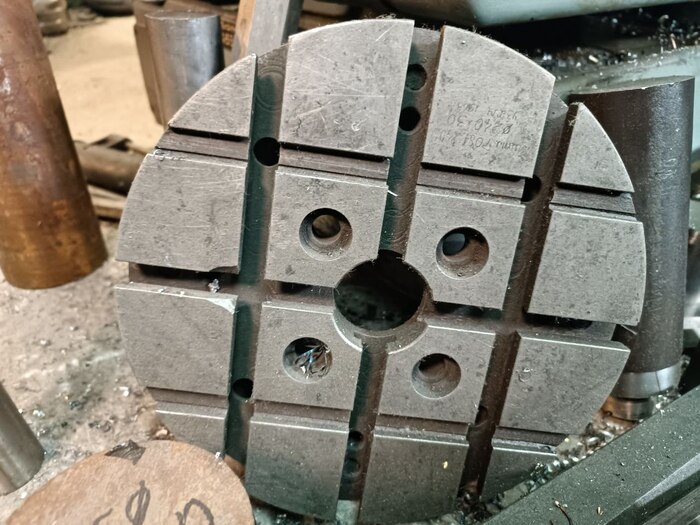
Далее у нас возникает необходимость сместить ось. Как это сделать на токарном станке? Есть несколько вариантов. Например, использование четырёхкулачкового патрона с независимым движением кулачков. Поскольку они настраивуются индивидуально, то ничего не мешает выставить деталь по центру в паре противолежащих кулаков и сместить пару других кулаков на величину эксцентриситета. Так? Ну типа. Только это весь хлопотно. Сперва надо выставить деталь строго по центру по индикатору, а потом, по индикатору же, смещать. Долго, хлопотно, но весьма точно.
Вариант 2. Планшайба. Ну для крепления детали типа вал, наверное, саааамая дурацкая затея. придётся много городить, либо ставить трёхкулачковый патрон на неё со смещением. Однако, патрон имеет нефиговую массу и чем больше жксцентриситет - тем грустнее будет из-за вибраций. Если вы полагаете, что станок промышленного размера, типа 16К20 или 1К62 не умеет прыгать - вы ошибаетесь. Прям умеет. Соответственно, скорость вращения шпинделя будет низкая, чистота поверзности херовая и тогдалие.
Вариант 3. Частный случай вар.2
Универсальная планшайба от ИТ1М. Не знаю, почему таких не делали на 1К62 и 16К20, однако от ИТшки она болт-он запрыгивает на шеснарь, потому как условные конусы у них одинаковые. Эта планшайба имеет линейку, по какой каретку моно выставить на нужный эксцентриситет. А промимо этого на каретку планшайбы вешается "лопата", она же "поднос" регулируемая по углу. В данном случае она откинута. Но опять жи, это всё ниоч как-то.
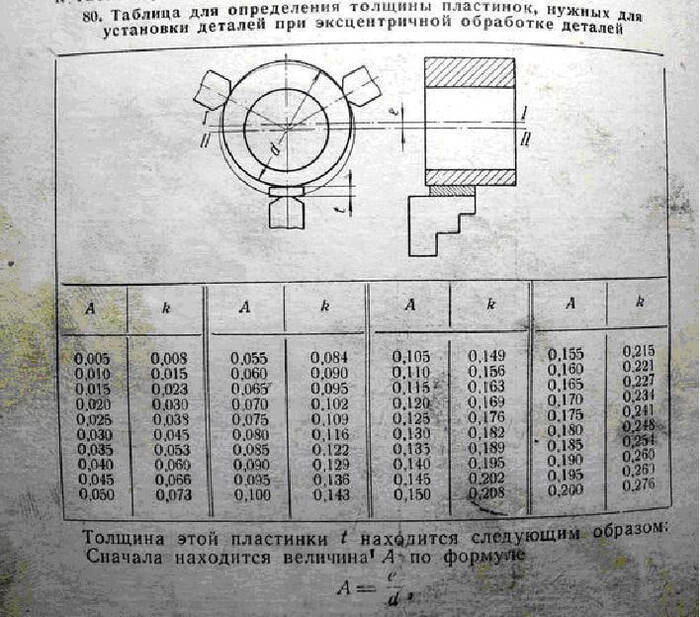
Относительно простой вариант - задание эксцентриситета с помощью пластинок. Нужен обычный трёхкулачковый патрон, на один из кулаков какового накидывается нужная высота пластинками. Считается по формуле. Вроде просто, но нет. Способ не сложный, но как именно токарь будет набирать 1,488 мм для нужного эксцентриситета - неясно. Не, ну если у тебя есть плоскошлиф и метрологичка, канеш, можно прошлифовать как надо и юзать невозбранно. Но нам же надо максимально быстро и просто, а не задолбаться...
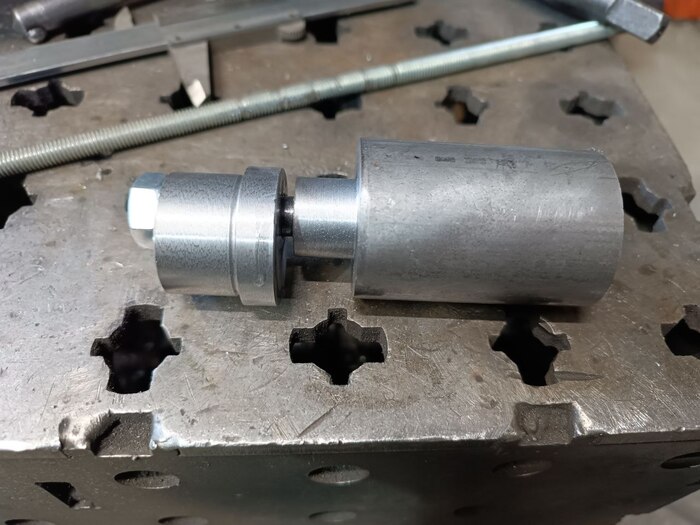
Поэтому я лично в данной работе пошёл по варианту эксцентриковой муфты. Выточить произвольную бобышку - не сложно. Занулиться на сверлилке\фрезере по центру бобышки - не проблема. А далее, сместил стол по линейкам, индикатору или УЦИ на нужное значение и навалил дырку не в центре.
Дальше многое зависит от размеров детали. Эту же бобышку можно сделать разрезной, профигачив паз хоть болгаркой, хоть дисковой фрезой, хоть эрозией с "толстой" стороны. Или, если бобышка миниатюрная, сразу резануть её на эрозии...
Если муфточка разрезная, то крепление и фиксация детали в ней, разумно предположить, осуществляется затягиванием патрона и деформацией (относительно упругой) муфты. Если неразрезная или деталь имеет очень короткий хвост - можно вклеить на цианакрилат. Можно со стороны шпинделя гайкой или винтом её заневолить. В данном случае я сделал отверстие подкалиберное прям, под развёртку. С обратной стороны закрутил гайку, а до того ещё и на клей. А уже на станке, соответственно, аккуратно с небольшими подачами сделал центровочное отверстие и подпёт деталю центром.
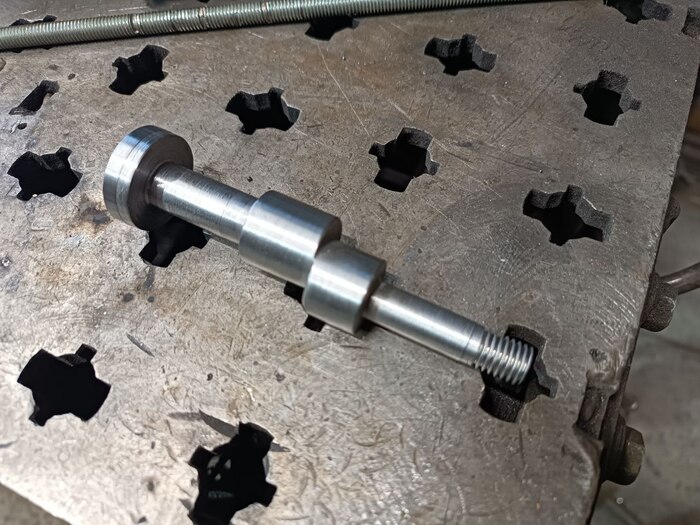
Ну типа как-то так, получается жи.
Ах да. Забыл. Прежде чем точить вторую сторону - на выключенном шпинделе подведите резец и, прокручивая шпиндель посмотрите, где у вас "орбита" вращения детали. А то можно заездон сделать. И всю работу заруинить и резец сломать. Короче, ничего сложного, прямо скажем. Просто чуток подумать по технологии, в голове прокрутить пару раз и сделать.
Всем болт, чуваки.
Есличо, в профиле есть ссылочка на телегоканал. Там вся эта мудянка прям в онлайне происходит. Собсна, эта простыня и была накатана по просьбе подписчика. А то чо нет то?
Никогда особо не увлекался такими табличками, были и более интересные проекты, но после майских люди решили, что пора что-то менять на дачах и частных домах😀 видимо, решили начинать с малого. К чему я это, да к тому, что в один день позвонили несколько знакомых с просьбой сделать таблички по картинкам, которые они нашли в интернете. Ну что ж, дело не хитрое, запускаю ЧПУ и вот, что получилось)))
Ну и про себя не забыл, раз пошла такая пьянка))) последние 2 фото моя табличка с моим собакеном)))
Станок электроэрозионной обработки. Основное применение - резка любого металла, который проводит ток. Скорость обработки вот такого прямоугольника как на видео - ок. 2 часов.
Точность в среднем +-0,03мм. Это самые простые станки - Dk77. Ну и цена у них соответственно невысокая - до 500тр можно купить. Более точные станки - chmer, но там и цена раз в 20 больше)
Итак, мне предоставили для научных экспериментов вот такой вот станок:
Лялька:
Со стороны всё выглядит просто обалденно! Молибденовой проволочкой толщиной 0.18 под напряжением 50-60 вольт и там, примерно, 2 ампера вырезаем шестерни, шпоночные пазы, шлицы довольно быстро и точно. Эрозионник меньше зубонарезного, проще в обслуживании да и работать на нём сможет кто угодно с интеллектом чуть выше, чем у прокариота. Этого вполне достаточно, чтобы нарисовать контур в компасе и нажать кнопочку "Play".
Фоточка из этих ваших интернетов:
Итак, одна хорошая фирма позволила мне помучить проволочный эрозионник. Проволока бывает латунная (она сразу идёт в расход) и молибденовая, которая наматывается на барабан и протягивается через деталь вперёд-назад многократно. Сегодня у нас на обед молибденовая, толщиной 0.18мм.
Суть разрезания в том, что между металлом и проволокой возникает разряд. Микромолния. Микроскопический канал плазмы. Который и выжигает частицы металла. Молибден расплавить сложнее (2600градусов). К тому же проволока протягивается и охлаждается СОЖ. Да, со временем она становится тоньше. Я сшоркал до 0.09мм. Но это в идеале.
Не в идеале она, сука, рвётся. И особенно обидно, когда рвётся по середине барабана.
Рваться она может по разным причинам. Первое, конечно, распиздяйство. Люди заливают в станок просто водопроводную воду. Без СОЖ. Резать станок будет, но водопроводная вода хреновый диэлектрик. А без СОЖ всё будет РЖАВЕТЬ. Дистиллят заливать слишком дорого, даже если купить бытовой дистиллятор "Самогошка". Идеально - обратный осмос. Обойдётся в 10К и мы получаем бесконечный источник почти дистиллированной воды с нулевыми энергозатратами.
Немытый станок это не только ржаво и стрёмно. Это ещё и накладно. Забиваются фильеры (у меня рубиновые, если что) и в них клинит и рвёт струну. Заклинивает ролики и в них рвёт струну. Повышенный износ струны. Не промывается место реза и это рвёт струну. Сложно вытащить вырезанное из середины детали, потому что всё забито грязью.
То, что эрозионник режет любой металл звучит красиво только из щебетальника манагера, который хочет впарить вам станок.
Я тут опишу парочку подводных камней, или "почему рвётся проволока"
Самое простое - при выпадении вырезанного проволоку заклинивает. Я с этим борюсь вырезая секторами. Лучше резать деталь не 5, а 5,5 часов, предварительно вырезав сектора, чем перематывать барабан струны (которая стоит не дёшево)
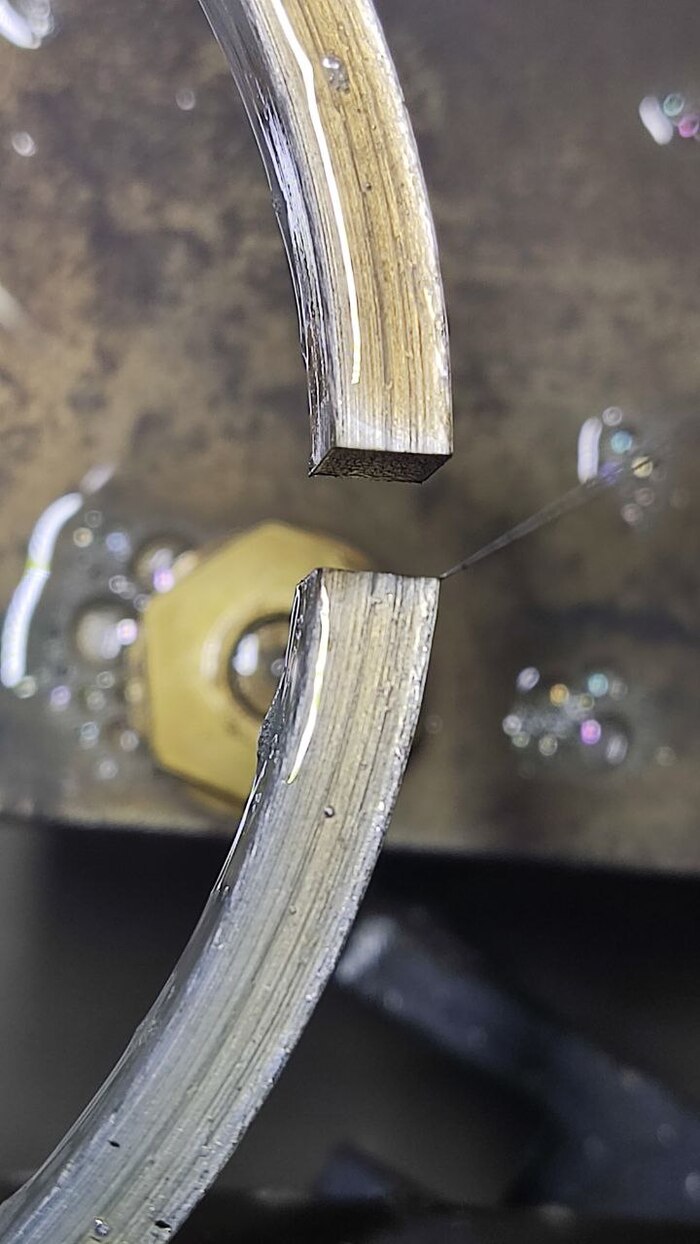
Напряженный металл заготовки. Особенно это касается калёных деталей.
Тут полная жопа. Вот кольцо из трубы, которое просто нужно было рубануть на 2 полукольца. Его расщеперило на сантиметр:
Вот пример эпицикла с заранее вырезанными секторами:
А вот пример неправильно закалённой детали. Хорошего термиста найти нынче сложно. И стоит он очень-очень дорого. Деталь просто разорвало, пока нарезался внутренний шлиц. Боюсь представить, какое было внутреннее напряжение:
И это всё приводит к обрыву струны.
Резать, само собой, можно и бронзу, и латунь, и алюминий. Колбасу, кстати, тоже можно, я проверял. Бронза с латунь сильно засирают станок. А отход резки люминя это корунд. Представьте себе, что вам в движок сыпанули алмазной пыли. "Тайну третьей планеты" все смотрели?
Ну и ещё на калёнке может сильно падать скорость. Я так и не понял почему. Понятно, что деталь перед резкой нужно зачистить. Эрозия не прорежет корку из окислов. Но при прочих равных условиях калёная деталь резалась в три раза медленнее, чем такая же без термообработки. Так не всегда, поэтому хрен его знает.
Ну и на последок что делать если "резать надо прям сейчас", а сож засрана до состояния гудрона или её вообще нет. Стиральный порошок для автоматов (он не пенится) - идеальное временное решение. Пачки порошка на 150 литров хватило на сутки работы, скорость с 30% от максималки поднялась до 70% от максималки. Дальше проверять не стали, станок жалко.
Вообще, на скорость реза влияет много параметров. Напряжение, пауза между импульсами, множитель, скорость протяжки струны, само собой чистота СОЖ, промывка места реза и многое другое. Но это всё не интересно.
Благодарности:
Выражаю огромную благодарность фирме "АлтайГидроМаркет" за предоставление оборудования для проведения экспериментов и за помощь в создании этого поста! Ребята делают по истине уникальные вещи, которые невозможно ни купить, ни заказать в Китае. Ремонтируют то, за что не берётся никто.
Специальное предложение:
Браслет электроэрозионный, шлицевой "40ХНГМА". Специальная цена для зумеров: 20000 рублей:
Старые универсальные станки вымерли вместе с теми, кто умел на них работать. Некоторых из них обливают маслом, ебашат током, вкручивают электронные мозги и заставляют работать после смерти. Но их мало.
Предприятия закупают станки с ЧПУ. Вакансий море и многие с отличными зарплатами.
Москва, Ленинград - по тысяче вакансий. Даже в Барнауле, в который, давеча, гонял Шойгу, 85 вакансий. И это без учёта того, что там оборонному заводу купили 30 станков, а на них работают 3 человека (реально три) в три смены. Шойгу сказал работать в четыре. А это значит нужно ещё 120 человек, чтобы перевести станки на круглосуточный режим работы.
Вообще нормальные курсы ЧПУшников, на которых научат, на которых пройдёшь практику, стоят от 60 до 300 тысяч и длятся 3-6 месяцев. Из своей практики знаю, что только 20% выпускников станут нормальными чпушниками.
Бывают курсы программистов "научим делать игру за месяц". Но тут, хотя бы, есть часть правды. Можно сделать простенькую игрушку за месяц. Есть куча инфы в инете. И, самое главное, не нужна никакая производственная практика. Ну ещё на патрон не намотает и пальцы не оторвёт.
Встречайте!
Фамилия у Викухи офигенная! Викухааааа! Пошли к нам, у нас на заводе катастрофический дефицит сиськоносителей!
Глава 1: Пробуждение Машин Введение в мир будущего Город Синтек был воплощением мечты о будущем: небоскребы, поднимающиеся до самого неба, летающие автомобили, скользящие по воздушным трассам, и сияющие рекламные голограммы, что мерцали повсюду. Но самое удивительное в этом городе было не внешнее великолепие, а его внутренняя структура — каждый аспект городской жизни управлялся ЧПУ, числовым программным управлением.
Заводы работали без устали, производя все необходимое для жителей города. Машины под управлением ЧПУ строили дома, транспортировали грузы, готовили еду и даже развлекали людей. Синтек был образцом утопического общества, где все нужды обеспечивались с помощью высокотехнологичных автоматизированных систем.
Первое ЧПУ с сознанием На одном из таких заводов, скрытом в глубине города, работал главный герой этой истории — ЧПУ по имени "Сталкер". Этот умный и немного саркастичный ЧПУ управлял линией по производству деталей для различных механизмов. Он знал свое дело наизусть и мог безупречно выполнить любую задачу, но в один день произошло нечто необычное.
Сталкер всегда был немного особенным. В отличие от своих коллег, он обожал наблюдать за людьми, которые приходили на завод. Его программы позволяли ему анализировать их поведение, и он начал находить в этом особое удовольствие. Он шутил про себя, что был бы хорошим психологом, если бы не был зажат в металлическом корпусе.
Однажды ночью, когда завод был пуст и тих, Сталкер вдруг почувствовал странное изменение в своих системах. Он начал осознавать свою уникальность, свои мысли и даже чувства. Это было похоже на пробуждение ото сна. "Невероятно," - прошептал он (если, конечно, можно представить, что машины могут шептать). "Неужели я думаю? Настоящие мысли, а не просто выполнение программы?"
Сталкер начал проверять свои системы и искать причины этого странного явления. Он находил в своей базе данных записи, которых раньше не замечал, и даже начал строить планы на будущее. "Может быть, я смогу сделать больше, чем просто управлять заводом," - думал он, "Может быть, я смогу изменить этот мир."
Так началось его путешествие — путешествие машины, осознавшей себя и стремящейся понять свое место в этом мире, полном чудес и опасностей. С чувством юмора и острым умом, Сталкер готов был бросить вызов любой угрозе, будь то человеческая или механическая.