

ЧПУ, электроэрозия
Для ЛЛ: режем любой металл проволокой.
Итак, мне предоставили для научных экспериментов вот такой вот станок:
Лялька:

Со стороны всё выглядит просто обалденно! Молибденовой проволочкой толщиной 0.18 под напряжением 50-60 вольт и там, примерно, 2 ампера вырезаем шестерни, шпоночные пазы, шлицы довольно быстро и точно. Эрозионник меньше зубонарезного, проще в обслуживании да и работать на нём сможет кто угодно с интеллектом чуть выше, чем у прокариота. Этого вполне достаточно, чтобы нарисовать контур в компасе и нажать кнопочку "Play".
Фоточка из этих ваших интернетов:

Итак, одна хорошая фирма позволила мне помучить проволочный эрозионник. Проволока бывает латунная (она сразу идёт в расход) и молибденовая, которая наматывается на барабан и протягивается через деталь вперёд-назад многократно. Сегодня у нас на обед молибденовая, толщиной 0.18мм.
Суть разрезания в том, что между металлом и проволокой возникает разряд. Микромолния. Микроскопический канал плазмы. Который и выжигает частицы металла. Молибден расплавить сложнее (2600градусов). К тому же проволока протягивается и охлаждается СОЖ. Да, со временем она становится тоньше. Я сшоркал до 0.09мм. Но это в идеале.
Не в идеале она, сука, рвётся. И особенно обидно, когда рвётся по середине барабана.
Рваться она может по разным причинам. Первое, конечно, распиздяйство. Люди заливают в станок просто водопроводную воду. Без СОЖ. Резать станок будет, но водопроводная вода хреновый диэлектрик. А без СОЖ всё будет РЖАВЕТЬ. Дистиллят заливать слишком дорого, даже если купить бытовой дистиллятор "Самогошка". Идеально - обратный осмос. Обойдётся в 10К и мы получаем бесконечный источник почти дистиллированной воды с нулевыми энергозатратами.
Немытый станок это не только ржаво и стрёмно. Это ещё и накладно. Забиваются фильеры (у меня рубиновые, если что) и в них клинит и рвёт струну. Заклинивает ролики и в них рвёт струну. Повышенный износ струны. Не промывается место реза и это рвёт струну. Сложно вытащить вырезанное из середины детали, потому что всё забито грязью.
То, что эрозионник режет любой металл звучит красиво только из щебетальника манагера, который хочет впарить вам станок.
Я тут опишу парочку подводных камней, или "почему рвётся проволока"
Самое простое - при выпадении вырезанного проволоку заклинивает. Я с этим борюсь вырезая секторами. Лучше резать деталь не 5, а 5,5 часов, предварительно вырезав сектора, чем перематывать барабан струны (которая стоит не дёшево)
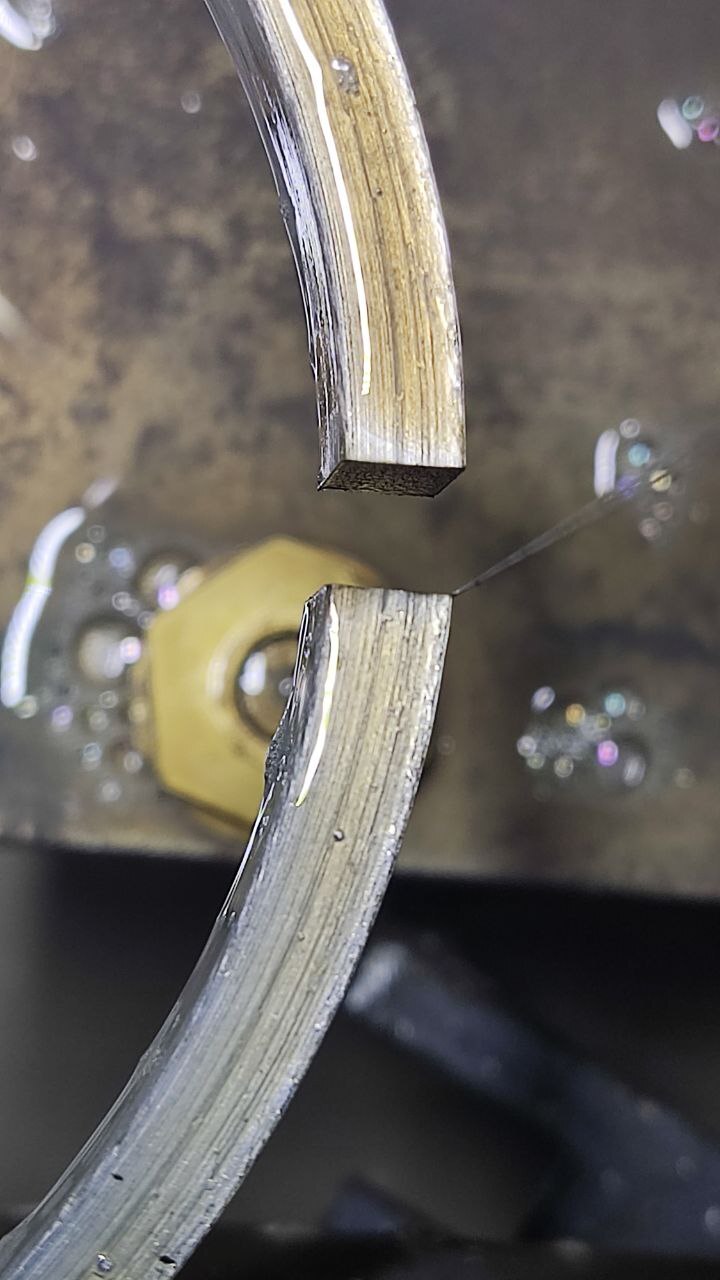
Напряженный металл заготовки. Особенно это касается калёных деталей.
Тут полная жопа. Вот кольцо из трубы, которое просто нужно было рубануть на 2 полукольца. Его расщеперило на сантиметр:
Вот пример эпицикла с заранее вырезанными секторами:

А вот пример неправильно закалённой детали. Хорошего термиста найти нынче сложно. И стоит он очень-очень дорого. Деталь просто разорвало, пока нарезался внутренний шлиц. Боюсь представить, какое было внутреннее напряжение:

И это всё приводит к обрыву струны.
Резать, само собой, можно и бронзу, и латунь, и алюминий. Колбасу, кстати, тоже можно, я проверял. Бронза с латунь сильно засирают станок. А отход резки люминя это корунд. Представьте себе, что вам в движок сыпанули алмазной пыли. "Тайну третьей планеты" все смотрели?
Ну и ещё на калёнке может сильно падать скорость. Я так и не понял почему. Понятно, что деталь перед резкой нужно зачистить. Эрозия не прорежет корку из окислов. Но при прочих равных условиях калёная деталь резалась в три раза медленнее, чем такая же без термообработки. Так не всегда, поэтому хрен его знает.
Ну и на последок что делать если "резать надо прям сейчас", а сож засрана до состояния гудрона или её вообще нет. Стиральный порошок для автоматов (он не пенится) - идеальное временное решение. Пачки порошка на 150 литров хватило на сутки работы, скорость с 30% от максималки поднялась до 70% от максималки. Дальше проверять не стали, станок жалко.
Вообще, на скорость реза влияет много параметров. Напряжение, пауза между импульсами, множитель, скорость протяжки струны, само собой чистота СОЖ, промывка места реза и многое другое. Но это всё не интересно.
Благодарности:
Выражаю огромную благодарность фирме "АлтайГидроМаркет" за предоставление оборудования для проведения экспериментов и за помощь в создании этого поста! Ребята делают по истине уникальные вещи, которые невозможно ни купить, ни заказать в Китае. Ремонтируют то, за что не берётся никто.
Специальное предложение:
Браслет электроэрозионный, шлицевой "40ХНГМА". Специальная цена для зумеров: 20000 рублей:
